
 商标分类
商标分类  商标转让
商标转让 
一种人工手动冷弯曲圆钢的简易装置的制作方法
 2021-01-29 16:01:33|
2021-01-29 16:01:33| 281|
281| 起点商标网
起点商标网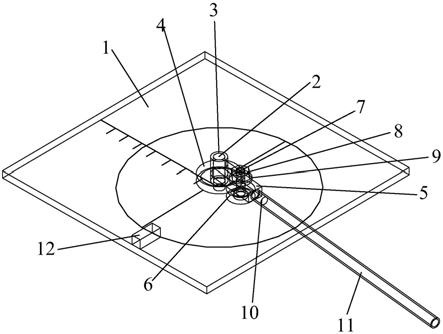
[0001]
本发明涉及管路安装技术领域,更具体地说,涉及一种人工手动冷弯曲圆钢的简易装置。
背景技术:
[0002]
圆钢弯曲结构在船舶、钢结构制造业应用广泛。如栏杆、钩头、眼环等产品上都有弯曲结构。由于弯曲的形状与大小各异、折角大小不同,一般的设备不能满足制作弯曲的要求。
[0003]
由于舶、钢结构制造业上弯曲圆钢使用的数量较多,采用传统方法制造弯曲圆钢需先进行加热后再进行弯曲,这种原始的单件加工既在效率上制约了生产速度,又在产品质量上产生不稳定。需要设计最简洁、经济的制作装置和快速成型方法,快速、有效的进行圆钢的弯曲和折角制作,从而满足质量要求的能力。
技术实现要素:
[0004]
本发明为了解决上述问题,提出一种人工手动冷弯曲圆钢的简易装置,能够使φ30以下的圆钢采用冷弯加工,减少工人烤火加热工序,降低劳动定额消耗,提高生产速度。
[0005]
为了达到上述目的,本发明提供一种人工手动冷弯曲圆钢的简易装置,包括水平设置的固定平台,所述固定平台的中心位置处设有竖直的中心轴,所述固定平台的边侧固连有止动块。
[0006]
所述中心轴的外部转动连接套管,所述套管的外圆周下部固连转动圆盘,所述套管的外圆周上部与水平设置的连接板的一端连接。
[0007]
所述连接板上设置竖直贯穿的通孔,固定轴销穿过所述通孔,所述固定轴销的下端转动连接有挤压圆盘;所述固定轴销的顶端通过锁紧螺母固定;所述连接板的另一端通过转动杆加强销连接转动杆。
[0008]
所述转动圆盘和所述挤压圆盘均为外缘为凹槽状的槽轮,所述转动圆盘和所述挤压圆盘紧靠设置,待弯曲的圆钢夹设在所述转动圆盘的凹槽和所述挤压圆盘的凹槽之间。
[0009]
上述人工手动冷弯曲圆钢的简易装置,优选方式下,锁紧螺母与所述连接板之间设置垫片。
[0010]
上述人工手动冷弯曲圆钢的简易装置,优选方式下,所述固定平台上设有圆弧角度控制刻度。
[0011]
上述人工手动冷弯曲圆钢的简易装置,优选方式下,所述固定平台上设有长度控制刻度。
[0012]
本发明的优点在于,通过本发明装置可使φ30以下的圆钢采用冷弯加工,减少工人烤火加热工序,降低劳动定额消耗;本发明设计简洁、加工成本小,能够快速、有效的进行圆钢的弯曲和折角制作,使得弯曲的圆钢满足质量要求。
附图说明
[0013]
图1是本发明的整体结构示意图;
[0014]
图2是本发明的侧视图;
[0015]
图3是本发明中固定平台的俯视图;
[0016]
图4是本发明使用状态下的示意图;
[0017]
图5是本发明中挤压圆盘的侧视图;
[0018]
图6是本发明中挤压圆盘的立体结构示意图;
[0019]
图7是本发明中转动圆盘的立体结构示意图;
[0020]
图8是本发明在使用状态下的模拟图。
[0021]
图中,1、固定平台,2、中心轴,3、套管,4、转动圆盘,5、连接板,6、挤压圆盘,7、固定轴销,8、锁紧螺母,9、垫片,10、转动杆加强销,11、转动杆,12、止动块,13、圆弧角度控制刻度,14、长度控制刻度,15、待弯曲的圆钢。
具体实施方式
[0022]
如图1、图4所示,本发明是一种人工手动冷弯曲圆钢的简易装置,包括水平设置的固定平台1,所述固定平台1的中心位置处设有竖直的中心轴2,所述固定平台1的边侧固连有止动块12。
[0023]
如图1-图8所示,所述中心轴2的外部转动连接套管3,所述套管3的外圆周下部固连转动圆盘4,所述套管3的外圆周上部与水平设置的连接板5的一端连接。
[0024]
所述连接板5上设置竖直贯穿的通孔,固定轴销7穿过所述通孔,所述固定轴销7的下端转动连接有挤压圆盘6;所述固定轴销7的顶端通过锁紧螺母8 固定;所述连接板5的另一端通过转动杆加强销10连接转动杆11。
[0025]
所述转动圆盘4和所述挤压圆盘6均为外缘为凹槽状的槽轮,所述转动圆盘4和所述挤压圆盘6紧靠设置,待弯曲的圆钢15夹设在所述转动圆盘4的凹槽和所述挤压圆盘6的凹槽之间。
[0026]
进一步改进下,所述锁紧螺母8与所述连接板5之间设置垫片9。
[0027]
更进一步的改进下,所述固定平台1上设有圆弧角度控制刻度13;所述固定平台1上设有长度控制刻度14。
[0028]
本发明的制作过程如下,首先搭建一个固定平台1,在固定平台1上设置中心轴2,并在中心轴2上安装能够转动的套管3,方便控制转动杆11的转动。在套管3的下端安装转动圆盘4,转动圆盘4控制转动圆弧大小。在中心轴2上转动连接的套管3上连接转动装置,转动装置分为连接板5和转动杆11,在连接板5上设置一个贯穿孔,用来加装固定挤压圆盘6,
[0029]
挤压圆盘6采用固定销轴7连接,挤压圆盘6用来控制待弯曲的圆钢15围绕转动圆盘4的弯曲形状。在固定平台1上刻有圆弧角度控制刻度13和长度控制刻度14,圆弧角度控制刻度13用来控制圆钢的转动角度,和长度控制刻度 14用来控制待弯曲的圆钢15起弯点,防止弯曲或折角超差。
[0030]
如图4、图8所示,在固定平台1上设置有止动块12,用来控制弯曲中的圆钢的止挡作用,防止圆钢工作中的跑位。
[0031]
本发明能够快速、有效的进行圆钢弯曲的制作,可检验、证明弯曲的圆钢尺寸和角
度是否达到图纸技术的要求。满足圆钢弯曲的质量要求,大大降低了制作成本,而且能够有效降低制作过程中的操作复杂程度,提高了产品制作的效率。
[0032]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 圆钢

 热门咨询
热门咨询




tips