
 商标分类
商标分类  商标转让
商标转让 
摩擦焊导杆组的制作方法
 2021-01-29 16:01:40|
2021-01-29 16:01:40| 253|
253| 起点商标网
起点商标网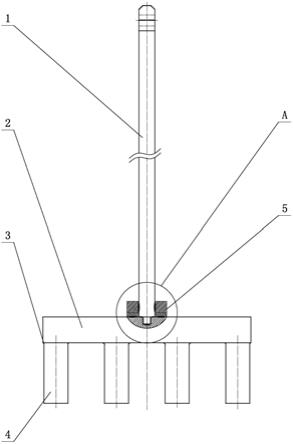
[0001]
本实用新型涉及一种摩擦焊导杆组,属于铝电解槽预焙阳极技术领域。
背景技术:
[0002]
目前通用的铝电解槽预焙阳极导电装置是由铝导杆、铝钢爆炸焊接复合片和铸钢爪采用焊接组合而成的。传统的这种阳极导电装置在我国解预焙槽上已经应用了几十年,电解铝生产实践证明,该装置虽然能基本上满足电解工艺需要,但还存在很多问题。传统的阳极导电装置焊接连接需过渡连接部件,在阳极导电装置中,铝钢复合爆炸焊片的上部铝平面部分与铝导杆的下端平面采用铝一铝环形焊缝连接,下部钢平面部分与钢横梁的上平面,采用钢一钢环形焊缝连接(如图4)。传统的这种阳极导电装置具有以下缺点:
[0003]
(1)这两种环形焊缝的断面尺寸都小于铝导杆基本断面和钢横梁基本截面积,不能实现全截面焊接,再加上焊条材质的影响,在导杆组50-60mm的导电距离内而形成一个导电瓶颈,从而使该部位的电压降高于铝导杆和横梁的平均电压降;
[0004]
(2)钢铝复合爆炸焊片一般最高使用温度只有350℃,铝/钢结合面高温强度较低,然而在电解工况条件下,有时由于电流分布不均匀和新启动电解槽时爆炸焊片区域就容易达到或超过这个危险工作温度,再加上电解工况条件下的电流冲击震荡作用等因素的影响,就可能造成钢铝复合爆炸焊片分裂和阳极脱落事故,使阳极导电(导杆组)在电解生产中的可靠性受到影响;
[0005]
(3)铝导杆的铝端与钢铝复合爆炸焊片及钢铝复合爆炸焊片钢端与钢爪的连接目前主要采用人工熔化焊,焊接工况环境恶劣,属于高温、粉尘、腐蚀环境,焊接过程需要频繁调整铝导杆、钢铝复合爆炸焊片及钢爪,工人劳动强度大,效率较低。
技术实现要素:
[0006]
本实用新型要解决的技术问题是:克服现有技术的不足,提出一种摩擦焊导杆组,该摩擦焊导杆组实现导杆组结合面的全截面的焊接,该摩擦焊导杆组接触面电阻低能够节能降耗,工作过程中高温强度可靠性高,并且此摩擦焊导杆组的焊接过程可实现自动化作业,操作简单,没有粉尘污染,降低工人的劳动强度,工作环境较安全。
[0007]
本实用新型所述的摩擦焊导杆组,包括铝导杆和钢爪,钢爪包括钢横梁和设置在钢横梁下底面的爪头杆,钢横梁顶面中部位置设有螺纹孔,铝导杆底部设有铝螺纹柱,铝螺纹柱与钢横梁顶面的螺纹孔螺纹配合拧紧,并且铝螺纹柱与钢横梁摩擦焊接一体;钢横梁顶部的铝导杆周围辅有铝钢过渡焊块,铝钢过渡焊块包括铝材部和钢材部,铝材部与铝导杆焊接固定,钢材部与钢横梁焊接固定;铝螺纹柱四周的铝导杆底面与钢横梁顶面摩擦焊接固定。
[0008]
铝导杆与钢爪经过镶接、摩擦焊接和手工焊接连接为一体。铝导杆与钢爪首先通过螺纹紧密连接,然后铝导杆与钢爪之间直接连接部分通过摩擦焊接一体,另外通过铝钢过渡焊块在外周实现钢材部与钢横梁焊接、铝材部与铝导杆焊接,焊接过程为固态焊接,不
需要填充材料,工件处于高温塑性状态,焊缝为锻造组织,焊接接头的强度大于母材的强度,焊缝接头高温强度和抗腐蚀能力增加。
[0009]
本实用新型所述的产品的铝导杆与钢爪的焊接比原带铝钢复合爆炸焊片的导杆组减少了2个焊口,焊接结构比原来的紧密,有效的降低结合面的电阻值,向供电系统吸取的无功功率就要减少,系统的电压损失也相应减少,线损率降低,电流效率增加,降低吨铝直流电耗,实现节能降耗;摩擦焊接的铝导杆与钢爪比原带钢铝复合爆炸片的导电杆组高温强度高,抗化学侵蚀能力强,延长使用周期,减少导杆组的检修频次,降低了企业检修费用;并且使用摩擦焊接设备可以实现钢爪和铝导杆的异种金属的全截面焊接一次成形,大大降低了制作成本和焊接工作量,降低工人劳动强度。
[0010]
铝钢过渡焊块焊接过程在流水线上生产,用时短,效率高,节能、节材、低耗,所需功率是传统焊接工艺的1/5~1/15,并且不需焊条、焊剂、钎料、保护气体,不需填加金属,也不需消耗电极等,环保,无污染,焊接过程不产生烟尘或有害气体,不产生飞溅,没有弧光和火花,没有放射线,并且接头成型连续、均匀、美观,焊接完成后的铝钢过渡焊块原料,可以根据具体需要加工成不同尺寸的铝钢过渡焊块。
[0011]
摩擦焊导杆组的制作过程,
[0012]
(1)铣加工钢爪的钢横梁顶面,钻制螺纹孔、攻丝;
[0013]
(2)清理螺纹孔、钢横梁端面,将铝导杆与钢爪在设备上进行镶接和摩擦焊接,使钢爪与铝导杆摩擦焊接成一体;
[0014]
(3)对步骤(2)中完成的钢爪与铝导杆焊接一体的工件进行整形和检验,符合质量标准;
[0015]
(4)对钢爪和铝导杆相应的位置进行清理,然后安装预制好的铝钢过渡焊块,用氩弧焊机分别进行铝材部与铝导杆的铝铝焊接、钢材部与钢横梁的钢钢焊接;
[0016]
(5)产品验收和打包。
[0017]
优选的,所述的螺纹孔的孔径为40mm-50mm,螺纹孔的深度为45mm-55mm。
[0018]
优选的,所述的铝钢过渡焊块的上部分为铝材部,下部分为钢材部,铝材部侧面与铝导杆焊接固定,钢材部底面与钢横梁焊接固定,铝材部高度与钢材部高度的比为1/4-2/5。铝钢过渡焊块分别与铝导杆和钢爪的焊接面积符合标准,能够保证钢爪与铝导杆之间的焊接强度,从而保证摩擦焊导杆组的质量品质。
[0019]
优选的,所述的铝钢过渡焊块的数量为1-4,铝钢过渡焊块的数量设置合理,使铝导杆和钢爪之间固定牢固。
[0020]
本实用新型与现有技术相比所具有的有益效果是:
[0021]
本实用新型结构设计合理,铝导杆与钢爪的焊接比原带铝钢复合爆炸焊片的导杆组减少了2个焊口,结构比原来的紧密,有效的降低结合面的电阻值,向供电系统吸取的无功功率就要减少,本导杆组的电压损失也相应减少,线损率降低,电流效率增加;摩擦焊接的铝导杆与钢爪比原带钢铝复合爆炸片的导电杆组高温强度高,抗化学侵蚀能力强,延长使用周期,减少检修频次,降低了检修费;并且实现钢爪和铝导杆的异种金属的全截面焊接一次成形,大大降低了制作成本和焊接工作量,降低工人劳动强度;并且本实用新型所述的摩擦焊导杆组为阳极加高提供了空间,可以降低预焙阳极的单耗,节约成本。
附图说明
[0022]
图1、摩擦焊导杆组结构示意图(主视图);
[0023]
图2、摩擦焊导杆组结构示意图(左视图);
[0024]
图3、图1中a局部放大图;
[0025]
图4、现有的传统阳极导电装置。
[0026]
图中:1、铝导杆;2、钢横梁;3、钢爪;4、爪头杆;5、铝钢过渡焊块;6、铝螺纹柱;7、钢材部;8、铝材部;9、铝钢复合爆炸焊片。
具体实施方式
[0027]
下面结合附图对本实用新型做进一步描述:
[0028]
如图1-图3,本实用新型所述的摩擦焊导杆组,包括铝导杆1和钢爪3,钢爪3包括钢横梁2和设置在钢横梁2下底面的爪头杆4,钢横梁2顶面中部位置设有螺纹孔,铝导杆1底部设有铝螺纹柱6,铝螺纹柱6与钢横梁2顶面的螺纹孔螺纹配合拧紧,并且铝螺纹柱6与钢横梁2摩擦焊接一体;钢横梁2顶部的铝导杆1周围辅有铝钢过渡焊块5,铝钢过渡焊块5包括铝材部8和钢材部7,铝材部8与铝导杆1焊接固定,钢材部7与钢横梁2焊接固定;铝螺纹柱6四周的铝导杆1底面与钢横梁2顶面摩擦焊接固定。
[0029]
本实施例中:
[0030]
螺纹孔的孔径为40mm-50mm,螺纹孔的深度为45mm-55mm;铝钢过渡焊块5的上部分为铝材部8,下部分为钢材部7,铝材部8侧面与铝导杆1焊接固定,钢材部7底面与钢横梁2焊接固定,铝材部8高度与钢材部7高度的比为1/4-2/5,铝钢过渡焊块5分别与铝导杆1和钢爪3的焊接面积符合标准,能够保证钢爪3与铝导杆1之间的焊接强度,从而保证摩擦焊导杆组的质量品质;铝钢过渡焊块5的数量为2,铝导杆1两侧各布置1块铝钢过渡焊块5,使铝导杆1和钢爪3之间固定牢固。
[0031]
铝导杆1与钢爪3经过镶接、摩擦焊接和手工焊接连接为一体。铝导杆1与钢爪3首先通过螺纹紧密连接,然后铝导杆1与钢爪3之间直接连接部分通过摩擦焊接一体,另外通过铝钢过渡焊块5在外周实现钢材部7与钢横梁2焊接、铝材部8与铝导杆1焊接,焊接过程为固态焊接,不需要填充材料,工件处于高温塑性状态,焊缝为锻造组织,焊接接头的强度大于母材的强度,焊缝接头高温强度和抗腐蚀能力增加。
[0032]
本实用新型所述的产品的铝导杆1与钢爪3的焊接比原带铝钢复合爆炸焊片9的导杆组减少了2个焊口,焊接结构比原来的紧密,有效的降低结合面的电阻值,向供电系统吸取的无功功率就要减少,系统线路的电压损失也相应减少,线损率降低,电流效率增加,降低吨铝直流电耗,实现节能降耗;摩擦焊接的铝导杆1与钢爪3比原带钢铝复合爆炸片的导电杆组高温强度高,抗化学侵蚀能力强,延长使用周期,减少导杆组的检修频次,降低了检修费;并且使用摩擦焊接设备可以实现钢爪3和铝导杆1的异种金属的全截面焊接一次成形,大大降低了制作成本和焊接工作量,降低工人劳动强度。
[0033]
铝钢过渡焊块5焊接过程在流水线上生产,用时短,效率高,节能、节材、低耗,所需功率是传统焊接工艺的1/5~1/15,并且不需焊条、焊剂、钎料、保护气体,不需填加金属,也不需消耗电极等,环保,无污染,焊接过程不产生烟尘或有害气体,不产生飞溅,没有弧光和火花,没有放射线,并且接头成型连续、均匀、美观,焊接完成后的铝钢过渡焊块原料,可以
根据具体需要加工成不同尺寸的铝钢过渡焊块5。
[0034]
摩擦焊导杆组的制作过程,
[0035]
(1)铣加工钢爪3的钢横梁2顶面,钻制螺纹孔、攻丝;
[0036]
(2)清理螺纹孔、钢横梁2端面,将铝导杆1与钢爪3在设备上进行镶接和摩擦焊接,使钢爪3与铝导杆1摩擦焊接成一体;
[0037]
(3)对步骤(2)中完成的钢爪3与铝导杆1焊接一体的工件进行整形和检验,符合质量标准;
[0038]
(4)对钢爪3和铝导杆1相应的位置进行清理,然后安装预制好的铝钢过渡焊块5,用氩弧焊机分别进行铝材部8与铝导杆1的铝铝焊接、钢材部7与钢横梁2的钢钢焊接;
[0039]
(5)产品验收和打包。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips