
 商标分类
商标分类  商标转让
商标转让 
一种分体式切断调直机的制作方法
 2021-01-29 16:01:43|
2021-01-29 16:01:43| 214|
214| 起点商标网
起点商标网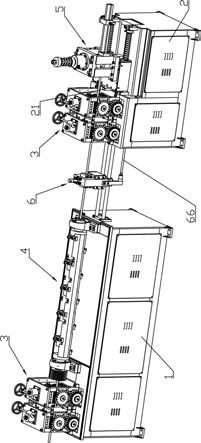
[0001]
本实用新型涉及调直机设备技术领域,特别涉及一种分体式切断调直机。
背景技术:
[0002]
调直机也叫直丝机,调直断丝机或调直切断机。调直机主要用于加工盘成卷的铁丝、不锈钢丝、铝丝、冷拔丝、包塑料皮钢丝等材料,主要包括送丝机构、调直机构以及切断机构,送丝机构将待加工的盘成卷的工件送入调直机构,调直机构将工件进行调直并送入切断机构,最后切断机构将工件定长切断,从而满足生产要求,便于工件的进一步加工,方便作业。
[0003]
目前的,调直机一般为一体式,将各机构均设置在同一机架上,此种结构在加工完成一卷后的剩余尾料过长,浪费原材料,由此人们研制出了分体式的调直机,将切断机构分开且对应设置。如中国专利申请号为cn201120306095.1中公开了一种分体式钢筋调直动切切断机,虽然解决了钢筋通过时会导致受阻而产生钢筋弯头的问题,但是在实际加工时,调直机构在调直时,对工件始终有使其旋转的摩擦力,当工件还剩下较多时,工件缠绕在料盘上且被约束,不会转动,然而当工件加工到只剩尾料时,由于尾料未缠绕在料盘上且不受约束,使得尾料旋转,尾料与切断机构中的刀口产生摩擦,使磨损速率增快,使刀口不再锋利,减少使用寿命;同理的,尾料与送丝机构中的送丝轮也会产生摩擦,造成磨损,使送丝轮之间间隙增大,摩擦力减小,容易打滑,送丝效率较慢,降低加工效率。
技术实现要素:
[0004]
本实用新型的目的在于针对现有技术的缺陷和不足,提供一种分体式切断调直机,解决了尾料旋转的问题,同时具备结构简单、寿命长以及工作效率高的优点。
[0005]
本实用新型的上述技术目的是通过以下技术方案得以实现的:一种分体式切断调直机,包括第一机架和第二机架,所述第一机架上依次排列安装有送丝机构和调直机构,所述第二机架上设置有与所述调直机构对应的切断机构,所述第一机架和所述第二机架之间设有尾料滑台,所述尾料滑台包括第一导轨以及滑动设置于所述第一导轨上的滑架,所述滑架上设有上压板和下压板,所述上压板和所述下压板之间形成有供工件穿过的间隙,所述滑架上设有夹紧缸,所述夹紧缸用于驱使所述上压板和/或下压板运动并使所述间隙减小,从而夹紧所述工件,所述工件被夹紧的同时,所述工件带动所述滑架沿所述第一导轨滑行,所述尾料滑台还包括驱使所述滑架滑行至初始位置的推动缸。
[0006]
进一步的,所述第一导轨的两端分别固定于所述第一机架、所述第二机架上。
[0007]
进一步的,所述滑架上设有导向凸台,所述上压板和所述下压板分别与所述导向凸台滑动配合;所述上压板和所述下压板上分别开设有阶梯槽,两个所述阶梯槽对应设置且形成所述间隙;增大摩擦力,使工件被夹持的更加牢靠,避免打滑。
[0008]
进一步的,所述滑架上还设有调节装置,所述调节装置包括调节螺杆和限位螺栓,所述调节螺杆与所述滑架螺纹配合,所述调节螺杆的底端穿过所述滑架且与所述上压板相
抵配合;所述限位螺栓固定于所述上压板上,所述限位螺栓的顶端穿过所述滑架且与所述滑架滑动配合,所述限位螺栓与所述滑架之间抵设有第一弹簧,所述第一弹簧始终有将所述上压板推向所述调节螺杆的趋势;在加工不同尺寸的工件时,能够更好的适应工件,使受力均匀,夹持的更加牢靠。
[0009]
进一步的,所述下压板与所述夹紧缸的输出轴固定连接。
[0010]
进一步的,所述推动缸固定于所述第二机架上,所述滑架上固定有与所述推动缸的输出轴对应设置的顶杆。
[0011]
进一步的,所述送丝机构包括送丝架以及设置于所述送丝架上的送丝轮,所述送丝轮至少设有两组,每组所述送丝轮均包括主动轮和从动轮,所述主动轮与所述从动轮平行且间隔设置,所述主动轮和所述从动轮上分别开设有一一对应的送料槽,所述主动轮转动设置于送丝架上,所述从动轮的两端分别设有上轴承座,所述送丝架上开设有与所述上轴承座对应设置的滑槽,所述上轴承座与所述滑槽滑动配合,所述上轴承座与所述从动轮转动配合;所述送丝架上设有用于调节所述从动轮相对所述主动轮垂直位置的升降装置,所述升降装置和所述上轴承座之间抵设有第二弹簧;所述送丝架上还设有平移装置,所述平移装置用于调节所述送丝轮相对所述送丝架的水平位置。
[0012]
进一步的,所述第二机架上还设有一组所述送丝机构,该组所述送丝机构设置于所述切断机构和所述尾料滑台之间;增加多个对工件夹持的点位,当尾料离开第一机架上的送丝机构后,此时依靠第二机架上的送丝机构对尾料提高向前的动力,提高加工效率。
[0013]
进一步的,所述切断机构包括设置于所述第二机架上的第二导轨、与所述第二导轨滑动配合的滑座以及设置于所述滑座上的切断架,所述第二导轨上套接有第三弹簧,所述第三弹簧始终有将所述滑座向所述尾料滑台方向推动的趋势,所述切断架内设有定刀和动刀,定刀和动刀分别开设有供工件穿过的通孔,所述切断架上设有驱使动刀相对定刀滑动的油缸。
[0014]
进一步的,所述切断架上固定有定长靠山,所述定长靠山包括靠山杆、与所述靠山杆滑动配合的靠山座以及感应杆,所述靠山座上固定有螺杆套,所述螺杆套的前端设有限位套,所述螺杆套的后端设有感应开关,所述感应杆活动设置于所述螺杆套内,所述感应杆的前端穿过所述限位套且外露于所述螺杆套外部,所述感应杆的前端与所述工件对应设置,所述感应杆的后端与所述感应开关对应设置,所述螺杆套内设有第四弹簧,所述第四弹簧始终有将所述感应杆的后端远离所述感应开关的趋势;灵敏度更高,提高定长精度。
[0015]
本实用新型的有益效果为:通过在第一机架和第二机架之间设有尾料滑台,尾料滑台包括第一导轨以及滑动设置于第一导轨上的滑架,滑架上设有上压板和下压板,在工作时,将工件穿过上压板和下压板之间的间隙,夹紧缸工作,驱使上压板和/或下压板运动,使得间隙变小,从而将工件夹紧,由于工件始终向前运动,从而推动滑架在第一导轨上滑行,使滑架从第一机架的方位运动至第二机架的方位,当靠近第二机架时,夹紧缸停止工作,松开对工件的夹紧,推动缸快速的将滑架推回初始位置,既从第二机架的方位滑动至第一机架的方位,夹紧缸再次工作将工件夹紧,如此循环往复,使得工件始终保持被夹紧状态,保证工件不能转动,即使工件只剩下尾料时,工件同样被限制住,不能转动,解决的了现有技术中尾料旋转的问题,降低刀口磨损速率,增加使用寿命,减少对送丝轮的磨损,避免打滑现象,提高加工效率;总体而言,本实用新型具备了结构简单、使用寿命长以及工作效
率高的优点。
附图说明
[0016]
图1是本实用新型的整体结构示意图。
[0017]
图2是本实用新型中送丝机构的结构示意图。
[0018]
图3是本实用新型中送丝机构的剖切示意图。
[0019]
图4是本实用新型中平移装置的结构示意图。
[0020]
图5是本实用新型中切断机构的结构示意图。
[0021]
图6是本实用新型中切断机构的剖切示意图。
[0022]
图7是图6中a-a的剖切示意图。
[0023]
图8是本实用新型中尾料滑台的结构示意图。
[0024]
图9是本实用新型中滑架的结构示意图。
[0025]
图中所示:1-第一机架;2-第二机架;21-缓冲挡块;3-送丝机构;31-送丝架;311-滑槽;32-送丝轮;321-主动轮;322-从动轮;323-送料槽;33-上轴承座;34-升降装置;341-蜗轮蜗杆副;342-弹簧板;343-第一手轮;35-第二弹簧;36-平移装置;361-丝杆;362-卡板;363-导杆;364-连接杆;365-第二手轮;37-下轴承座;4-调直机构;5-切断机构;51-第二导轨;52-滑座;53-切断架;531-定刀;532-动刀;533-通孔;54-第三弹簧;541-限位环;55-油缸;56-定长靠山;561-靠山杆;562-靠山座;563-感应杆;564-螺杆套;565-限位套;566-感应开关;567-第四弹簧;57-弹簧杯;58-第五弹簧;59-导轨架;6-尾料滑台;61-第一导轨;62-滑架;621-导向凸台;63-上压板;64-下压板;65-夹紧缸;66-推动缸;67-阶梯槽;68-调节装置;681-调节螺杆;682-限位螺栓;683-第一弹簧;69-顶杆;7-安装板;8-滑动轴承;9-限位钉。
具体实施方式
[0026]
为比较直观、完整地理解本实用新型的技术方案,现就结合本实用新型附图进行非限制性的特征说明如下:
[0027]
如图1至图9所示,一种分体式切断调直机,包括第一机架1和第二机架2,第一机架1上依次排列安装有送丝机构3和调直机构4,第二机架2上设置有与调直机构4对应的切断机构5,第一机架1和第二机架2之间设有尾料滑台6,尾料滑台6包括第一导轨61以及滑动设置于第一导轨61上的滑架62,滑架62上设有上压板63和下压板64,上压板63和下压板64之间形成有供工件穿过的间隙,滑架62上设有夹紧缸65,夹紧缸65用于驱使上压板63和/或下压板64运动并使间隙减小,从而夹紧工件,工件被夹紧的同时,工件带动滑架62沿第一导轨61滑行,尾料滑台6还包括驱使滑架62滑行至初始位置的推动缸66。
[0028]
第一导轨61的两端分别固定有安装板7,两个安装板7通过螺钉分别固定于第一机架1、第二机架2上;优选的,第一导轨61设有两个,两个第一导轨61呈平行且间隔设置,第一导轨61均与工件运行的方向呈平行设置;滑架62的底部固定有与第一导轨61对应设置的滑动轴承8,滑动轴承8套接在第一导轨61上,保证滑架62运动的平稳性。
[0029]
滑架62上设有导向凸台621,上压板63和下压板64分别与导向凸台621滑动配合;上压板63和下压板64上分别开设有阶梯槽67,两个阶梯槽67对应设置且形成间隙。
[0030]
具体的,上压板63和下压板64的两侧分别凸设有限位钉9,限位钉9分别抵靠在导向凸台621的侧面上,保证上压板63和下压板64运动时的平稳性,且防止滑出滑架62外。
[0031]
滑架62上还设有调节装置68,调节装置68包括调节螺杆681和限位螺栓682,调节螺杆681与滑架62螺纹配合,调节螺杆681的底端穿过滑架62且与上压板63相抵配合;限位螺栓682固定于上压板63上,限位螺栓682的顶端穿过滑架62且与滑架62滑动配合,限位螺栓682与滑架62之间抵设有第一弹簧683,第一弹簧683始终有将上压板63推向调节螺杆681的趋势;优选的,限位螺栓682设有四个,每个限位螺栓682上均套设有一个第一弹簧683,四个限位螺栓682沿调节螺杆681周向均布,使受力均匀,夹持的更加牢靠。
[0032]
在实际工作中,当工件尺寸较小时,可转动调节螺杆681使上压板63向下运动,使间隙缩小;反之,工件尺寸较大时,可转动调节螺杆681使上压板63向上运动,使间隙增大,通过调整间隙大小,使夹持的工件始终保持在间隙的中心轴线上,避免工件弯曲,使受力均匀,夹持的更加牢靠;优选的,调节螺杆681上开设有调节孔,便于扳手或钢管插入,方便转动调节螺杆681,更加省力。
[0033]
具体的,滑架62呈“口”字形,夹紧缸65通过螺钉固定在滑架62内,下压板64通过螺钉固定在夹紧缸65的输出轴上。
[0034]
推动缸66固定于第二机架2上,滑架62上固定有与推动缸66的输出轴对应设置的顶杆69;优选的,推动缸66的输出轴上设有橡胶头,减少振动,使滑架62运动平稳。
[0035]
优选的,推动缸66采用气动缸,夹紧缸采用液压缸。
[0036]
具体的,在第一机架1和第二机架2上分别设有与滑架62对应设置的行程开关,行程开关分别与推动缸66和夹紧缸65电性连接;在工作时,滑架62靠近第一机架1的位置为初始位置,工件穿过阶梯槽67后,夹紧缸65工作,将工件夹紧,由于工件始终向前运动,从而带动滑架62向第二机架2的位置运动,直到滑架62抵到第二机架2上行程开关后,夹紧缸65缩回,松开工件,推动缸66工作,推动顶杆69,使滑架62向第一机架1既初始位置运动,直到滑架62抵到第一机架1上的行程开关,推动缸66缩回,夹紧缸65工件,再次将工件夹紧,由此循环往复,使工件始终保持在被夹紧的状态。
[0037]
送丝机构3包括送丝架31以及设置于送丝架31上的送丝轮32,送丝轮32至少设有两组,每组送丝轮32均包括主动轮321和从动轮322,主动轮321与从动轮322平行且间隔设置,主动轮321和从动轮322上分别开设有一一对应的送料槽323,主动轮321转动设置于送丝架31上,从动轮322的两端分别设有上轴承座33,送丝架31上开设有与上轴承座33对应设置的滑槽311,上轴承座33与滑槽311滑动配合,上轴承座33与从动轮322转动配合;送丝架31上设有用于调节从动轮322相对主动轮321垂直位置的升降装置34,升降装置34和上轴承座33之间抵设有第二弹簧35;送丝架31上还设有平移装置36,平移装置36用于调节送丝轮32相对送丝架31的水平位置。
[0038]
具体的,送料槽323并列开设有若干个,若干所述送料槽323的槽宽尺寸不一,可通过平移装置36使送丝轮32在水平方向上移动,从而改变工作的送料槽323,以适应不同尺寸的工件。
[0039]
具体的,升降装置34包括安装在送丝架31顶部的蜗轮蜗杆副341以及弹簧板342,弹簧板342的两端分别滑动设置于滑槽311内,第二弹簧35抵设于弹簧板342和上轴承座33之间,蜗轮蜗杆副341与弹簧板342相抵配合,蜗轮蜗杆副341上设有第一手轮343;通过转动
第一手轮343,使蜗轮蜗杆副341动作,驱动弹簧板342在滑槽311内上下滑动,在第二弹簧35的作用下,使的上轴承座33上下滑动,由此改变从动轮322相对主动轮321的垂直距离,调整送料槽323之间距离,更好的适应工件尺寸,夹持的更加牢靠,提高工作效率。
[0040]
第二机架2上还设有一组送丝机构3,该组送丝机构3设置于切断机构5和尾料滑台6之间。
[0041]
具体的,平移装置36包括丝杆361、卡板362以及导杆363,导杆363的两端分别固定在送丝架31上,卡板362设有两个,两个卡板362分别抵设在送丝轮32的两侧,两卡板362之间通过连接杆364连接,卡板362分别与导杆363滑动配合,卡板362与丝杆361螺纹配合,丝杆361与送丝架31转动配合,丝杆361上设有第二手轮365;通过转动第二手轮365,使得卡板362相对导杆363滑动,从而驱动中间的送丝轮32在水平方向上移动,由此改变需要的送料槽323。
[0042]
具体的,送丝架31上固定有下轴承座37,主动轮321的两端分别连接有下轴承座37,主动轮321的端部与下轴承座37转动配合,提高主动轮321在运动时的平稳性。
[0043]
切断机构5包括设置于第二机架2上的第二导轨51、与第二导轨51滑动配合的滑座52以及设置于滑座52上的切断架53,第二导轨51上套接有第三弹簧54,第三弹簧54始终有将滑座52向尾料滑台6方向推动的趋势,切断架53内设有定刀531和动刀532,定刀531和动刀532分别开设有供工件穿过的通孔533,切断架53上设有驱使动刀532相对定刀531滑动的油缸55。
[0044]
