
 商标分类
商标分类  商标转让
商标转让 
一种自动上料系统的制作方法
 2021-01-29 16:01:10|
2021-01-29 16:01:10| 286|
286| 起点商标网
起点商标网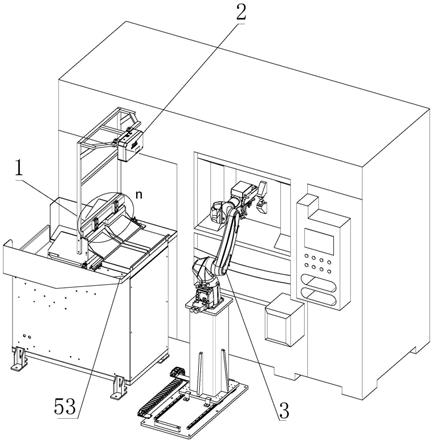
[0001]
本发明属于智能制造领域,具体涉及一种可自动上料并将上料后的物料自动抓取挪移到下一工位或流程的自动上料系统。
背景技术:
[0002]
目前,机器人3d智能机床供料系统项目的大部分上料工作是人工上料,人工上料时人工把物料传输并挪移到需要的工位,人工上料速度慢,已经不能满足提高生产效率的需要,也不能满足批量生产制作的需要。
[0003]
现有技术中的阶梯上料机存在一次上料的数量较多而后继流程接续不上的情况,所以现有技术中常常需要阶梯上料机间歇停顿以适应后继工序的进度或速度。另现有技术中的阶梯上料机在上料后需要有识别拍照装置拍照后机械手才能根据拍摄的图片抓取物料,但是识别拍照装置的拍照过程也需要耗费一定的时间,在识别拍照装置拍照过程中,阶梯上料机和后继流程的其他部件都需要停止工作,这也造成了设备的资源没有充分利用。
[0004]
所以,现有技术中阶梯上料机上料后的物料流通流程如何更好地控制,阶梯上料机的上料速度与下一级流程或工序如何匹配,如何使上料后的物料能够被快速转移到下一流程或工位处而阶梯上料机无须停机后继流程部件无须停顿等待等问题也尚需解决。
技术实现要素:
[0005]
为了解决上述问题,本发明提供了一种可自动上料的自动上料系统。
[0006]
本发明的技术方案为:
[0007]
一种自动上料系统,包括逐级阶梯地上料以输送物料到预定高度的阶梯上料机、对阶梯上料机输送到位后的物料进行3d识别以确认物料方位的3d识别装置、对识别后的物料进行自动抓取挪移的机械手。所述的阶梯上料机包括:多列位置依次增高地同时上下移动地输送物料的移动部、依次穿插在移动部内用于接紧邻的移动部所输送物料的固定不动的固定部、将机械手抓取不到或不利于抓取的物料进行剔除并使被剔除的物料继续回流到初始位置的两只交替动作的剔除机构、与剔除机构的位置相对应且动作相匹配地用于阻挡移动部所输送物料的挡料装置;
[0008]
本自动上料系统,移动部输送物料,物料到某一剔除机构的该侧时,本发明暂时以左侧和右侧进行说明,移动部输送物料,物料到左侧的剔除机构时,该左侧的挡料装置不动作物料顺利输送,3d识别装置对输送到位的物料进行3d识别后,机械手抓取物料,此过程中右侧的挡料装置动作阻挡物料;移动部继续输送物料,物料到右侧的剔除机构时,该右侧的挡料装置不动作物料顺利输送,3d识别装置对输送到位的物料进行3d识别后,机械手抓取右侧的物料,此过程中左侧的挡料装置动作阻挡物料。在上述过程中,机械手连续动作,机械手的动作不因3d识别装置的3d识别而停顿。
[0009]
本发明中,阶梯上料机输送物料,本发明输送的物料尤其适用于棒状的物料,当然也可以输送其他形状的物料,阶梯上料机输送物料到上方位置后,3d识别装置通过视觉识
别识别出某一侧物料的方位和物料形态信息,并将信息传输给机械手,机械手按照物料信息进行抓取挪移,因3d识别装置在拍照识别过程中需要耗费一定时间,若是只有单独的剔除机构,则机械手在每次3d识别过程中总需要等待3d识别装置识别完成后才能进行抓取,这造成了机械手的效率没有得到最好的利用。所以本发明中采用了两套剔除机构和两套挡料装置,一侧上料时如左侧在上料时,机械手正在抓取另一侧即右侧的物料,左侧的物料上料完成并3d识别完成后已经做好了抓取前的准备工作,此时机械手将右侧的物料也抓取完成,机械手随即进行左侧物料的抓取工作,因此时左侧物料的上料和3d识别均以完成,所以机械手才可以无停顿地对左侧物料实施抓取工作。
[0010]
本发明中,所述的移动部在一驱动装置驱动下上下移动。多列移动部上下移动地输送物料到多列固定部上,多列移动部和多列固定部交叉排布。本发明中,多列移动部的位置依次增高,多列移动部在驱动装置驱动下同时上下移动地输送物料;多列固定部依次穿插在多列移动部内用于接紧邻的移动部所输送的物料,多列固定部的位置也依次增高。为了提高效率,多列移动部和多列固定部的每列的宽度设置成较宽的宽度,剔除机构设置为两只,两只剔除机构交替工作将使被剔除的物料继续回流到初始位置,两只剔除机构可以加快工作效率,剔除机构的具体数量根据多列移动部固定部的宽度进行设置也可以根据输料速度快慢进行设置。同时机械手的数量也可以根据两只剔除机构的数量进行配置,如将机械手设置为两只,剔除机构设置为四只。
[0011]
进一步地,所述的多列移动部和固定部的顶端是向输料方向倾斜的斜面。所述的移动部的列数是2~5列,所述固定部的列数是2~5列。本发明中,优选的列数是2~5列,当然也可以将移动部固定部交错排布多列,但排布的列数越多,移动部和固定部的结构越庞大,为了使输送高度或者输送效率提高还可以采用增大移动部固定部每列的高度或长度的方式实现。
[0012]
进一步地,所述的两只剔除机构对称设置。
[0013]
进一步地,所述的阶梯上料机集成在一架体上,3d识别装置也集成在该架体上。本发明中,所述的机械手不在架体上。
[0014]
进一步地,所述的阶梯上料机还包括,设置在架体上,倾斜地存放物料以使物料被移动部输送的存料部,所述的存料部紧邻移动部。
[0015]
本发明中,多列移动部和固定部的顶端向输料方向倾斜、存料部也倾斜,上述设置可以使物料在重力的作用下自动向输料的方向端倾斜;当然本发明还可以用使多列移动部和固定部自身倾斜设置的方法达到上述目的。
[0016]
进一步地,所述的阶梯上料机还包括用于接被移动部输送到固定部预定高度处的物料的接料部,和将接料部与固定部预定高度处连接起来以使物料滑移下落的第一滑移部,第一滑移部是倾斜设置的,3d识别装置对接料部内的物料进行识别,接料部和第一滑移部均设置在架体上。本发明中,第一滑移部倾斜设置使物料自动滑下到接料部内,3d识别装置对准接料部的区域对物料进行识别。所述的接料部和第一滑移部与剔除机构相对应设置,接料部的数量是两只,第一滑移部的数量是两只。
[0017]
进一步地,所述的阶梯上料机还包括连接接料部和存料部,以使被剔除机构剔除的物料从接料部回流到存料部的倾斜设置的第二滑移部,第二滑移部设置在架体上。本发明中,第二滑移部也倾斜设置,方向向存料部倾斜,以方便物料滑落或滚落。第二滑移部与
剔除机构的数量相对应也是两只。两只第二滑移部对称设置。
[0018]
进一步地,所述的剔除机构包括:设置在架体上第一滑移部的下方与第一滑移部物料下滑方向垂直的位于水平方向上的轨道、与轨道配合并在轨道上滑移的滑动件、与滑动件固定连接且向远离轨道的一侧延伸并紧贴接料部的上表面用于推移物料到第二滑移部内的推板。本发明中推板的延伸方向与轨道垂直。本发明中的剔除机构的数量是两只,两只剔除机构并排对称设置。
[0019]
本发明中,机械手抓取不到或不利于抓取的物料由剔除机构将其剔除经由第二滑移部到存料部继续参与下一次的上料输料。
[0020]
进一步地,所述的阶梯上料机还包括用于引导移动部的移动轨迹使移动部的移动轨迹不偏移不被卡阻的导向件;所述导向件包括设置在移动部上的凹槽和与凹槽相配合地固定在架体上的凸起的凸轨。本发明中,移动部在驱动装置的驱动下上下移动,为了使移动部的移动轨迹有保证使移动部不发生倾斜和卡阻,所述的导向件还可以是在移动部上设置凸槽,在架体上设置与凸槽相配合的凹轨的方式实现。
[0021]
进一步地,所述用于阻挡物料落下的两套挡料装置设置在第一滑移部上方靠近固定部该侧的,所述的两套挡料装置交替动作。所述的挡料装置是可以伸缩的气缸,当然此处也可以采用其他装置挡料而不仅仅限于用气缸。为了使上料装置与机械手的抓取速度相匹配,设置了此两套挡料装置以使挡料装置动作时物料被阻挡而继续回流到存料部,挡料装置不动作时物料不被阻挡物料顺利滑落到接料部,从而使机械手的抓取速度与两只剔除机构、多列移动部的输料速度相匹配。两套挡料装置循环交替地动作,挡料装置循环交替动作的顺序与机械手从相应接料部抓取物料的顺序相匹配。
[0022]
如当某侧的挡料装置伸出时,该侧的物料被阻挡回流到存料部,另一侧的物料因挡料装置未伸出从而该侧的物料滑移到接料部,该侧的物料被3d识别装置识别拍摄,拍摄资料传输给机械手由机械手进行抓取作业,机械手在该侧抓取时,阶梯上料机继续上料,另一侧的挡料装置未伸出从而另一侧的物料滑移到接料部,由3d识别装置对另一侧的物料进行识别拍摄,识别拍摄完成将资料传输给机械手,机械手恰好完成了一侧的物料抓取,采用此种循环步骤,机械手能够不停歇的继续进行另一侧物料的抓取工作。
[0023]
进一步地,所述的3d识别装置的识别范围包括物料的具体位置和物料的具体结构。
[0024]
进一步地,所述的3d识别装置是采用被动算法的双目立体视觉算法对物料进行视觉识别。在本发明的被动三维视觉技术中,物料的照明是由物料周围的光照条件来提供,在本发明中,光照即集成在3d识别装置上。本发明中的3d视觉识别装置采用被动测距法中的双目立体视觉算法,此算法过程与人类视觉感知过程类似;3d视觉识别装置采用双目立体视觉算法,计算来自多只相机的深度信息,利用两只相机的校准信息,该算法可以生成深度图像,提供了更加丰富的数据来识别物料的各种形态,以引导机械手的运动和响应。当然3d视觉识别装置所采用的视觉算法还有其他多种种类,如还可以采用主动测距法中的结构光发、飞行时间法和三角测距法等。
[0025]
与现有技术相比,本发明的有益效果体现在:
[0026]
本发明的自动上料系统;将传统人工上下料改为机器自动上下料,机器自动上下料满足了快速及批量加工的加工速度要求、且不容易有误差或各种失误及误操作,大大节
省了人力成本,提高了生产效率。
[0027]
本发明中双侧对称设置的剔除机构和交替动作的挡料装置加快了物料输送效率,使得机械手的效能得到最大化的利用,也从根本上提高了自动上料系统的工作效率;双侧对称设置的剔除机构也避免了阶梯上料机间歇停顿从而使阶梯上料机可以连续不断地工作。
[0028]
两套挡料装置的设置进一步降低了物料落下的速度,使阶梯上料机的整体上料速度与机械手的抓取速度相匹配,整个过程流程无停歇或停顿等待,同时也使机械手的功能效率得到最大程度的发挥,大大节约了时间提高了效率。
附图说明
[0029]
图1为本发明的结构示意图;
[0030]
图2为本发明不包括机械手的外形结构示意图;
[0031]
图3为本发明不包括机械手的结构示意图;
[0032]
图4为图3中m中细节放大的结构示意图;
[0033]
图5为本发明的阶梯上料机中驱动装置驱动移动部上移时的结构示意图;
[0034]
图6为本发明的阶梯上料机中驱动装置驱动移动部下移时的结构示意图;
[0035]
图7为本发明对称设置的剔除机构的结构示意图;
[0036]
图8为本发明的一只剔除机构的结构示意图;
[0037]
图9为图1中n处细节放大的结构示意图;
[0038]
其中,1为阶梯上料机、11为移动部、2为3d识别装置、3为机械手、4为剔除机构、41为滑动件、411为推板、5为架体、51为存料部、52为接料部、53为第一滑移部、54为第二滑移部、55为轨道、56为挡料装置、6为驱动装置。
具体实施方式
[0039]
下面结合附图和具体实施方式对本发明做进一步详细的说明。
[0040]
如图1~图8所示,是本发明的自动上料系统的结构示意图。
[0041]
如图1所示,是本发明的自动上料系统,包括阶梯上料机1、3d识别装置2和对识别后的物料进行自动抓取挪移的机械手3。阶梯上料机1的物料逐级阶梯状地上料以输送物料到上方位置。本发明中,阶梯上料机1输送物料,本发明输送的物料尤其适用于棒状的物料,当然也可以输送其他形状的物料,阶梯上料机1输送物料到上方位置后,3d识别装置2通过视觉识别识别出物料的方位和物料形态信息,并将信息传输给机械手3,机械手3按照物料信息进行抓取挪移。
[0042]
如图1~图6所示,本发明的阶梯上料机1包括:多列位置依次增高的移动部11、依次穿插在移动部11内的固定不动的固定部和将机械手3抓取不到或不利于抓取的物料进行剔除并使被剔除的物料继续回流到初始位置的两只剔除机构4;多列移动部11在一驱动装置6驱动下同时上下移动地输送物料、固定部用于接紧邻的移动部11所输送的物料,固定部是固定不动的;如图2~图6所示,多列移动部11和固定部的顶端是向输料方向倾斜的斜面,当然本发明还可以用使多列移动部11和固定部自身倾斜设置的方法达到上述目的。其中,移动部11的列数常用的是2~5列,固定部的列数常用的亦是2~5列,本发明中优选的列数
是2~5列,当然也可以将移动部11固定部交错排布多列,但排布的列数越多,移动部11和固定部的结构越庞大,为了使输送高度或者输送效率提高还可以采用增大移动部11固定部每列的高度或长度的方式实现。
[0043]
如图1~图6所示,本发明中,移动部11上下移动地输送物料到固定部上,多列移动部11和多列固定部交叉排布。如图5~图6所示,图5是驱动装置6驱动多列移动部11整体下移,此时物料从固定部(未打阴影的多列是固定部)落到移动部11上,其中的移动部11和固定部都向输料方向倾斜以利于物料落下,图6中移动部11上的物料被驱动装置6驱动上移后,直到移动部11顶端高度高于相邻的固定部高度才停止移动,移动部11上的物料落到固定部上,采用此种方式将物料输送到固定部最高位置处。如图5~图6所示,移动部11的左侧紧邻的是用于暂时存储物料的存料部51,存料部51是倾斜的,以方便物料自动滚落或滑落到移动部11上。本发明中,当有物料中途掉落时会掉落到存料部51内以继续参与下一次的上料。如图1、图3、图4和图7所述,本发明中的剔除机构4是两套,两套剔除机构4对称设置。
[0044]
如图1~图4所示,阶梯上料机1和3d识别装置2集成在一架体5上。本发明中,机械手3不在架体5上。
[0045]
如图2~图4所示,阶梯上料机1还包括用于接被移动部11输送到固定部预定高度处的物料的接料部52、将接料部52与固定部预定高度处连接起来以使物料滑移下落的第一滑移部53,3d识别装置2对接料部52内的物料进行识别。本发明中,第一滑移部53倾斜设置使物料滑下到接料部52内,3d识别装置2对准接料部52的区域对物料进行识别。如图2~图4所示,所述的接料部52和第一滑移部53与剔除机构4相对应设置,接料部52的数量是两只,第一滑移部53的数量是两只。
[0046]
如图2~图4所示,阶梯上料机1还包括连接接料部52和存料部51,以使被剔除机构4剔除的物料从接料部52回流到存料部51的第二滑移部54。本发明中,第二滑移部54也倾斜设置,方向向存料部51倾斜,以方便物料自动滑落或滚落。第二滑移部54与剔除机构4的数量相对应也是两只。两只第二滑移部54与剔除机构4对应设置,即两只第二滑移部54也对称设置。
[0047]
如图2~图4和图7~图8所示,剔除机构4包括:设置在架体5上第一滑移部53的下方与第一滑移部53物料下滑方向垂直的位于水平方向上的轨道55、与轨道55配合并在轨道55上滑移的滑动件41、与滑动件41固定连接且向远离轨道55的一侧延伸并紧贴接料部52的上表面用于推移物料到第二滑移部54内的推板411。本发明中推板411的延伸方向与轨道55垂直。如图1和图7所示,本发明中的剔除机构4的数量是两只,两只剔除机构4并排对称设置。当然剔除机构的数量设置也不限于两只,根据需要可以并排设置多只,此时只需要将第二滑移部也设置成多只即可。
[0048]
如图2~图4和图7~图8所示,本发明中,机械手3抓取不到或不利于抓取的物料由剔除机构4将其剔除经由第二滑移部54到存料部51继续参与下一次的上料输料。
[0049]
本发明中,推板411沿轨道55移动,当推板411沿轨道55向靠近第二滑移部54滑移时,接料部52上的物料被推板411推移到第二滑移部54,第二滑移部54是倾斜的,第二滑移部54内的物料自动滚落或滑落到存料部51内参与下一次上料循环。
[0050]
本发明中,阶梯上料机1还包括用于引导移动部11的移动轨迹使移动部11的移动轨迹不偏移不被卡阻的导向件;导向件包括设置在移动部11上的凹槽和与凹槽相配合地固
定在架体5上的凸起的凸轨。本发明中,移动部11在驱动装置6的驱动下上下移动,为了使移动部11的移动轨迹有保证使移动部11不发生倾斜和卡阻,所述的导向件还可以是在移动部11上设置凸槽,在架体5上设置与凸槽相配合的凹轨的方式实现。当然本附图中未显示此凸轨或凹槽。
[0051]
如图1和图9所示,所述的阶梯上料机1还包括设置在第一滑移部53上方的两套挡料装置56,两套挡料装置56设置在靠近固定部的该侧,两套挡料装置56交替动作用用于阻挡物料落下,本实施例中的挡料装置是可以伸缩的气缸,当然此处也可以采用其他装置挡料而不仅仅限于用气缸。因现有技术的阶梯上料机1一次上料的量难以控制,在一次上料量较多的情况下,机械手3来不及抓取;为了使上料速度适应机械手3的抓取速度,设置了此两套挡料装置56以使物料被阻挡而继续回流到存料部51,从而机械手的抓取速度与两只剔除机构4、多列移动部11的输料速度相匹配。两套挡料装置56循环交替动作,挡料装置56循环交替动作的顺序与机械手3从相应接料部52抓取物料的顺序相匹配。当机械手不从该侧的接料部52上抓取物料时,此侧的挡料装置56伸出将物料挡回到存料部51内,从而该侧的接料部52在此次阶梯上料机1动作时输送的物料为零个或极其少数的几个,此时机械手从另一侧的接料部52上抓取物料时,而另一侧的挡料装置56就缩回,使得物料翻过阶梯上料机1滑落到接料部52上以方便机械手抓取;采用此种挡料装置56伸出缩回循环往复的方式,实现设备特别是阶梯上料机1不停顿地工作,减少了人力干预,提高了效率。
[0052]
如图1~图3所示,3d识别装置2的识别范围包括物料的具体位置和物料的具体结构。
[0053]
如图1~图3所示,3d识别装置2是采用被动算法的双目立体视觉算法对物料进行视觉识别。本发明中的3d视觉识别装置采用双目立体视觉算法,此算法过程与人类视觉感知过程类似;3d视觉识别装置采用双目立体视觉算法,计算来自多只相机的深度信息,利用两只相机的校准信息,生成深度图像,提供了更加丰富的数据来识别物料的各种形态,以引导机械手3的运动和响应。
[0054]
如图1~图8所示,本发明按照如下动作流程进行自动上料:
[0055]
阶梯上料机1动作将物料输送到固定部预定高度处位置,物料在固定部预定高度处顺着倾斜的第一滑移部53滚落或滑落到接料部52上,一部分被其中的一只挡料装置56阻挡的物料不能顺利落下,直到阶梯上料机1的下一次动作。位于接料部52上方的3d识别装置2对落下的物料进行3d视觉识别并将位置和状态信息传输给机械手3,由机械手3进行自动抓取,当接料部52上的物料不利于机械手3抓取时,双侧的剔除机构4动作将物料分别推移至两侧的第二滑移部54内并再继续回到初始位置即回到存料部51内参与下一次自动上料循环。
[0056]
阶梯上料机1按照设定好的速度动作,左右两侧的接料部52循环交替动作,机械手3不停顿地抓取物料,当物料滑落到接料部52上的某一侧时如左侧时,3d视觉识别对该侧的物料进行拍照,在此过程中,机械手3抓取另一侧即右侧接料部52上的物料,机械手3抓取完右侧接料部52上的物料时,左侧接料部52上的物料已经拍照完成,所以机械手3可以不停歇的继续抓取左侧接料部52上的物料,因为阶梯上料机1是按照设定好的速度动作,所以阶梯上料机1继续动作上料,物料又滑落到接料部52上的另外一侧即右侧,3d视觉识别对右侧接料部52上的物料进行拍照,机械手3此时正在抓取左侧接料部52上的物料,右侧接料部52上
的物料的图像信息已经被3d视觉识别识别存储过,已经做好了被机械手3抓取的准备;采用此种动作顺序,如此地循环往复,以实现在整个动作过程中,阶梯上料机1和机械手3都不停歇,能够使机械设备的效率得到最大化地利用。
[0057]
在上述的过程中,左右两侧的挡料装置56循环动作,即需要将物料送至左侧的接料部52上时,右侧的挡料装置56顶起或伸出将物料挡回到存料部51内,从而使得只有左侧接料部52上滑落有物料;当需要将物料送至右侧的接料部52上时,左侧的挡料装置56顶起或伸出将物料挡回到存料部51内,从而使得只有右侧的接料部52上滑落有物料。
[0058]
本发明中双侧对称设置的剔除机构和与之相匹配的挡料装置加快了物料输送流程,使得机械手的效能得到最大化的利用,也从根本上提高了自动上料系统的工作效率;同时也避免了阶梯上料机和机械手的间歇停顿从而使整个自动上料系统可以连续不断地工作。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 机械手

 热门咨询
热门咨询




tips