
 商标分类
商标分类  商标转让
商标转让 
焊炉的制作方法
 2021-01-29 16:01:02|
2021-01-29 16:01:02| 324|
324| 起点商标网
起点商标网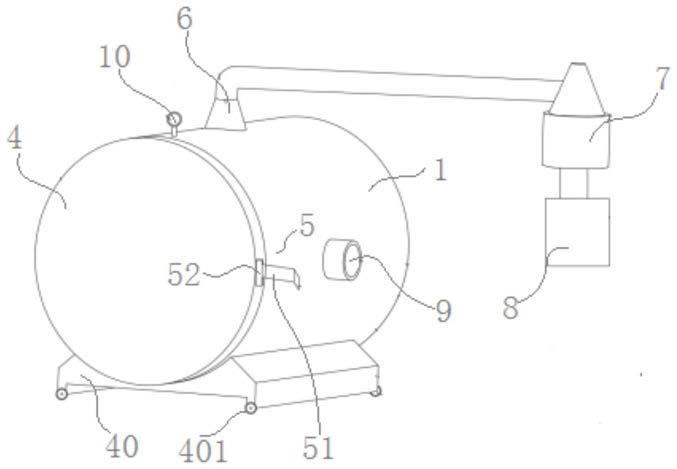
[0001]
本公开涉及焊接设备技术领域,具体地,涉及一种焊炉。
背景技术:
[0002]
钎焊是指一种加热温度在钎料和焊件熔点之间时利用液态钎料填满焊件缝隙使焊件连接的一种焊接方式,真空钎焊炉是进行钎焊的必要设备。
[0003]
为了防止焊件在钎焊过程中出现因氧化等原因而导致焊接缺陷的出现,一般采用真空钎焊炉,在真空环境下进行钎焊。真空钎焊炉除了可以钎焊,还可以进行其他的热处理。
[0004]
目前真空钎焊炉不能够对放置于其中的焊件进行均匀加热,加热效果差、且控温精度较差,导致钎焊质量较低,严重影响产品使用寿命,另外,真空钎焊炉结构笨重,移动不方便。
技术实现要素:
[0005]
本公开的目的是提供一种焊炉,该焊炉能够对放置于其中的焊件进行均匀地加热、且能够实现精确控温。
[0006]
为了实现上述目的,本公开提供一种焊炉,所述焊炉包括加热单元,所述加热单元包括筒状主体、设置在所述筒状主体内的多个加热件、以及设置在所述筒状主体内的多个测温元件,所述多个加热件沿所述筒状主体的周向均匀间隔地设置,相邻两个所述加热件之间设置有所述测温元件,所述加热件用于对放置在所述筒状主体内的焊件进行加热。
[0007]
可选地,任一所述测温元件到与其相邻的两个所述加热件之间的距离相等。
[0008]
可选地,所述焊炉还包括与多个所述测温元件相连的第一控制模块,所述第一控制模块用于根据获取到的多个所述测温元件检测到的所述筒状主体内的温度值控制所述加热件。
[0009]
可选地,所述多个加热件的数量为大于2的偶数个。
[0010]
可选地,所述加热件为加热板,所述加热板沿平行所述筒状主体的轴向延伸。
[0011]
可选地,所述加热单元还包括封盖和锁紧组件,所述筒状主体的一端形成有用于供所述焊件穿过的开口,所述封盖铰接在所述开口处以用于封堵所述开口,所述锁紧组件包括卡扣和与所述卡扣卡接配合的卡槽,所述筒状主体和所述封盖中的一者上铰接有所述卡扣,另一者上形成有所述卡槽。
[0012]
可选地,所述筒状主体为密封结构,所述焊炉还包括抽真空单元,该抽真空单元包括扩散泵、罗茨泵、机械泵以及压力调节装置,所述扩散泵的进气口与所述筒状主体的内部连通,所述扩散泵的排气口与所述罗茨泵的进气口连通,所述罗茨泵的出气口与所述机械泵的进气口连通,所述机械泵的出气口用于与外界大气连通,所述压力调节装置设置在所述筒状主体上,所述压力调节装置构造为能够选择性地使所述筒状主体的内部与所述外界大气连通。
[0013]
可选地,所述焊炉还包括压力检测装置以及第二控制模块,所述压力检测装置用于检测所述筒状主体的内部的压力值,所述第二控制模块用于根据获取到的所述压力检测装置检测到的所述压力值控制所述抽真空单元。
[0014]
可选地,所述焊炉还包括夹持组件,所述夹持组件安装在所述筒状主体的内部,且所述夹持组件包括支撑架、第一夹持板、第二夹持板以及紧固件,所述支撑架的一端与所述筒状主体连接,另一端与所述第一夹持板连接,所述第一夹持板位于所述第二夹持板与所述支撑架之间,所述第一夹持板通过所述紧固件连接所述第二夹持板,所述第一夹持板和第二夹持板用于夹持所述焊件。
[0015]
可选地,所述焊炉还包括鞍座,所述筒状主体支撑在所述鞍座上,且所述鞍座的底部设置有多个滚轮。
[0016]
在上述技术方案中,通过将多个加热件沿筒状主体的周向均匀间隔地设置,则可以对放置在该筒状主体内的焊件均匀地加热,从而保证焊件的各个部位能够均匀地受热,进而提高焊接的效果。另外,通过在相邻两个加热件之间设置测温元件可以实时的监测筒状主体内各部位的温度,进而可以通过调节加热件实现筒状主体内的精确控温。
[0017]
本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
[0018]
附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
[0019]
图1是本公开一种实施方式的焊炉的结构示意图;
[0020]
图2是本公开一种实施方式的焊炉的剖面结构示意图。
[0021]
附图标记说明
[0022]
1
ꢀꢀꢀꢀꢀꢀ
筒状主体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2
ꢀꢀꢀꢀꢀꢀꢀ
加热件
[0023]
3
ꢀꢀꢀꢀꢀꢀ
测温元件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4
ꢀꢀꢀꢀꢀꢀꢀ
封盖
[0024]
5
ꢀꢀꢀꢀꢀꢀ
锁紧组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
ꢀꢀꢀꢀꢀꢀ
卡扣
[0025]
52
ꢀꢀꢀꢀꢀ
卡槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6
ꢀꢀꢀꢀꢀꢀꢀ
扩散泵
[0026]
7
ꢀꢀꢀꢀꢀꢀ
罗茨泵
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8
ꢀꢀꢀꢀꢀꢀꢀ
机械泵
[0027]
9
ꢀꢀꢀꢀꢀꢀ
压力调节装置
ꢀꢀꢀꢀꢀ
10
ꢀꢀꢀꢀꢀꢀ
压力检测装置
[0028]
30
ꢀꢀꢀꢀꢀ
夹持组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
301
ꢀꢀꢀꢀꢀ
支撑架
[0029]
302
ꢀꢀꢀꢀ
第一夹持板
ꢀꢀꢀꢀꢀꢀꢀ
303
ꢀꢀꢀꢀꢀ
第二夹持板
[0030]
304
ꢀꢀꢀꢀ
紧固件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
ꢀꢀꢀꢀꢀꢀ
鞍座
[0031]
401
ꢀꢀꢀꢀ
滚轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
ꢀꢀꢀꢀꢀꢀ
隔热件
具体实施方式
[0032]
以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
[0033]
在本公开中,在未作相反说明的情况下,使用的方位词如“内、外”指的是具体结构轮廓的内和外,所使用的术语如“第一、第二”仅是为了区分一个要素和另外一个要素,并不具有顺序性和重要性。
[0034]
如图1至图2所示,本公开提供一种焊炉,该焊炉包括加热单元,加热单元包括筒状主体1、设置在筒状主体1内的多个加热件2、以及设置在筒状主体1内的多个测温元件3,多个加热件2沿筒状主体1的周向均匀间隔地设置,相邻两个加热件2之间设置有测温元件3,加热件2用于对放置在筒状主体1内的焊件进行加热。
[0035]
在上述技术方案中,通过将多个加热件2沿筒状主体1的周向均匀间隔地设置,则可以对放置在该筒状主体1内的焊件均匀地加热,从而保证焊件的各个部位能够均匀地受热,进而提高焊接的效果。另外,通过在相邻两个加热件2之间设置测温元件3可以实时的监测筒状主体1内各部位的温度,进而可以通过调节加热件2实现筒状主体2内的精确控温。
[0036]
在一种实施方式中,如图2所示,任一测温元件3到与其相邻的两个加热件2之间的距离相等,由上述可知的是,多个加热件2沿筒状主体1的周向均匀间隔布置,若将任一测温元件3设置在两个加热件2的中间位置,则可以换言之,多个测温元件3也是沿着筒状主体1的周向均匀间隔设置的,进而可以更加准确地检测该筒状主体1内周向各部位的温度,位置布置合理的同时还能提高温度检测的精度。
[0037]
本公开并不对测温元件3的布置位置进行限定,在另外一种实施方式中,测温元件3也可以直接设置在加热件2上,同样可以对筒状主体1内周向各部位的温度进行检测。
[0038]
具体地,焊炉还可以包括与多个测温元件3相连的第一控制模块,第一控制模块用于根据获取到的多个测温元件3检测到的筒状主体1内的温度值控制加热件2。从而温度控制的自动化程度,无需人手动进行调节,且控制精度高。具体进行控制可以有以下两种控制方式:
[0039]
第一、例如,在基于上述任一测温元件3设置在相邻两个加热件2之间且与该两个加热件2之间的距离相等的方案的基础上,理论上当每个加热件2释放等量的热量时,每个测温元件3的温度应当显示同样的温度值;当测温元件3显示的温度低于预设温度并将该温度信息反馈至第一控制模块,该第一控制模块可以同时控制多个加热件2提高加热温度,进而达到所需的温度要求。
[0040]
第二、例如,在基于上述任一测温元件3设置相邻两个加热件2之间的方案的基础上,某一测温元件3将检测到的温度信息反馈至第一控制模块,第一控制模块可以对与该测温元件3相邻的其中一个或者两个加热件2进行调节,从而达到控温的目的,此种控制方案也可以实现对精准控温的目的。
[0041]
第三、基于上述测温元件3直接设置在加热件2方案的基础上,每一个测温元件3与加热件2一一对应,每个测温元件3将温度信息反馈至第一控制模块以后,第一控制模块可以对应地调节加热件2的温度,从而实现精准控温的目的。
[0042]
上述的第一控制模块可以构造为plc控制器或者单片机等,本公开不对第一控制模块的具体类型作限定。
[0043]
可选地,多个加热件2的数量为大于2的偶数个,首先在具体焊接生产的过程中,多数的焊件都存在对称性,因此加热件2设置为偶数个可以更好地实现对称式的加热,其次,将加热件2设置为大于2的个数是考虑到一般焊件的尺寸都较大,而加热件2一般尺寸较小,设置为2个以上的偶数个可以更好地实现加热的效果。
[0044]
如图2所示,在一种实施方式中,加热件2可以构造为加热板,加热板可以沿平行筒状主体1的轴向延伸,该构造为加热板的加热件可以在轴向上延伸一定的长度以满足尺寸
较长的焊件的加热需求。在具体进行安装时,该加热板可以采用螺栓连接等方式可拆卸地固定在筒状主体1的内壁上;也可以通过支架(未图示)设置在筒状主体1内,本公开对此不作限定。
[0045]
如图1所示,加热单元还可以包括封盖4和锁紧组件5,筒状主体1的一端形成有用于供焊件穿过的开口,封盖4铰接在开口处以用于封堵开口,锁紧组件5包括卡扣51和与卡扣51卡接配合的卡槽52,筒状主体1和封盖4中的一者上铰接有卡扣51,另一者上形成有卡槽52。首先,设置该封盖4是为了保证焊件在一密闭的空间进行加热,避免外部环境对其造成干扰。具体使用时,一般是将焊件通过该封盖4处的开口放置于筒状主体1内,进而关闭该封盖4通过筒状主体1内的加热件2对焊接进行加热,从而实现焊接的目的。但是本公开并不对锁紧组件5的具体类型作限定,在其他的实施方式中,该锁紧组件5也可以构造为螺栓螺母组件等连接件等。另外,本公开也并不对该封盖4与筒状主体1之间的连接关系作限定,除了上述采用铰接的方式,该筒状主体1上可以设置有滑轨(未图示),封盖4可滑动地设置在该滑轨上以暴露和封堵该开口。
[0046]
另外,如图1所示,筒状主体1可以为密封结构,焊炉还可以包括抽真空单元,该抽真空单元包括扩散泵6、罗茨泵7、机械泵8以及压力调节装置9,扩散泵6的进气口与筒状主体1的内部连通,扩散泵6的排气口与罗茨泵7的进气口连通,罗茨泵7的出气口与机械泵8的进气口连通,机械泵8的出气口用于与外界大气连通,压力调节装置9设置在筒状主体1上,压力调节装置9构造为能够选择性地使筒状主体1的内部与外界大气连通。首先,通过在该抽真空单元内设置罗茨泵7能够更好地实现对筒状主体1进行抽真空,抽真空效果更佳。其次,设置压力调节装置9是为了在当焊件焊接完成以后,通过该压力调节装置9使筒状主体1与外界大气相通,减小压差,从而更加容易地开启封盖4。该压力调节装置9可以构造为压力阀,但是本公开并不对其具体类型作限定,也可以是其他符合要求的压力调节装置。
[0047]
如图1所示,在焊炉设置有抽真空单元方案的基础上,焊炉还可以包括压力检测装置10以及第二控制模块,压力检测装置10用于检测筒状主体1的内部的压力值,第二控制模块用于根据获取到的压力检测装置10检测到的压力值控制抽真空单元。自动化程度高,无需人手动进行调节。可选地,该压力检测装置10可以构造为压力真空表,第二控制模块可以构造为plc控制器或者单片机,plc控制器或者单片机根据压力真空表反馈的压力信息控制抽真空单元进行抽真空,但是本公开并不对压力检测装置10以及第二控制模块的具体结构类型作限定。另外,前文中提到有用于控制加热件2的第一控制模块,在一种实施方式中,该第一控制模块和第二控制模块为同一控制模块。
[0048]
如图2所示,焊炉还可以包括夹持组件30,夹持组件30安装在筒状主体1的内部,且夹持组件30可以包括支撑架301、第一夹持板302、第二夹持板303以及紧固件304,支撑架301的一端与筒状主体1连接,另一端与第一夹持板302连接,第一夹持板302位于第二夹持板303与支撑架301之间,第一夹持板302通过紧固件304连接第二夹持板303,第一夹持板302和第二夹持板303用于夹持焊件。从而实现对焊件的紧固作用,防止在加热的过程中出现晃动的情况。另外,为了保证处在该第一夹持板302和第二夹持板303之间的焊件能够均匀地受热,该第一夹持板302与第二夹持板303之间中心位置与筒状主体1的中心位置相重合。该夹持组件30可以构造为任意的结构和形状,能够实现对焊件夹持的目的即可,本公开对此不作限定,上述的紧固件304可以构造为长螺栓组件,但是本公开并不对紧固件304的
具体类型作限定,也可以选用其他满足连接要求的紧固件。
[0049]
如图1和图2所示,焊炉还可以包括鞍座40,筒状主体1支撑在鞍座40上,且鞍座40的底部设置有多个滚轮401,通过设置该鞍座40可以方便地移动该焊炉,以在不同的工作场地作业。
[0050]
如图2所示,该焊炉还可以包括隔热件50,隔热件50沿筒状主体1的周向包覆于其外壁上,从而对筒状主体1的内部进行保温隔热,避免内部热量的散热,提高热量的利用率。该隔热件50可以构造为石棉、岩棉等,本公开不对隔热件50的具体类型作限定,能够满足良好的隔热保温效果即可。
[0051]
以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
[0052]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
[0053]
此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 钎焊

 热门咨询
热门咨询




tips