
 商标分类
商标分类  商标转让
商标转让 
一种多线切割机的制作方法
 2021-01-29 16:01:38|
2021-01-29 16:01:38| 230|
230| 起点商标网
起点商标网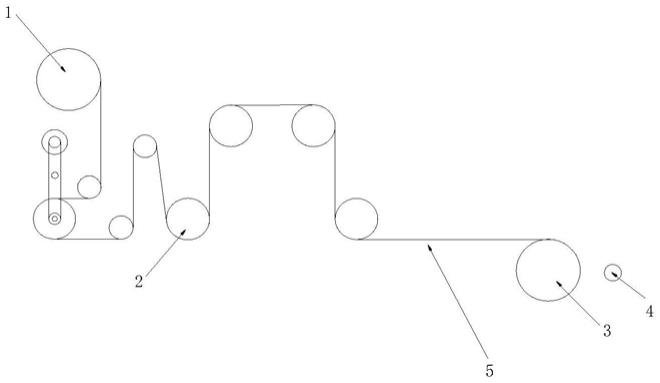
[0001]
本发明涉及一种切割领域,特别涉及一种多线切割机。
背景技术:
[0002]
现有的多线切割机布线时需要将一根很长的金属线绕在几十个滚子上,由于需要绕的滚子较多,阻力大,拉动金属线无法拖动整个滚子系统,目前采用控制系统控制收放线轮、主轴线轮同步缓慢旋转,人工将线随着线轮的旋转缓慢的绕上去,这种方法需要两人进行两个小时以上时间的布线,布线速度慢,需要人工多,影响多线切割机的综合效率,同时现有的多线切割机在高速运行中发生金属线断线时,不能及时的被发现,将会损坏设备。
技术实现要素:
[0003]
本发明解决的技术问题是提供一种缩短布线时间、提供工作效率,在金属线断线时能够及时知道,避免造成重大损失的多线切割机。
[0004]
本发明解决其技术问题所采用的技术方案是:一种多线切割机,包括机架,所述机架上从左到右依次设置有用于放金属线的放线机构、用于布线的布线机构、用于将实现切割后的金属线收卷的收卷机构和用于检测金属线是否断线的断线检测机构,还包括用于控制多线切割机的控制机构,所述放线机构、布线机构、收卷机构和断线检测机构分别与控制机构电气连接,所述放线机构用于放金属线,所述布线机构用于在线割之前布线,所述收卷机构用于将实现切割后的金属线收卷起来,所述断线检测机构用于检测金属线是否断线,当检测到金属线断线时,能够使得多线切割机停止转动同时进行报警,避免造成重大损失,所述控制机构用于控制多线切割机。
[0005]
进一步的是:所述放线机构包括放线轴和驱动放线轴转动的第一电机,所述第一电机与控制机构电气连接,所述第一电机用于带动放线轴转动从而对金属线进行放线,所述第一电机为伺服电机。
[0006]
进一步的是:所述布线机构包括第一驱动主轴、第二驱动主轴、第三驱动主轴和第四驱动主轴,所述第一驱动主轴、第二驱动主轴、第三驱动主轴和第四驱动主轴一端连接的驱动电机均设置为扭矩控制模式,所述驱动电机的扭矩与对应的驱动主轴的转动方向相同且小于对应的驱动主轴的摩擦扭矩,所述第一驱动主轴、第二驱动主轴、第三驱动主轴和第四驱动主轴在布线过程中均发生转动,转动方向与布线时金属线受力的方向相同,即拉力f拉出金属线的方向,所述驱动电机为扭矩控制模式,使得驱动主轴的摩擦力矩与驱动电机上设置的扭矩相互抵消,驱动电机的扭矩小于驱动主轴的摩擦力矩,使得在未进行布线工作时驱动主轴保持静止状态,则在布线时提供的外力f只需要克服一部分驱动主轴的摩擦力矩即可进行布线工作,使得布线过程中驱动主轴的摩擦力矩减小,从而使得布线工作中滚子系统的阻力降低,减少了布线时间,提高了多线切割机的布线速度。
[0007]
进一步的是:所述放线机构和第一驱动主轴之间设置有摆动杆线轮,所述摆动杆线轮的一侧设置有摆动杆,所述摆动杆靠近摆动杆线轮的一端在竖直平面内摆动,所述摆
动杆的另一端固定设置在机架上,所述摆动杆的另一端上设置有用于检测摆动杆摆动的角速度和角加速度的编码器,所述编码器与控制机构电气连接,所述摆动杆线轮在布线的过程中由金属线上的拉力带动摆动杆进行摆动,所述编码器用于检测摆动杆摆动的角速度和角加速度,所述编码器将检测到的摆动杆摆动的角速度和角加速度反馈给控制机构,所述控制机构接收到反馈信号后,控制第一电机,所述第一电机根据控制机构发送的控制信号发生转动,并按一定的速度控制放线轴转动,实现了放线轴自动放线,使得在布线过程中滚子系统的阻力大大降低,节约了布线时间,提高了布线速度。
[0008]
进一步的是:所述机架上设置有入线端与所述摆动杆线轮的出线端处于同一平面的第一过渡轮和出线端与所述摆动杆线轮的入线端处于同一平面的第二过渡轮,所述第一过渡轮和第二过渡轮设置在摆动杆线轮的同一侧,使得编码器测量的摆动杆摆动的角速度和角加速度较准确。
[0009]
进一步的是:所述第一过渡轮和第一驱动主轴之间设置有绕线轮组,所述绕线轮组的高度分别高于所述第一过渡轮和第一驱动主轴的高度,保证了摆动杆线轮一侧金属线拉力方向的稳定,使得降低了放线轴出错的概率,保证了布线工作稳定的进行,同时也一定程度上避免了由于金属线上拉力的变化出现金属线脱离支撑的现象。
[0010]
进一步的是:所述收卷机构包括收卷轴和设置在收卷轴一侧的用于带动收卷轴转动的第二电机,所述第二电机与控制机构电气连接,所述第二电机用于带动收卷轴转动从而对线切割后的金属线进行收卷,所述第二电机为伺服电机。
[0011]
进一步的是:所述断线检测机构包括设置在收卷轴一侧的线体,所述线体的一端设置在机架上,所述线体的另一端上连接有行程开关,所述线体的另一端设置在行程开关的拨杆上,所述线体与收卷轴平行设置,所述线体与收卷轴外表面的距离为1厘米,还包括设置在机架上的报警器,所述行程开关和报警器分别与控制机构电气连接,当有断线发生时,断掉的金属线高速运动碰到线体,线体断掉的同时,行程开关的拨杆复位,发出信号给控制机构,所述控制机构控制报警器进行报警,同时控制多线切割机停止运动,防止造成更大损失,并具有高效性和即时性。
[0012]
本发明的有益效果是:本发明中的布线机构中的驱动电机为扭矩控制模式,使得驱动主轴的摩擦力矩与驱动电机上设置的扭矩相互抵消,驱动电机的扭矩小于驱动主轴的摩擦力矩,使得在未进行布线工作时驱动主轴保持静止状态,则在布线时提供的外力f只需要克服一部分驱动主轴的摩擦力矩即可进行布线工作,使得布线过程中驱动主轴的摩擦力矩减小,从而使得布线工作中滚子系统的阻力降低,减少了布线时间,提高了多线切割机的布线速度,所述编码器用于检测摆动杆摆动的角速度和角加速度,所述放线机构根据编码器检测到的摆动杆摆动的角速度和角加速度进行放线,使得在布线过程中滚子系统的阻力大大降低,节约了布线时间,提高了布线速度,所述断线检测机构用于检测金属线是否断线,当检测到金属线断线时,能够使得多线切割机停止转动同时进行报警,避免造成重大损失,所述控制机构用于控制多线切割机。
附图说明
[0013]
图1为一种多线切割机的结构示意图;
[0014]
图2为布线机构的结构示意图;
[0015]
图3为断线检测机构的结构示意图;
[0016]
图中标记为:1、放线机构;2、布线机构;3、收卷机构;4、断线检测机构;5、金属线;201、第一驱动主轴;202、第二驱动主轴;203、第三驱动主轴;204、第四驱动主轴;205、摆动杆线轮;206、摆动杆;207、第一过渡轮;208、第二过渡轮;209、绕线轮组;210、编码器;401、线体;402、行程开关。
具体实施方式
[0017]
下面结合附图和具体实施方式对本发明进一步说明。
[0018]
如图1所示的一种多线切割机,包括机架,所述机架上从左到右依次设置有用于放金属线5的放线机构1、用于布线的布线机构2、用于将实现切割后的金属线5收卷的收卷机构3和用于检测金属线5是否断线的断线检测机构4,还包括用于控制多线切割机的控制机构,所述放线机构1、布线机构2、收卷机构3和断线检测机构4分别与控制机构电气连接,所述放线机构1用于放金属线5,所述布线机构2用于在线割之前布线,所述收卷机构3用于将实现切割后的金属线5收卷起来,所述断线检测机构4用于检测金属线5是否断线,当检测到金属线5断线时,能够使得多线切割机停止转动同时进行报警,避免造成重大损失,所述控制机构用于控制多线切割机,所述控制机构包括控制器。
[0019]
在上述基础上,所述放线机构1包括放线轴和驱动放线轴转动的第一电机,所述第一电机与控制机构电气连接,所述第一电机用于带动放线轴转动从而对金属线5进行放线,所述第一电机为伺服电机。
[0020]
在上述基础上,如图2所示,所述布线机构2包括第一驱动主轴201、第二驱动主轴202、第三驱动主轴203和第四驱动主轴204,所述第一驱动主轴201、第二驱动主轴202、第三驱动主轴203和第四驱动主轴204一端连接的驱动电机均设置为扭矩控制模式,所述驱动电机的扭矩与对应的驱动主轴的转动方向相同且小于对应的驱动主轴的摩擦扭矩,所述第一驱动主轴201、第二驱动主轴202、第三驱动主轴203和第四驱动主轴204在布线过程中均发生转动,转动方向与布线时金属线5受力的方向相同,即拉力f拉出金属线5的方向,所述驱动电机为扭矩控制模式,使得驱动主轴的摩擦力矩与驱动电机上设置的扭矩相互抵消,驱动电机的扭矩小于驱动主轴的摩擦力矩,使得在未进行布线工作时驱动主轴保持静止状态,则在布线时提供的外力f只需要克服一部分驱动主轴的摩擦力矩即可进行布线工作,使得布线过程中驱动主轴的摩擦力矩减小,从而使得布线工作中滚子系统的阻力降低,减少了布线时间,提高了多线切割机的布线速度。
[0021]
在上述基础上,所述放线机构1和第一驱动主轴201之间设置有摆动杆线轮205,所述摆动杆线轮205的一侧设置有摆动杆206,所述摆动杆206靠近摆动杆线轮205的一端在竖直平面内摆动,所述摆动杆206的另一端固定设置在机架上,所述摆动杆206的另一端上设置有用于检测摆动杆206摆动的角速度和角加速度的编码器210,所述编码器210与控制机构电气连接,所述摆动杆线轮205在布线的过程中由金属线5上的拉力带动摆动杆206进行摆动,所述编码器210用于检测摆动杆206摆动的角速度和角加速度,所述编码器210将检测到的摆动杆206摆动的角速度和角加速度反馈给控制机构,所述控制机构接收到反馈信号后,控制第一电机,所述第一电机根据控制机构发送的控制信号发生转动,并按一定的速度控制放线轴转动,实现了放线轴自动放线,使得在布线过程中滚子系统的阻力大大降低,节
约了布线时间,提高了布线速度。
[0022]
在上述基础上,所述机架上设置有入线端与所述摆动杆线轮205的出线端处于同一平面的第一过渡轮207和出线端与所述摆动杆线轮205的入线端处于同一平面的第二过渡轮208,所述第一过渡轮207和第二过渡轮208设置在摆动杆线轮205的同一侧,使得编码器210测量的摆动杆206摆动的角速度和角加速度较准确。
[0023]
在上述基础上,所述第一过渡轮207和第一驱动主轴201之间设置有绕线轮组209,所述绕线轮组209的高度分别高于所述第一过渡轮207和第一驱动主轴201的高度,保证了摆动杆线轮205一侧金属线5拉力方向的稳定,使得降低了放线轴出错的概率,保证了布线工作稳定的进行,同时也一定程度上避免了由于金属线5上拉力的变化出现金属线5脱离支撑的现象。
[0024]
在上述基础上,所述收卷机构3包括收卷轴和设置在收卷轴一侧的用于带动收卷轴转动的第二电机,所述第二电机与控制机构电气连接,所述第二电机用于带动收卷轴转动从而对线切割后的金属线5进行收卷,所述第二电机为伺服电机。
[0025]
在上述基础上,如图3所示,所述断线检测机构4包括设置在收卷轴一侧的线体401,所述线体401的一端设置在机架上,所述线体401的另一端上连接有行程开关402,所述线体401的另一端设置在行程开关402的拨杆上,所述线体401与收卷轴平行设置,所述线体401与收卷轴外表面的距离为1厘米,还包括设置在机架上的报警器,所述行程开关402和报警器分别与控制机构电气连接,当有断线发生时,断掉的金属线5高速运动碰到线体401,线体401断掉的同时,行程开关402的拨杆复位,发出信号给控制机构,所述控制机构控制报警器进行报警,同时控制多线切割机停止运动,防止造成更大损失,并具有高效性和即时性。
[0026]
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips