
 商标分类
商标分类  商标转让
商标转让 
一种具有焊接功能的车床的制作方法
 2021-01-29 16:01:04|
2021-01-29 16:01:04| 251|
251| 起点商标网
起点商标网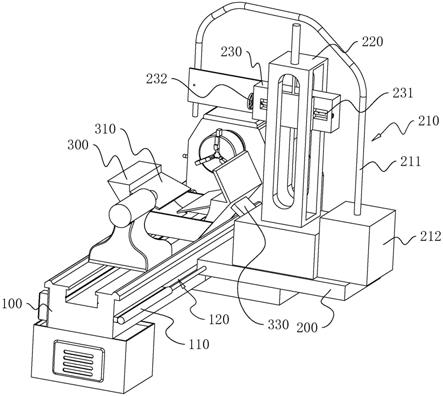
[0001]
本实用新型涉及工件焊接的技术领域,尤其是涉及一种具有焊接功能的车床。
背景技术:
[0002]
目前在生产轴类工件时,轴类工件通常是由热轧辊加工而成,为了提高热轧辊的耐磨性,通常需要在热轧辊的表面镀一层合金粉末层作为热轧辊表面的强化层。
[0003]
现有技术中通常是将热轧辊安装于车床上,然后在使用喷粉装置向热轧辊表面喷合金粉末,随着喷粉装置的移动以及热轧辊的转动,从而使得热轧辊表面完全镀上一层合金粉末层。
[0004]
车床采用公开号为cn209094555u,公开日为20190712的中国实用新型专利公开的一种车削加工用简易车床,包括本体、站腿、移动架、齿轮盘、固定器和刀架,所述本体底部设有站腿,所述站腿与本体相焊接,所述本体左侧设有齿轮盘,所述齿轮盘通过链条与固定器相转动连接,所述本体的右侧设有固定座,所述固定座通过螺母与本体相拆卸连接,所述固定座上设有尾座,所述尾座的左侧设有点位针,所述尾座的右侧设有圆形的调节盘,所述调节盘与尾座相转动连接,所述在本体的中部设有移动架,所述移动架上设有刀架,所述刀架右侧设有移动摇把,所述移动摇把与移动架相转动连接,所述固定器上设有移动槽,所述移动槽上面设有移动块,所述移动块与移动槽相滑动连接,所述移动块上设有一个圆弧形面的限位块,所述限位块与移动块相焊接。刀架能通过摇动移动摇把对移动架进行左右方向的移动,方便对不同位置的材质进行加工处理,使得加工更加分方便,能有效的控制加工的精度。
[0005]
由于喷粉装置在向热轧辊上喷粉时,为了使得合金粉末能充分粘接于热轧辊上,因此喷粉装置的喷粉量会很大,当大量的合金粉末被喷至热轧辊上时,一部分受到冲击脱离热轧辊,从而导致合金粉末的浪费,而且由于喷至热轧辊上的粉末较多,在热轧辊的转动中,未来得及粘接的合金粉末也会掉落,从而导致合金粉末的浪费。
技术实现要素:
[0006]
针对现有技术存在的不足,本实用新型的目的是提供一种具有焊接功能的车床,具有节约合金粉末资源的效果。
[0007]
本实用新型的上述目的是通过以下技术方案得以实现的:
[0008]
一种具有焊接功能的车床,包括水平滑移于车床本体上的支撑座和设置于支撑座上的焊机,所述焊机包括焊枪与焊机本体,所述焊枪与焊机本体固定连接,所述焊机本体为焊枪提供合金焊条,所述焊枪朝向热轧辊。
[0009]
通过采用上述技术方案,热轧辊安装于车床上后,启动焊机本体,焊机本体为焊枪提供焊丝,从而使得焊枪对热轧辊进行焊接,当热轧辊转动一圈后,再驱动支撑座的滑移,使得支撑座带动焊枪的移动,从而使得焊枪沿热轧辊的轴线焊接,从而使得热轧辊表面镀上一层强化层,由于将喷合金粉末改为了焊接合金焊条,因此不会出现合金粉末浪费的情
况。
[0010]
进一步的:车床本体上水平滑移有承渣盒,所述承渣盒与支撑座同步滑移,且置于焊枪下方。
[0011]
通过采用上述技术方案,设置承渣盒的目的是,承接焊渣,避免焊渣掉落至车床本体上。
[0012]
进一步的:车床本体的外侧壁上固定有水平的滑移液压缸,所述滑移液压缸的活塞杆与支撑座固定连接。
[0013]
通过采用上述技术方案,支撑座滑移时,启动滑移液压缸,滑移液压缸伸缩从而自动带动支撑座的滑移。
[0014]
进一步的:所述支撑座上竖直固定有辅助板,所述焊枪上设置有辅助块,所述辅助块与辅助板竖直滑移连接。
[0015]
通过采用上述技术方案,当热轧辊的直径不同时,通过驱动辅助块的滑移,使得辅助块带动焊枪的移动,从而使得焊枪能适应不同的热轧辊,达到更好的焊接效果。
[0016]
进一步的:所述焊枪上固定有滑移块,所述滑移块水平滑移于辅助块上。
[0017]
通过采用上述技术方案,通过滑移滑移块,使得滑移块带动焊枪水平移动,从而调节焊枪焊接的初始位置。
[0018]
进一步的:所述辅助板上端竖直固定有升降液压缸,所述升降液压缸的活塞杆与辅助块固定连接。
[0019]
通过采用上述技术方案,辅助块移动时,启动升降液压缸,升降液压缸伸缩,从而自动带动焊枪竖直移动。
[0020]
进一步的:所述滑移块内转动有水平的螺纹杆,所述辅助块与螺纹杆螺纹连接,所述螺纹杆延伸至滑移块外的一端同轴固定有转轮。
[0021]
通过采用上述技术方案,当转动转轮时,转轮带动螺纹杆的转动,由于辅助块不动,因此螺纹杆会带动滑移块的移动,从而带动焊枪的水平移动。
[0022]
进一步的:所述承渣盒的底壁由两转动板组成,两所述转动板分别与承渣盒两内侧壁转动连接,车床本体长度方向两侧均水平滑移有辅助座,所述辅助座上铰接有气缸,所述气缸的活塞杆与转动板铰接,车床本体上开设有倾斜的落渣口。
[0023]
通过采用上述技术方案,当完成一次焊接后,启动气缸,气缸收缩带动转动板的转动,从而使得承渣盒内的废渣掉落至车床本体上,然后在落渣口的倾斜作用下集中置于车床外。
[0024]
进一步的:所述承渣盒两内侧壁均固定有倾斜向下的导向板。
[0025]
通过采用上述技术方案,设置导向板的目的是,对落入至承渣盒内的焊渣进行导向,使其集中在两转动板抵接处,从而使得转动板打开时,焊渣能全部落至车床本体上。
[0026]
综上所述,本实用新型的有益技术效果为:
[0027]
1.设置焊枪的目的是,热轧辊安装于车床上后,启动焊机本体,焊机本体为焊枪提供焊丝,从而使得焊枪对热轧辊进行焊接,当热轧辊转动一圈后,再驱动支撑座的滑移,使得支撑座带动焊枪的移动,从而使得焊枪沿热轧辊的轴线焊接,从而使得热轧辊表面镀上一层强化层,由于将喷合金粉末改为了焊接合金焊条,因此不会出现合金粉末浪费的情况;
[0028]
2.设置承渣盒的目的是,承接焊渣,避免焊渣掉落至车床本体上;
[0029]
3.设置辅助板以及辅助块与辅助板滑移连接的目的是,当热轧辊的直径不同时,通过驱动辅助块的滑移,使得辅助块带动焊枪的移动,从而使得焊枪能适应不同的热轧辊,达到更好的焊接效果。
附图说明
[0030]
图1是本实施例的整体结构示意图;
[0031]
图2是隐藏车床本体后显示支撑座上焊枪与辅助板之间的连接结构示意图;
[0032]
图3是显示车床本体上的承渣盒的结构示意图;
[0033]
图4是隐藏车床本体后显示承渣盒上转动板的结构示意图。
[0034]
附图标记:100、车床本体;110、滑移液压缸;120、第一滑移槽;130、落渣口;200、支撑座;210、焊机;211、焊枪;212、焊机本体;220、辅助板;221、第二滑移槽;222、辅助块;223、升降液压缸;230、滑移块;231、螺纹杆;232、转轮;300、承渣盒;310、导向板;330、连接块;340、转动板;350、气缸;360、辅助座。
具体实施方式
[0035]
以下结合附图对本实用新型作进一步详细说明。
[0036]
如图1所示,为本实用新型公开的一种具有焊接功能的车床,在车床本体100外侧壁开设有沿其长度方向的第一滑移槽120,在第一滑移槽120内水平滑移有支撑座200,支撑座200上通过螺栓安装有焊机210。车床本体100外侧壁长度方向的一端固定有水平的滑移液压缸110,滑移液压缸110的活塞杆与支撑座200固定连接,滑移液压缸110由液压泵提供动力。焊机210包括焊机本体212和焊枪211,焊枪211设置于支撑座200上且与焊机本体212固定连接,焊枪211朝向热轧辊(图中未显示),焊机本体212向焊枪211提供合金焊条。热轧辊安装于车床上后,启动焊机本体212,焊机本体212为焊枪211提供焊丝,从而使得焊枪211对热轧辊进行焊接,当热轧辊转动一圈后,启动滑移液压缸110,滑移液压缸110伸张,从而带动支撑座200的滑移,使得支撑座200带动焊枪211的移动,从而使得焊枪211沿热轧辊的轴线焊接,从而使得热轧辊表面镀上一层强化层。
[0037]
如图1和图2所示,由于热轧辊的直径不同,因此为了使得焊枪211能适应不同直径的热轧辊,从而达到较好的焊接效果,在支撑座200上竖直固定有辅助板220,在辅助板220上竖直开设有第二滑移槽221,第二滑移槽221内滑移有辅助块222,焊枪211设置于辅助块222上。在辅助板220的上端竖直固定有升降液压缸223,升降液压缸223的活塞杆与辅助块222固定连接,升降液压缸223由液压泵提供动力。启动升降液压缸223,升降液压缸223的伸缩,从而带动辅助块222竖直滑移,从而使得辅助块222带动焊枪211的竖直滑移。
[0038]
为了实现对焊枪211初始位置的调节,在焊枪211上同轴固定有滑移块230,滑移块230内通过轴承转动有沿其长度方向的螺纹杆231,螺纹杆231延伸至滑移块230外的一端同轴固定有转轮232,辅助块222与螺纹杆231螺纹连接。调节焊枪211位置时,转动转轮232,转轮232带动螺纹杆231的转动,由于辅助块222固定,因此螺纹杆231带动滑移块230的移动,从而带动其上焊枪211的水平移动。
[0039]
如图3所示,为了承接焊渣,避免焊渣掉落至车床本体100上,沿车床本体100的长度方向滑移有承渣盒300,支撑座200上固定连接块330(见图1),连接块330与承渣盒300固
定连接,承渣盒300置于焊枪211的正下方。当支撑座200带动焊枪211移动时,连接块330会带动承渣盒300的移动,从而使得承渣盒300与支撑座200同步滑移,使得承渣盒300始终起到承渣作用。
[0040]
如图4所示,为了便于对承渣盒300内的焊渣进行清理,在承渣盒300的两内侧壁固定有倾斜向下的导向板310,两导向板310相靠近的一端低于两导向板310相远离的一端。承渣盒300的底壁由两转动板340组成,两转动板340分别与承渣盒300两内侧壁转动连接。车床本体100上开设有倾斜向下的落渣口130(见图3)。初始时,两转动板340水平且相抵接,当完成一次焊接后,驱动转动板340的转动,从而使得经过导向板310集中于两转动板340抵接处的焊渣落至车床本体100上,然后在落渣口130的倾斜作用下滑移出车床,从而便于工作人员清理。
[0041]
为了驱动转动板340的转动,在车床本体100长度方向两侧均滑移有辅助座360,辅助座360上铰接有气缸350,气缸350的活塞杆与转动板340下表面铰接,气缸350由空压机提供动力。
[0042]
本实施例的具体工作过程:热轧辊安装于车床上后,启动焊机本体212,焊机本体212为焊枪211提供焊丝,从而使得焊枪211对热轧辊进行焊接。当热轧辊转动一圈后,启动滑移液压缸110,滑移液压缸110伸张,从而带动支撑座200滑移,使得焊枪211沿热轧辊的轴线进行焊接。当完成对热轧辊的整体焊接后,关闭焊机本体212,然后启动滑移液压缸110,滑移液压缸110收缩,从而带动支撑座200的复位,然后启动气缸350,气缸350收缩带动转动板340的转动,从而使得焊渣落至车床本体100上,然后在落渣口130的倾斜作用下滑移出车床。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips