
 商标分类
商标分类  商标转让
商标转让 
一种大型板材冲压的冲压方法与流程
 2021-01-29 16:01:00|
2021-01-29 16:01:00| 260|
260| 起点商标网
起点商标网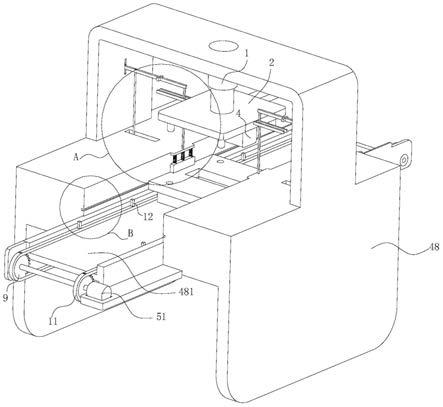
[0001]
本发明涉及板材冲压技术领域,具体为一种大型板材冲压的冲压方法。
背景技术:
[0002]
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。
[0003]
现有技术中公开的板材冲压的发明案件,发明专利申请号为202010200973.5的中国专利,包括上模座和下模座,上模座上沿板材行进方向依次设有切刀和冲压装置;下模座上设有与切刀配合切割板材的切割平台、以及与冲压装置配合冲压的冲压平台。
[0004]
现有技术中在对板材冲压成型时,当冲压成型的为框型或圆柱形时,在需要增加成型后的框型或圆柱形的深度时,通常是更换另一种深度的模具或者增加下模具的厚度,但是更换另一种深度的模具会造成资源的浪费,增加了支出成本,增加下模具的厚度通常是人工进行,不便操作,且定位费时费力。
[0005]
基于此,本发明设计了一种大型板材冲压的冲压方法,以解决上述问题。
技术实现要素:
[0006]
本发明的目的在于提供一种大型板材冲压的冲压方法,以解决上述背景技术中提出的现有技术中在对板材冲压成型时,当冲压成型的为框型或圆柱形时,在需要增加成型后的框型或圆柱形的深度时,通常是更换另一种深度的模具或者增加下模具的厚度,但是更换另一种深度的模具会造成资源的浪费,增加了支出成本,增加下模具的厚度通常是人工进行不便操作,且定位费时费力的问题。
[0007]
为实现上述目的,本发明提供如下技术方案:一种大型板材冲压的冲压方法,适用于该板材冲压方法的冲压设备包括冲压机架,所述冲压机架的内壁上固定连接有工作台,所述冲压机架的顶部固定连接有液压缸,所述液压缸的底部固定连接有上模板,所述上模板两侧均固定连接有两个顶杆,所述上模板的底部固定连接有成型块,所述冲压机架内壁的两侧开设有台阶面,所述工作台表面位于上模板相对应的位置固定连接有下模板,所述下模板中间开设有底型腔,所述冲压机架的侧面固定连接有电机支撑板,所述冲压机架内壁两侧共同连接有中间板传动装置,所述台阶面的中间位置连接有中间板限位装置;
[0008]
所述中间板传动装置包括电机,所述电机固定连接在电机支撑板的顶部,所述冲压机架的侧面固定连接有第一支撑板,所述电机输出轴贯穿并转动连接在第一支撑板,所述电机输出轴表面固定连接有两个第一链轮,所述冲压机架的另一侧端部转动连接有第一轴,所述第一轴表面固定连接有两个第二链轮,所述第一链轮和第二链轮共同啮合有链条,所述链条表面固定连接有三组限位杆,每组限位杆个数为两个,两个所述限位杆插接有中间板,所述中间板滑动连接在台阶面上,所述中间板两侧均固定连接有滑板,所述冲压机架内壁两侧位于台阶面顶部均开设有滑槽,所述滑板滑动连接在滑槽的内壁上,所述中间板顶部开设有贯穿的顶型腔和四个圆柱孔;
[0009]
所述中间板限位装置包括两个对称开设l型槽,所述l型槽贯穿冲压机架的顶部和底部,所述l型槽内壁转动连接有两个滚轮,所述滚轮表面滑动连接有绳索,所述台阶面顶部开设有贯通台阶面的第一槽口和第二槽口,所述第一槽口和第二槽口相贯通,所述第一槽口内壁滑动连接有第一限位块,所述第一限位块侧面呈斜面,所述第一限位块一侧固定连接有第一限位板,所述中间板底部开设有两个第一限位槽和两个第二限位槽,所述第一限位板滑动连接在第二槽口的内壁上,所述第一限位块底部固定连接有第一弹簧,所述第一弹簧另一端固定连接在第一槽口的内壁上,所述绳索一端固定连接在第一限位块的底部,所述绳索另一端固定连接有拉动杆,所述冲压机架的内壁位于台阶面顶部开设有第三槽口,所述第三槽口内壁滑动连接有第二限位块和l型限位板,所述第二限位块和l型限位板固定连接,所述第二限位块侧面呈斜面,所述第二限位块和l型限位板侧面均固定连接有第二弹簧,所述第二弹簧另一端固定连接在第三槽口的内壁上,所述拉动杆一端固定连接有第一支撑杆,所述第一支撑杆贯穿冲压机架且端部固定连接有挤压板,所述挤压板顶部固定连接有三个挤压弹簧,所述挤压弹簧另一端固定连接在冲压机架上,所述挤压板侧面开设有第三限位槽,所述挤压板底部和中间板顶部相接触,所述拉动杆两侧均固定连接有凸台,所述冲压机架两侧均开设有第四槽口,所述拉动杆另一端滑动连接在第四槽口的内壁上,所述拉动杆底部固定连接有第三弹簧,所述第三弹簧另一端固定连接在第四槽口的内壁上;
[0010]
该冲压方法包括以下步骤:
[0011]
步骤一:取合适厚度的中间板,将中间板插接到链条上的限位杆上,启动电机,将中间板带到工作区域;
[0012]
步骤二:中间板进入到工作区域并被第一限位块和第一限位板左右方向的限位,同时被挤压板上下方向弹簧限位,此时中间板被定位在工作区域内,停止电机运转;
[0013]
步骤三:启动液压缸带动成型块对板材进行冲压成型,冲压完成后启动液压缸向上运动,顶杆通过拉动杆带动绳索和第一支撑杆运动,通过绳索和第一支撑杆带动挤压板和第一限位块运动,逐渐解除中间板的定位,再次启动电机,将中间板带出工作区域便可更换下一个厚度的中间板;
[0014]
工作时,现有技术中在对板材冲压成型时,当冲压成型的为框型或圆柱形时,在需要增加成型后的框型或圆柱形的深度时,通常是更换另一种深度的模具或者增加下模具的厚度,但是更换另一种深度的模具会造成资源的浪费,增加了支出成本,增加下模具的厚度通常是人工进行不便操作,且定位费时费力,通过设置中间板、中间板传动装置和中间板限位装置实现对中间板的半自动更换和自动定位,在需要增加成型后的框型或圆柱形的深度时,首先取合适厚度的中间板,并将中间板插接到链条上的限位杆上,启动电机,电机通过链轮和链条带动中间板进行移动,中间板接触第一限位块斜面并挤压第一限位块向下移动,第一限位块挤压第一弹簧并带动第一限位板向下移动,同时中间板接触并挤压第二限位块向后侧移动,第二限位块带动l型限位板挤压第二弹簧并逐渐解除对挤压板的限位,在第一限位块和第一限位板运动到与第一限位槽和第二限位槽相适配时,两者在第一弹簧的作用下弹出进入到第一限位槽和第二限位槽中实现对中间板的左右方向的限位,同时解除限位的挤压板在挤压弹簧的作用下向下移动并接触到中间板的顶部,起到了对中间板上下方向的弹簧限位,电机此时停止运转,该过程实现了对中间板的自动定位,当需用换下该中
间板时,启动液压缸向上运动,液压缸通过上模板带动顶杆向上运动,顶杆通过拉动杆上的凸台带动拉动杆向上运动,拉动杆通过绳索和第一支撑杆拉动第一限位块和挤压板移动,第一限位块带动第一限位板逐渐解除对中间板的限位,同时l型限位板将重新进入到挤压板侧面的第三限位槽实现对挤压板的限位,此时中间板上下和左右限位均解除,通过启动电机,将其带出工作区便可更换下一个厚度的中间板,通过上述过程实现了对不同厚度的中间板快速更换,且在工作区域自动进行定位的目的,减少了人工的参与,降低了劳动强度,保证了工作的效率,无需更换整个模具,减少了成本的支出。
[0015]
作为本发明的进一步方案,所述冲压机架侧面固定连接有第三支撑板,所述第三支撑板顶部滑动连接有触发块,所述触发块贯穿冲压机架的侧面并滑动连接在台阶面上,所述触发块侧面固定连接有第一连接杆,所述第一连接杆表面套接有第四弹簧,所述第四弹簧两端分别固定连接在触发块和第三支撑板上,所述第一连接杆端部固定连接有条形板,所述条形板端部固定连接有第二连接杆,所述第二连接杆插接有顶板,所述顶板底部固定连接有圆形台,所述工作台顶部开设有矩形槽,所述顶板贯穿冲压机架内壁上的工作台并固定连接有矩形板,所述矩形板滑动连接在矩形槽的内壁上,所述工作台的底部固定连接有圆柱壳体,所述圆形台滑动连接在圆柱壳体的内壁上,所述圆形台底部和圆柱壳体的内壁共同固定连接有第五弹簧,所述中间板侧面开设有条形槽,所述上模板侧面固定连接有l型压板;工作时,更换下来的中间板还是被限位杆插接住,不便人工将其取下,通过设置触发块、顶板、第五弹簧和矩形板,中间板移动到侧面条形槽内壁接触到触发块斜面时,开始对触发块挤压,受到挤压的触发块向后侧移动并挤压第四弹簧,触发块通过第一连接杆、条形板带动第二连接杆向后侧移动并逐渐解除对顶板的限位,在顶板限位被解除时电机停止运转,限位被解除的顶板在第五弹簧的作用下弹出并带动矩形板向上移动,矩形板接触中间板底部并将其抬高到脱离限位杆的限位,此时工作人员便可以方面的将其取下,解决了其在冲压机架上不好拿取的问题,复位时利用液压缸下压时带动l型压板对矩形板作用将其重新压回到矩形槽中并重新被第二连接杆限位,实现自动复位。
[0016]
作为本发明的进一步方案,所述矩形板顶部固定连接有六个减震弹簧,所述减震弹簧另一端固定连接有减震板;工作时,通过设置减震板和减震弹簧,实现减弱在和中间板接触时的冲击力,降低两者接触时产生损伤。
[0017]
作为本发明的进一步方案,所述工作台底部固定连接有三个第四支撑板;工作时,通过设置支撑板起到支撑第二连接杆作用,同时防止其因长度过程被顶板拉弯。
[0018]
作为本发明的进一步方案,所述上模板底部固定连接有四个减震柱,所述下模板顶部开设有四个减震孔,所述减震孔内壁固定连接有第六弹簧;工作时,通过设置减震孔和第六弹簧,减弱在冲压接触时的冲击力,保护冲压设备。
[0019]
作为本发明的进一步方案,所述滑槽端部呈导向斜面;工作时,通过设置导向斜面,方便对中间板的引导,使得其更快速的进入到滑槽中。
[0020]
与现有技术相比,本发明的有益效果是:
[0021]
1.本发明通过设置中间板、中间板传动装置和中间板限位装置实现了对不同厚度的中间板快速更换,且在工作区域自动进行定位的目的,使得冲压的深度可以通过自动更换进行调整,无需根据冲压的深度而更换整套模具,增加了模具的适用性范围,无需更换整个模具,减少了成本的支出,并且整个更换过程减少了人工的参与,降低了劳动强度,保证
了工作的效率。
[0022]
2.本发明通过设置触发块、顶板、第五弹簧和矩形板,顶板在第五弹簧的作用下弹出并带动矩形板接触中间板底部并将其抬高到脱离限位杆的限位,此时便可以方便将其取下,解决了其在冲压机架上不好拿取的问题。
[0023]
3.本发明通过设置减震板和减震弹簧,实现减弱在和中间板接触时的冲击力,降低两者接触时产生损伤。
[0024]
4.本发明通过设置支撑板起到支撑第二连接杆作用,同时防止其因长度过长被顶板拉弯。
附图说明
[0025]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0026]
图1为本发明总体结构第一立体图;
[0027]
图2为图1中a处的局部放大图;
[0028]
图3为图1中b处的局部放大图;
[0029]
图4为本发明总体结构第二立体图;
[0030]
图5为图4中c处的局部放大图;
[0031]
图6为本发明从中间纵向剖切后的立体图;
[0032]
图7为图6中d处的局部放大图;
[0033]
图8为图6中e处的局部放大图;
[0034]
图9为本发明总体结构第三立体图;
[0035]
图10为图9中f处的局部放大图;
[0036]
图11为本发明从中间横向剖切后的立体图;
[0037]
图12为图11中g处的局部放大图;
[0038]
图13为图12中h处的局部放大图;
[0039]
图14为本发明横向剖切后的立体图;
[0040]
图15为图14中i处的局部放大图;
[0041]
图16为本发明中间板、挤压板和下模板连接关系示意图;
[0042]
图17为本发明中间板、挤压板、下模板、第一限位块和第一限位板局部剖切后的立体图;
[0043]
图18为本发明冲压方法流程图。
[0044]
附图中,各标号所代表的部件列表如下:
[0045]
液压缸1、上模板2、顶杆3、成型块4、台阶面5、下模板6、导向斜面7、底型腔8、第一链轮9、第二链轮10、链条11、限位杆12、中间板13、滑板14、l型槽15、滚轮16、绳索17、第一槽口18、第二槽口19、第一限位块20、第一限位板21、第一限位槽22、第二限位槽23、第一弹簧24、拉动杆25、第二限位块26、l型限位板27、第二弹簧28、第一支撑杆29、挤压板30、挤压弹簧31、第三限位槽32、凸台33、第三弹簧34、触发块35、第四弹簧36、第二连接杆37、顶板38、
圆形台39、矩形板40、圆柱壳体41、第五弹簧42、减震弹簧43、减震板44、第四支撑板45、减震柱46、第六弹簧47、冲压机架48、工作台481、条形槽49、l型压板50、电机51、第一连接杆52、条形板53。
具体实施方式
[0046]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0047]
请参阅图1-18,本发明提供一种技术方案:一种大型板材冲压的冲压方法,适用于该板材冲压方法的冲压设备包括冲压机架48,冲压机架48的内壁上固定连接有工作台481,冲压机架48的顶部固定连接有液压缸1,液压缸1的底部固定连接有上模板2,上模板2两侧均固定连接有两个顶杆3,上模板2的底部固定连接有成型块4,冲压机架48内壁的两侧开设有台阶面5,工作台481表面位于上模板2相对应的位置固定连接有下模板6,下模板6中间开设有底型腔8,冲压机架48的侧面固定连接有电机支撑板,冲压机架48内壁两侧共同连接有中间板传动装置,台阶面5的中间位置连接有中间板限位装置;
[0048]
中间板传动装置包括电机51,电机51固定连接在电机支撑板的顶部,冲压机架48的侧面固定连接有第一支撑板,电机51输出轴贯穿并转动连接在第一支撑板,电机51输出轴表面固定连接有两个第一链轮9,冲压机架48的另一侧端部转动连接有第一轴,第一轴表面固定连接有两个第二链轮10,第一链轮9和第二链轮10共同啮合有链条11,链条11表面固定连接有三组限位杆12,每组限位杆12个数为两个,两个限位杆12插接有中间板13,中间板13滑动连接在台阶面5上,中间板13两侧均固定连接有滑板14,冲压机架48内壁两侧位于台阶面5顶部均开设有滑槽,滑板14滑动连接在滑槽的内壁上,中间板13顶部开设有贯穿的顶型腔和四个圆柱孔;
[0049]
中间板限位装置包括两个对称开设l型槽15,l型槽15贯穿冲压机架48的顶部和底部,l型槽15内壁转动连接有两个滚轮16,滚轮16表面滑动连接有绳索17,台阶面5顶部开设有贯通台阶面5的第一槽口18和第二槽口19,第一槽口18和第二槽口19相贯通,第一槽口18内壁滑动连接有第一限位块20,第一限位块20侧面呈斜面,第一限位块20一侧固定连接有第一限位板21,中间板13底部开设有两个第一限位槽22和两个第二限位槽23,第一限位板21滑动连接在第二槽口19的内壁上,第一限位块20底部固定连接有第一弹簧24,第一弹簧24另一端固定连接在第一槽口18的内壁上,绳索17一端固定连接在第一限位块20的底部,绳索17另一端固定连接有拉动杆25,冲压机架48的内壁位于台阶面5顶部开设有第三槽口,第三槽口内壁滑动连接有第二限位块26和l型限位板27,第二限位块26和l型限位板27固定连接,第二限位块26侧面呈斜面,第二限位块26和l型限位板27侧面均固定连接有第二弹簧28,第二弹簧28另一端固定连接在第三槽口的内壁上,拉动杆25一端固定连接有第一支撑杆29,第一支撑杆29贯穿冲压机架48且端部固定连接有挤压板30,挤压板30顶部固定连接有三个挤压弹簧31,挤压弹簧31另一端固定连接在冲压机架48上,挤压板30侧面开设有第三限位槽32,挤压板30底部和中间板13顶部相接触,拉动杆25两侧均固定连接有凸台33,冲压机架48两侧均开设有第四槽口,拉动杆25另一端滑动连接在第四槽口的内壁上,拉动杆
25底部固定连接有第三弹簧34,第三弹簧34另一端固定连接在第四槽口的内壁上;
[0050]
该冲压方法包括以下步骤:
[0051]
步骤一:取合适厚度的中间板13,将中间板13插接到链条11上的限位杆12上,启动电机51,将中间板13带到工作区域;
[0052]
步骤二:中间板13进入到工作区域并被第一限位块20和第一限位板21左右方向的限位,同时被挤压板30上下方向弹簧限位,此时中间板13被定位在工作区域内,停止电机51运转;
[0053]
步骤三:启动液压缸1带动成型块4对板材进行冲压成型,冲压完成后启动液压缸1向上运动,顶杆3通过拉动杆25带动绳索17和第一支撑杆29运动,通过绳索17和第一支撑杆29带动挤压板30和第一限位块20运动,逐渐解除中间板13的定位,再次启动电机51,将中间板13带出工作区域便可更换下一个厚度的中间板13;
[0054]
工作时,现有技术中在对板材冲压成型时,当冲压成型的为框型或圆柱形时,在需要增加成型后的框型或圆柱形的深度时,通常是更换另一种深度的模具或者增加下模具的厚度,但是更换另一种深度的模具会造成资源的浪费,增加了支出成本,增加下模具的厚度通常是人工进行不便操作,且定位费时费力,通过设置中间板13、中间板传动装置和中间板限位装置实现对中间板13的半自动更换和自动定位,在需要增加成型后的框型或圆柱形的深度时,首先取合适厚度的中间板13,并将中间板13插接到链条11上的限位杆12上,启动电机51,电机51通过链轮和链条11带动中间板13进行移动,中间板13接触第一限位块20斜面并挤压第一限位块20向下移动,第一限位块20挤压第一弹簧24并带动第一限位板21向下移动,同时中间板13接触并挤压第二限位块26向后侧移动,第二限位块26带动l型限位板27挤压第二弹簧28并逐渐解除对挤压板30的限位,在第一限位块20和第一限位板21运动到与第一限位槽22和第二限位槽23相适配时,两者在第一弹簧24的作用下弹出进入到第一限位槽22和第二限位槽23中实现对中间板13的左右方向的限位,同时解除限位的挤压板30在挤压弹簧31的作用下向下移动并接触到中间板13的顶部,起到了对中间板13上下方向的弹簧限位,电机51此时停止运转,该过程实现了对中间板13的自动定位,当需用换下该中间板13时,启动液压缸1向上运动,液压缸1通过上模板2带动顶杆3向上运动,顶杆3通过拉动杆25上的凸台33带动拉动杆25向上运动,拉动杆25通过绳索17和第一支撑杆29拉动第一限位块20和挤压板30移动,第一限位块20同时带动第一限位板21逐渐解除对中间板13的限位,同时l型限位板27将重新进入到挤压板30侧面的第三限位槽32实现对挤压板30的限位,此时中间板13上下和左右限位均解除,通过启动电机51,将其带出工作区便可更换下一个厚度的中间板13,通过上述过程实现了对不同厚度的中间板13快速更换,且在工作区域自动进行定位的目的,减少了人工的参与,降低了劳动强度,保证了工作的效率,无需更换整个模具,减少了成本的支出。
[0055]
作为本发明的进一步方案,冲压机架48侧面固定连接有第三支撑板,第三支撑板顶部滑动连接有触发块35,触发块35贯穿冲压机架48的侧面并滑动连接在台阶面5上,触发块35侧面固定连接有第一连接杆52,第一连接杆52表面套接有第四弹簧36,第四弹簧36两端分别固定连接在触发块35和第三支撑板上,第一连接杆52端部固定连接有条形板53,条形板53端部固定连接有第二连接杆37,第二连接杆37插接有顶板38,顶板38底部固定连接有圆形台39,工作台481顶部开设有矩形槽,顶板38贯穿冲压机架48内壁上的工作台481并
固定连接有矩形板40,矩形板40滑动连接在矩形槽的内壁上,工作台481的底部固定连接有圆柱壳体41,圆形台39滑动连接在圆柱壳体41的内壁上,圆形台39底部和圆柱壳体41的内壁共同固定连接有第五弹簧42,中间板13侧面开设有条形槽49,上模板2侧面固定连接有l型压板50;工作时,更换下来的中间板13还是被限位杆12插接住,不便人工将其取下,通过设置触发块35、顶板38、第五弹簧42和矩形板40,中间板13移动到侧面条形槽49内壁接触到触发块35斜面时,开始对触发块35挤压,受到挤压的触发块35向后侧移动并挤压第四弹簧36,触发块35通过第一连接杆52、条形板53带动第二连接杆37向后侧移动并逐渐解除对顶板38的限位,在顶板38限位被解除时电机51停止运转,限位被解除的顶板38在第五弹簧42的作用下弹出并带动矩形板40向上移动,矩形板40接触中间板13底部并将其抬高到脱离限位杆12的限位,此时工作人员便可以方面的将其取下,解决了其在冲压机架48上不好拿取的问题,复位时利用液压缸1下压时带动l型压板50对矩形板40作用将其重新压回到矩形槽中并重新被第二连接杆37限位,实现自动复位。
[0056]
作为本发明的进一步方案,矩形板40顶部固定连接有六个减震弹簧43,减震弹簧43另一端固定连接有减震板44;工作时,通过设置减震板44和减震弹簧43,实现减弱在和中间板13接触时的冲击力,降低两者接触时产生损伤。
[0057]
作为本发明的进一步方案,工作台481底部固定连接有三个第四支撑板45;工作时,通过设置支撑板起到支撑第二连接杆37作用,同时防止其因长度过程被顶板38拉弯。
[0058]
作为本发明的进一步方案,上模板2底部固定连接有四个减震柱46,下模板6顶部开设有四个减震孔,减震孔内壁固定连接有第六弹簧47;工作时,通过设置减震孔和第六弹簧47,减弱在冲压接触时的冲击力,保护冲压设备。
[0059]
作为本发明的进一步方案,滑槽端部呈导向斜面7;工作时,通过设置导向斜面7,方便对中间板13的引导,使得其更快速的进入到滑槽中。
[0060]
工作原理:在需要增加成型后的框型或圆柱形的深度时,首先取合适厚度的中间板13,并将中间板13插接到链条11上的限位杆12上,启动电机51,电机51通过链轮和链条11带动中间板13进行移动,中间板13接触第一限位块20斜面并挤压第一限位块20向下移动,第一限位块20挤压第一弹簧24并带动第一限位板21向下移动,同时中间板13接触并挤压第二限位块26向后侧移动,第二限位块26带动l型限位板27挤压第二弹簧28并逐渐解除对挤压板30的限位,在第一限位块20和第一限位板21运动到与第一槽口18和第二槽口19相适配时,两者在第一弹簧24的作用下弹出进入到第一槽口18和第二槽口19中实现对中间板13的左右方向的限位,同时解除限位的挤压板30在挤压弹簧31的作用下向下移动并接触到中间板13的顶部,起到了对中间板13上下方向的弹簧限位,电机51此时停止运转,该过程实现了对中间板13的自动定位,当需用换下该中间板13时,启动液压缸1向上运动,液压缸1通过上模板2带动顶杆3向上运动,顶杆3通过拉动杆25上的凸台33带动拉动杆25向上运动,拉动杆25通过绳索17和第一支撑杆29拉动第一限位块20和挤压板30移动,第一限位块20带动第一限位板21逐渐解除对中间板13的限位,同时l型限位板27将重新进入到挤压板30侧面的第三限位槽32实现对挤压板30的限位,此时中间板13上下和左右限位均解除,通过启动电机51,将其带出工作区便可更换下一个厚度的中间板13,通过上述过程实现了对不同厚度的中间板13快速更换,且在工作区域自动进行定位的目的,减少了人工的参与,降低了劳动强度,保证了工作的效率,无需更换整个模具,减少了成本的支出。
[0061]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0062]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips