
 商标分类
商标分类  商标转让
商标转让 
大口径双相不锈钢对接保护焊装置的制作方法
 2021-01-29 16:01:48|
2021-01-29 16:01:48| 274|
274| 起点商标网
起点商标网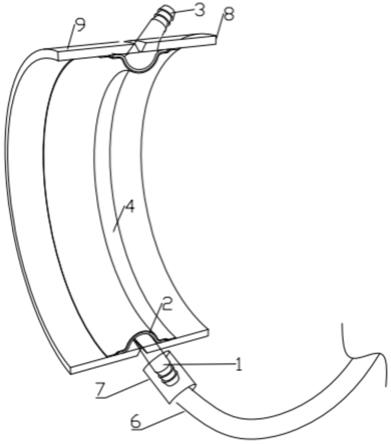
[0001]
本发明涉及焊接技术领域,具体涉及一种大口径双相不锈钢对接保护焊装置。
背景技术:
[0002]
imo mep c70(国际海事组织海洋环境保护委员会第70次会议,2016年10月)决定进一步减少全球硫排放限额至0.5%,全球范围内燃油硫含量从3.5%直降到0.5%,并于2020年1月1日生效,要求2020年3月1日起没有达到排放标准的船舶将被限制运营。
[0003]
由于低硫原油油源稀缺且产能有限、价格高昂,令众多船舶运营商望而却步,采用液化天然气动力船需要占用较大船体空间存储,且造价高昂,使得很多船舶倾向于采用符合排放要求、造价低、安装便捷、投资回报周期较短的船舶尾气处理装置(洗涤塔)来应对越来越严格的环保排放要求。
[0004]
洗涤塔普遍采用大口径的双相不锈钢钢管道(圆形或方形)结构为主制造,具有耐高温、耐腐蚀、高寿命的特点,洗涤塔的制造过程涉及大量的不锈钢大口径管道对接的全熔透焊接,因此对管子对接焊接的一次性合格和内在质量要求相当高,不允许有任何焊接缺陷存在。
[0005]
全熔透氩弧焊广泛应用于管道焊接。为防止焊缝金属在高温时发生氧化反应,必须在管道内部充氩气进行保护。单面焊双面成型技术是在坡口背面没有任何辅助措施的条件下,在坡口的正面进行焊接,焊后保证坡口的正、反面都能得到均匀整齐、成形良好,符合质量要求的焊缝的焊接操作方法。由于洗涤塔焊缝要求高,用传统的清根双面焊管道对接、焊接方法无法满足焊缝的设计使用要求,且由于近年来人工成本的不断上涨,一次性单面焊、双面成型的氩弧焊焊接是最经济的一种选择。
技术实现要素:
[0006]
本发明的目的是提供一种大口径双相不锈钢对接保护焊装置,该工艺能够用于洗涤塔管道对接,并且提高了焊缝一次合格率和焊缝质量。
[0007]
为了达到上述目的,本发明提供了一种大口径双相不锈钢对接保护焊装置,所述的装置用于对背面焊缝进行保护,所述的背面焊缝通过对待焊接板材的正面进行焊接并采用单面焊双面成型技术形成;所述的装置包含:用于包覆在背面焊缝外侧的充气槽组件、与所述充气槽组件的第一端连接的惰性气体输入部、与所述充气槽组件的第二端连接的惰性气体流出部、以及用于将所述的充气槽组件粘接于待焊接板材背面的粘贴部;其中,所述的充气槽组件由若干个首尾相接的充气短槽组成,所述的充气槽组件与待焊接板材的背面形状相适配;所述的充气槽组件的内部与待焊接板材背面形成惰性气体流经的空间;惰性气体经所述的惰性气体输入部被输入至所述充气槽组件的内部,并经所述的惰性气体流出部流出。
[0008]
可选的,所述的待焊接板材为待对接的管道或平板。
[0009]
可选的,所述的管道用于建造洗涤塔。
[0010]
可选的,所述的管道的直径大于1米。
[0011]
可选的,所述的充气短槽为陶瓷充气槽。
[0012]
可选的,所述的充气短槽呈两侧带直沿的半圆形。
[0013]
可选的,所述的惰性气体输入部包含:快接接头,以及分别连接所述快接接头和气源装置的充气皮管。
[0014]
可选的,所述的气源装置为输氩气装置。
[0015]
可选的,所述的粘贴部为耐高温锡箔胶带。
[0016]
相对于现有技术,本发明的有益效果是:
[0017]
(1)本发明的装置不仅适用于口径大于1米的管子对接,也适用于板对接。
[0018]
(2)本发明的装置采用耐热材质,直接接触于热影响区。
[0019]
(3)充气槽组件由若干个首尾相接的充气短槽组成,通过采用不同数量的充气短槽,可以调整充气槽组件的长度。
[0020]
(4)本发明的装置设有进气口,避免焊接过程氩气流失造成背面焊缝成型过程保护效果减弱的问题,设出气口,避免了常规密封装置将氩气密封,密封空间内形成的压力容易过大的问题,使得焊丝熔敷金属液态时更容易流向背面成型,提高了焊接的可靠性以及焊缝的力学性能。
[0021]
(5)本发明的装置使用方法步骤简单,经济实用,采用常用的工具制作,成本低、实现效果好,能适应不同直径管道,具有很好的推广应用价值,提高了洗涤塔管道焊缝一次合格率和焊缝质量。
附图说明
[0022]
图1为本发明的保护焊装置用于管道对接时的立体示意图。
[0023]
图2为图1中保护焊装置用于管道对接时的俯视图。
[0024]
图3为图1中保护焊装置用于管道对接时的侧视图。
[0025]
图4为由尺寸一致的充气短槽组成的充气槽组件的结构示意图。
[0026]
图5为洗涤塔的结构示意图。
具体实施方式
[0027]
以下结合附图和实施例对本发明的技术方案做进一步的说明。
[0028]
采用全熔透氩弧焊技术对管道进行对接时,通常会在管道对接区域的内侧(管道背面)放置管道对接氩气保护焊接装置,使惰性气体储存在待焊焊缝管道对接区域所形成的密闭空间内。焊接过程中向该密闭空间内通入惰性的氩气,以防止焊缝处的金属在高温时发生氧化反应。本发明的大口径双相不锈钢对接保护焊装置对背面焊缝进行保护,背面焊缝通过对待焊接板材的正面进行焊接并采用单面焊双面成型技术形成。本发明的装置可用于平板或口径大于1米的管道的对接,可满足洗涤塔管道对接的高要求。
[0029]
如图1所以,为本发明的保护焊装置用于管道对接时的立体示意图。图2为图1中保护焊装置用于管道对接时的俯视图。图3为图1中保护焊装置用于管道对接时的侧视图。如图1至图3所示,本发明的装置包含:用于包覆在背面焊缝外侧的充气槽组件2、与所述充气槽组件2的第一端连接的惰性气体输入部1、与所述充气槽组件2的第二端连接的惰性气体
流出部3、以及用于将充气槽组件2粘接于待焊接板材背面的粘贴部4;其中,充气槽组件2由若干个首尾相接的充气短槽21组成(请参阅图4),充气槽组件2与待焊接板材的背面形状相适配;充气槽组件2的内部与待焊接板材背面形成惰性气体流经的空间;惰性气体经惰性气体输入部1被输入至充气槽组件2的内部,并经惰性气体流出部3流出。
[0030]
单面焊双面成型操作技术是在正面进行焊接,焊后保证正反两面都能得到双面成型焊缝的一种操作方法。焊接时,如果采用密封装置将氩气密封,密封空间内形成的压力容易过大,使得正面焊接后,焊丝熔敷金属液态时不容易流向背面成型。本发明的装置通过设置惰性气体输入部1,使得惰性气体可以源源不断通入待焊焊缝管道对接区域形成的空间内,确保焊缝处的金属在高温时不会发生氧化反应。本发明还通过设置惰性气体流出部3,使得惰性气体能够部分流出,避免了待焊焊缝管道对接区域形成的空间内压力过大的问题,使得焊丝熔敷金属液态时更容易流向背面成型,很好的解决了管子对接单面焊、双面成型的技术难题。
[0031]
一些实施例中,惰性气体输入部1和惰性气体流出部3的结构基本相同,不同之处在于惰性气体输入部1设有连接充气皮管6的快接接头7,充气皮管6与气源装置连接,可以快速方便安装以通入惰性气体。惰性气体输入部1与充气槽组件2的第一端之间的间隙可以通过胶带密封。惰性气体流出部3仅提供惰性气体流出的开口即可,不需连接其他设备。
[0032]
一些实施例中,充气槽组件2为陶瓷充气槽,能够耐受高温。图4的实施例中,充气槽组件2为若干尺寸一致的充气短槽21组成,采用不同数量的充气短槽21进行组合,可以调整充气槽组件2的长度。充气短槽21可以设置为两侧带直沿半圆帽形,以和管道内壁贴合。充气短槽21的半圆直径可根据焊缝宽度不同进行设计,可通过调整半圆直径大小,用于不同宽度待焊焊缝区域的各类管路对接。
[0033]
一些实施例中,粘贴部4为耐高温锡箔胶带。因焊接过程产生大量热量,充气槽的材料选择陶瓷是充分利用其具有耐高温的特点,锡箔纸同样具有耐高温特性,并且耐高温锡箔纸还具有密封性,可以贴合在充气槽组件2外部,能够阻挡气体流出,达到焊接过程中密闭不透气的目标。
[0034]
实施例1
[0035]
采用本发明的装置对船舶尾气处理装置(洗涤塔)的大口径双相不锈钢钢管道进行焊接。
[0036]
请参阅图1至图3,当大口径管子需要对接时,将管8和管9装配好,留出待焊接区域,沿待焊接区域方向将充气短槽21和耐高温锡箔胶带贴上。
[0037]
将惰性气体输入部1和惰性气体流出部3安装在充气槽组件2的两端,利用锡箔胶带固定住进出气口,并保证密封胶合,从而达到焊接过程中充入氩气密闭不漏气的目的。
[0038]
惰性气体输入部1包含快接接头7和充气皮管6。充气皮管6两端分别连接快接接头7和提供氩气的气源装置。
[0039]
再在待焊区域5的外侧(管道正面),将美纹胶带10贴在管道8和9上,以方便焊接时逐段撕开,既留出焊接操作空间,又确保氩气不过快泄露,从而达到保护焊接过程焊缝背面惰性气体保护的效果。
[0040]
当焊接完成后,因管道口径较大,人可以自由进出,利用压缩空气皮带将管道内残余氩气吹出干净,由人工进入管道将该保护装置拆除。
[0041]
实施例2
[0042]
实施例2对用于建造洗涤塔的管道进行焊接。洗涤塔的结构示意图如图5所示。
[0043]
选择在总长10米管道,管道直径2.5米,主管最大直线度控制在-3.5~+4mm范围内的管道进行焊接。
[0044]
(1)用工装把两段对接管装配固定,保证管壁错位在合格区间内,然后安装本发明的装置,保证一头进气一头出气,所用气体为99.99%纯氩,出气口应保持常开状态,保持氩气流速,以在管道待焊区域5和保护焊装置之间形成相对稳定的气压;
[0045]
(2)气体流量为>25l/min,焊丝熔敷金属液态时流向行程背面成型,由于氩气为惰性气体,可以保护焊缝成型不被氧化,且没有气孔等缺陷;
[0046]
(3)焊缝外侧一圈需要用美纹胶带10包住(可参阅图3),主要原因是防止漏气,焊一段揭开胶带一段,直到完成整圈焊接。
[0047]
(4)当焊接完成后,因管道口径较大,人可以自由进出,利用压缩空气皮带将管道内残余氩气吹出干净,由人工进入管道将该保护装置拆除。
[0048]
钢管对接焊缝拍片合格率达到98.6%。本实施例从洗涤塔制作开始至结束,风险控制目标完全得到实现。得到了船东广泛的认可和好评。
[0049]
本发明的大口径双相不锈钢对接保护焊装置可用于洗涤塔及所有大口径(直径大于1米,能方便人员进出的空间)管道对接使用。
[0050]
综上所述,本发明经济实用,操作便捷方便,很好的解决了管子对接单面焊、双面成型的技术难题。
[0051]
尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips