
 商标分类
商标分类  商标转让
商标转让 
一种用于热轧的连接顶杆及加工方法与流程
 2021-01-29 16:01:05|
2021-01-29 16:01:05| 221|
221| 起点商标网
起点商标网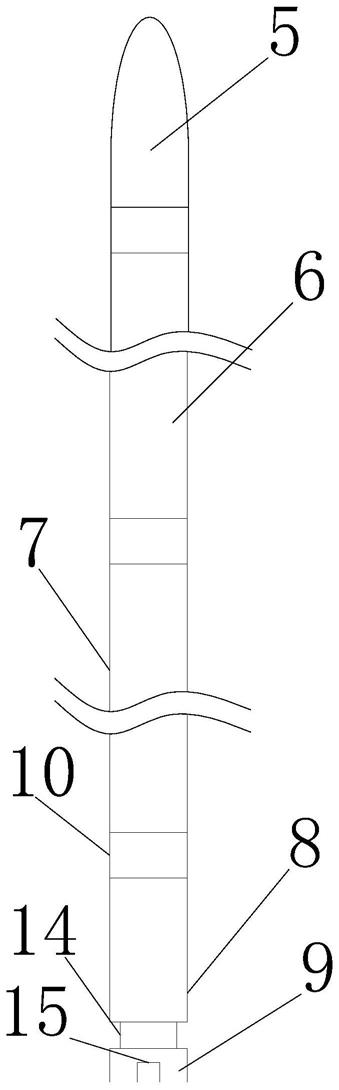
[0001]
本发明涉及金属成型工具技术领域,具体为一种用于热轧的连接顶杆及加工方法。
背景技术:
[0002]
顶杆是现代无缝钢管热轧生产线中穿孔机组的重要设备之一。穿孔过程中,顶杆承受来自顶头上巨大的轴向力,同时顶头和顶杆要随轧件一起转动,其转速要比轧辊高5-6倍以上,在管坯和顶头接触的瞬间还伴随着产生很大的冲击。
[0003]
顶杆连接结构,为能源用装备无缝钢管生产线穿孔机组的主要热工具之一。热轧用顶杆连接结构,是为了不断的提高顶杆的连接精度和使用状况的情况下根据原有连接结构,不断的改进更新设计完善的技术。该顶杆连接结构的设计是为适应市场形式,对该顶杆所运用的穿孔机的机组性能的提高为前提的。产品质量要求不断的提高。原有机构不能满足产品的生产精度,为适应市场环境设计该热轧用顶杆连接结构。提高了公司能源装备用无缝钢管的产品精度,适应市场发展需求,现有顶杆高速旋转时容易偏心进而导致产品存在质量缺陷以及顶杆易拉毛等问题,从而影响了模具加工周期,顶杆使用寿命,甚至影响产品质量;现有顶杆存在刚度低、使用寿命短和成本高等缺点;且高速旋转时顶杆与连接机构之间振动剧烈,影响产品质量和部件寿命。
技术实现要素:
[0004]
本发明的目的在于提供一种用于热轧的连接顶杆及加工方法,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:一种用于热轧的连接顶杆,包括顶杆主体竖直设置,顶杆主体分为顶头、连接杆一、连接杆二和尾杆,所述顶头、连接杆一、连接杆二和尾杆从上至下依次竖直设置,所述顶头外侧套设有顶头套,所述连接杆一外侧套设有连接杆一套,所述连接杆二外侧套设有连接杆二套,所述尾杆外侧套设有尾杆套,所述顶头套内壁与顶头表面焊接,所述连接杆一套内壁与连接杆一表面焊接,所述连接杆二套内壁与连接杆二表面焊接,所述尾杆套内壁与尾杆表面焊接,所述顶头内部中空设置,所述顶头底面开口设置,所述连接杆一和连接杆二皆上下底面贯通设置,所述尾杆内部中空设置,所述尾杆顶面开口设置,所述顶头底端与连接杆一顶端之间设置有连接套,所述连接套为三个,另外两个所述连接套设置在连接杆一底端与连接杆二顶端之间和连接杆二底端与尾杆顶端之间。
[0006]
优选的,三个所述连接套内壁分别与顶头底端表面、连接杆一顶端表面和连接杆一底端表面、连接杆二顶端表面和连接杆二底端表面、尾杆顶端表面固定连接。
[0007]
优选的,所述顶头底端内壁、连接杆一上下端内壁、连接杆二上下端内壁和尾杆顶端内壁皆竖直设置有固定槽,三个所述连接套分别套设在三个水平块上,三个所述水平块上下端分别延伸至顶头内部与连接杆一内部、连接杆一内部与连接杆二内部和连接杆二内
部与尾杆内部,三个所述水平块表面竖直设置有固定条,所述固定条内壁与水平块表面固定连接,所述固定条与固定槽内壁固定连接。
[0008]
优选的,所述尾杆套底端表面开设有限位槽,所述限位槽首尾相连环形设置。
[0009]
优选的,所述尾杆底面与旋转座顶面固定连接,所述旋转座底面沿竖直方向开设有旋转槽。
[0010]
一种用于热轧的连接顶杆的加工方法,包括以下步骤:
[0011]
s1、坯料检验:对顶头、连接杆一、连接杆二、尾杆、顶头套、连接杆一套、连接杆二套、尾杆套、连接套和水平块进行探伤处理,跟换内部有裂缝的部件;
[0012]
s2、热处理:去除合格的顶头、连接杆一、连接杆二、尾杆、顶头套、连接杆一套、连接杆二套和尾杆套、连接套和水平块内外表面的氧化铁皮,然后对顶头、连接杆一、连接杆二、尾杆和水平块进行淬火和空冷处理,对顶头套、连接杆一套、连接杆二套、尾杆套和连接套进行淬火、回火和空冷处理;
[0013]
s3、整装装配:将顶头、连接杆一、连接杆二、尾杆、顶头套、连接杆一套、连接杆二套、尾杆套、连接套和水平块各部件进行顺序位置安装镶嵌后,对各连接处进行焊接,焊接后表面做磨平处理。
[0014]
优选的,所述s1步骤中顶头、连接杆一、连接杆二、尾杆和水平块坯料中成分为铁40份-70份,碳10份-15份,铬10份-14份,稀土氧化物5份-10份和硅10份-14份,顶头套、连接杆一套、连接杆二套、尾杆套和连接套坯料中成分为铁30份-60份,钛20份-24份,钙15份-20份,锰10份-13份,铱9份-12份。
[0015]
优选的,所述s步骤中需将顶头、连接杆一、连接杆二、尾杆和水平块坯料加热至800℃-950℃进行淬火,淬火介质为水,水温为50℃-65℃,淬火时间为20-30min,然后进行空冷处理;将顶头套、连接杆一套、连接杆二套、尾杆套和连接套进行淬火,淬火介质为水,水温为30℃-42℃,淬火时间为10-25min回火温度为180℃-260℃,回火介质为油,回火时间1.5h-3h;再次加热至900℃-1000℃,然后需恒温保持1h-3h;接着进行空冷处理,最后在室温将顶头、连接杆一、连接杆二、尾杆、顶头套、连接杆一套、连接杆二套、尾杆套、连接套和水平块进行时效处理,时效处理时间为6-12天。
[0016]
与现有技术相比,本发明的有益效果是:该用于热轧的连接顶杆及加工方法,通过设置有顶头套、连接杆一套、连接杆二套和尾杆套与顶杆本体固定套接提高顶杆工作时的使用刚度,提高使用寿命;通过设置有限位槽和旋转槽,使顶杆在高速旋转时与顶杆连接结构之间存在间隙,避免顶杆与连接机构之间发生振动,保障产品质量及部件的寿命;通过将顶杆主体分为顶头、连接杆一、连接杆二和尾杆,两两之间通过水平块和连接套固定,使得在单独某部件失效时可替换,无需更换整体,减少成本,增加整体使用寿命;通过设置有水平块使得顶杆各部件保持同一直线,提高产品的质量。
附图说明
[0017]
图1为本发明整体正面结构示意图;
[0018]
图2为本发明整体正面爆炸剖视图;
[0019]
图3为本发明图2中a区放大图。
[0020]
图中:1顶头、2连接杆一、3连接杆二、4尾杆、5顶头套、6连接杆一套、7连接杆二套、
8尾杆套、9旋转座、10连接套、11固定槽、12水平块、13固定条、14限位槽、15旋转槽。
具体实施方式
[0021]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0022]
请参阅图1-3,本发明提供一种技术方案:一种用于热轧的连接顶杆,包括顶杆主体竖直设置,顶杆主体分为顶头1、连接杆一2、连接杆二3和尾杆4,顶头1、连接杆一2、连接杆二3和尾杆4从上至下依次竖直设置,顶头1外侧套设有顶头套5,连接杆一2外侧套设有连接杆一套6,连接杆二3外侧套设有连接杆二套7,尾杆4外侧套设有尾杆套8,顶头套5内壁与顶头1表面焊接,连接杆一套6内壁与连接杆一2表面焊接,连接杆二套7内壁与连接杆二3表面焊接,尾杆套8内壁与尾杆4表面焊接,顶头1内部中空设置,顶头1底面开口设置,连接杆一2和连接杆二3皆上下底面贯通设置,尾杆4内部中空设置,尾杆4顶面开口设置,尾杆4套底端表面开设有限位槽14,限位槽14首尾相连环形设置,尾杆4底面与旋转座9顶面固定连接,旋转座9底面沿竖直方向开设有旋转槽15,顶头1底端与连接杆一2顶端之间设置有连接套10,连接套10为三个,另外两个连接套10设置在连接杆一2底端与连接杆二3顶端之间和连接杆二3底端与尾杆4顶端之间,三个连接套10内壁分别与顶头1底端表面、连接杆一2顶端表面和连接杆一2底端表面、连接杆二3顶端表面和连接杆二3底端表面、尾杆4顶端表面固定连接,顶头1底端内壁、连接杆一2上下端内壁、连接杆二3上下端内壁和尾杆4顶端内壁皆竖直设置有固定槽11,三个连接套10分别套设在三个水平块12上,三个水平块12上下端分别延伸至顶头1内部与连接杆一2内部、连接杆一2内部与连接杆二3内部和连接杆二3内部与尾杆4内部,三个水平块12表面竖直设置有固定条13,固定条13内壁与水平块12表面固定连接,固定条13与固定槽11内壁固定连接。
[0023]
一种用于热轧的连接顶杆的加工方法,其特征在于:包括以下步骤:
[0024]
s1、坯料检验:对顶头1、连接杆一2、连接杆二3、尾杆4、顶头套5、连接杆一套6、连接杆二套7、尾杆套8、连接套10和水平块12进行探伤处理,跟换内部有裂缝的部件;
[0025]
s2、热处理:去除合格的顶头1、连接杆一2、连接杆二3、尾杆4、顶头套5、连接杆一套6、连接杆二套7和尾杆套8、连接套10和水平块12内外表面的氧化铁皮,然后对顶头1、连接杆一2、连接杆二3、尾杆4和水平块12进行淬火和空冷处理,对顶头套5、连接杆一套6、连接杆二套7、尾杆套8和连接套10进行淬火、回火和空冷处理;
[0026]
s3、整装装配:将顶头1、连接杆一2、连接杆二3、尾杆4、顶头套5、连接杆一套6、连接杆二套7、尾杆套8、连接套10和水平块12各部件进行顺序位置安装镶嵌后,对各连接处进行焊接,焊接后表面做磨平处理。
[0027]
实施例一
[0028]
顶头1、连接杆一2、连接杆二3、尾杆4和水平块12坯料中成分为铁70份,碳15份,铬14份,稀土氧化物10份和硅14份,顶头套5、连接杆一套6、连接杆二套7、尾杆套8和连接套10坯料中成分为铁60份,钛24份,钙20份,锰13份,铱12份。采用超声波对顶头1、连接杆一2、连接杆二3、尾杆4、顶头套5、连接杆一套6、连接杆二套7、尾杆套8、连接套10和水平块12进行
探伤处理,跟换内部有裂缝的部件;采用喷砂的方式对顶头1、连接杆一2、连接杆二3、尾杆4、顶头套5、连接杆一套6、连接杆二套7和尾杆套8、连接套10和水平块12内外表面的氧化铁皮进行去除,将顶头1、连接杆一2、连接杆二3、尾杆4和水平块12坯料加热至950℃进行淬火,淬火介质为水,水温为65℃,淬火时间为30min,然后进行空冷处理;将顶头套5、连接杆一套6、连接杆二套7、尾杆套8和连接套10进行淬火,淬火介质为水,水温为42℃,淬火时间为25min回火温度为260℃,回火介质为油,回火时间3h;再次加热至1000℃,然后需恒温保持3h;接着进行空冷处理,最后在室温将顶头1、连接杆一2、连接杆二3、尾杆4、顶头套5、连接杆一套6、连接杆二套7、尾杆套8、连接套10和水平块12进行时效处理,时效处理时间为12天。
[0029]
实施例二
[0030]
顶头1、连接杆一2、连接杆二3、尾杆4和水平块12坯料中成分为铁70份,碳10份,铬10份,稀土氧化物5份和硅10份,顶头套5、连接杆一套6、连接杆二套7、尾杆套8和连接套10坯料中成分为铁50份,钛20份,钙15份,锰10份,铱9份。采用超声波对顶头1、连接杆一2、连接杆二3、尾杆4、顶头套5、连接杆一套6、连接杆二套7、尾杆套8、连接套10和水平块12进行探伤处理,跟换内部有裂缝的部件;采用喷砂的方式对顶头1、连接杆一2、连接杆二3、尾杆4、顶头套5、连接杆一套6、连接杆二套7和尾杆套8、连接套10和水平块12内外表面的氧化铁皮进行去除,将顶头1、连接杆一2、连接杆二3、尾杆4和水平块12坯料加热至800℃进行淬火,淬火介质为水,水温为50℃,淬火时间为20min,然后进行空冷处理;将顶头套5、连接杆一套6、连接杆二套7、尾杆套8和连接套10进行淬火,淬火介质为水,水温为30℃,淬火时间为10min回火温度为180℃,回火介质为油,回火时间1.5h;再次加热至900℃,然后需恒温保持1h;接着进行空冷处理,最后在室温将顶头1、连接杆一2、连接杆二3、尾杆4、顶头套5、连接杆一套6、连接杆二套7、尾杆套8、连接套10和水平块12进行时效处理,时效处理时间为6天。
[0031]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 回火处理

 热门咨询
热门咨询




tips