滑座52的底部固定有弹簧杯57,弹簧杯57内安装有第五弹簧58,第五弹簧58与动刀532相抵配合,当油缸55驱使动刀532向下运动,完成一次切断动作后,在第五弹簧58的弹力作用下,动刀532恢复原位,提高工作效率。
[0045]
第二导轨51两端通过导轨架59安装在第二机架2上,第二导轨51上滑动设有限位环541,限位环541通过螺钉锁紧在第二导轨51上,可松开此螺钉,滑动限位环541,调整第三弹簧54的预紧力,改变滑座52恢复原位的速率,提高工作效率。
[0046]
在第二机架2上还设有缓冲挡块21,缓冲挡块21与滑座52止挡配合,且设置在远离第三弹簧54的那一侧,缓冲挡块21上设有橡胶垫,当滑座52在第三弹簧54的作用力下恢复原位时,起到缓冲减震的效果。
[0047]
切断架53上固定有定长靠山56,定长靠山56包括靠山杆561、与靠山杆561滑动配合的靠山座562以及感应杆563,靠山座562上固定有螺杆套564,螺杆套564的前端设有限位套565,螺杆套564的后端设有感应开关566,感应杆563活动设置于螺杆套564内,感应杆563的前端穿过限位套565且外露于螺杆套564外部,感应杆563的前端与工件对应设置,感应杆563的后端与感应开关566对应设置,螺杆套564内设有第四弹簧567,第四弹簧567始终有将感应杆563的后端远离感应开关566的趋势。
[0048]
具体的,靠山座562通过螺钉锁紧在靠山杆561上,可松开此螺钉,使靠山座562相对靠山杆561滑动,改变感应杆563相对工件的距离,从而改变成品的长度。
[0049]
感应开关566与油缸55电性连接,当工件抵到感应杆563后,使感应杆563克服第四弹簧567的弹力且在螺杆套564内滑动,直至感应杆563的后端抵到感应开关566后,油缸55工作,使动刀53向下2运动,相对定刀531滑动,获得剪切力,将工件切断,成品掉落,动刀532和油缸55均复位,工件继续向前,直至再次抵到感应杆563,如此循环往复,完成高速切断工
件的工作。
[0050]
具体的,在第一机架1内设有用于驱动调直机构4以及此第一机架1上的送丝机构3工作的电机,通过皮带轮传动调直机构4,通过链轮传动对应主动轮321;在第二机架2内同样设有驱动此第二机架2上的送丝机构3工作的电机,同样的通过链轮传动对应主动轮321;第一机架1或第二机架2内还设有液压控制系统以及气动控制系统。
[0051]
本实用新型的工作原理如下:工件从第一机架1上的送丝机构3进入,通过送丝轮32的配合,使工件向前运动,工件进入调直机构4,经调直后穿过阶梯槽67,夹紧缸65工作,将工件夹紧,由于工件在送丝机构3以及调直机构4的作用力下始终有向前运动的趋势,从而带动滑架62向第二机架2的位置运动,直到滑架62抵到第二机架2上行程开关后,夹紧缸65缩回,松开工件,推动缸66工作,推动顶杆69,使滑架62向第一机架1既初始位置运动,直到滑架62抵到第一机架1上的行程开关,推动缸66缩回,夹紧缸65工件,再次将工件夹紧,由此循环往复,使工件保持向前运动的同时,始终处于被夹紧状态;工件继续向前,经过第二机架2上送丝机构3,运动至切断机构5内,工件穿过通孔533,当工件抵到感应杆563后,使感应杆563克服第四弹簧567的弹力且在螺杆套564内滑动,直至感应杆563的后端抵到感应开关566后,油缸55开始工作,使动刀532向下运动切断工件,同时,在动刀532和定刀531的配合下将工件夹紧,使得滑座52克服第三弹簧54的弹力沿第二导轨51滑动,在工件被切断掉落之后,油缸55复位,动刀532在第五弹簧58的弹力下恢复原位,滑座52在第三弹簧54的弹力下恢复原位,感应杆563在第四弹簧567的弹力下恢复原位,继续下一次的切断动作。
[0052]
以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips