
 商标分类
商标分类  商标转让
商标转让 
一种六重式平行辊矫直机辊系的制作方法
 2021-01-29 16:01:59|
2021-01-29 16:01:59| 94|
94| 起点商标网
起点商标网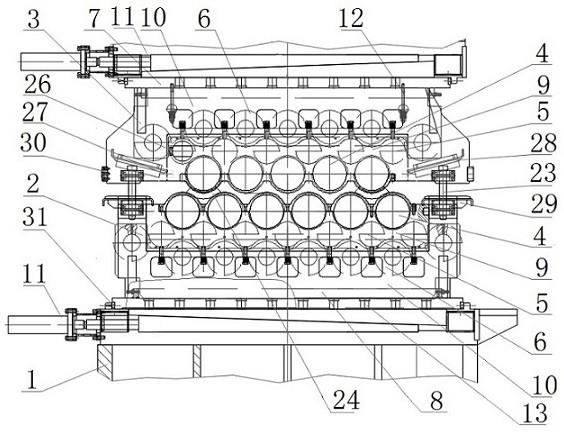
一种六重式平行辊矫直机辊系
[0001]
(一)技术领域本发明涉及一种六重式平行辊矫直机的局部构件,特别涉及一种六重式平行辊矫直机辊系。
[0002]
(二)
背景技术:
轻合金板材密度低,重量轻,表面光亮度高,材料应用广泛。轻合金板淬火板的板材原始板型较差,经淬火后的板材局部不平度较大,具有明显的瓢曲缺陷和荷叶边缺陷,采用传统结构的辊系难以矫平,需要一套能将工作辊挠度曲线进行调节的辊系才能进行矫平工作。
[0003]
(三)
技术实现要素:
本发明为了弥补现有技术的不足,提供了一种延长辊系使用寿命、提高板面加工质量、满足具有明显瓢曲缺陷和荷叶边缺陷板材矫板需求的六重式平行辊矫直机辊系。
[0004]
本发明是通过如下技术方案实现的:一种六重式平行辊矫直机辊系,包括主机底座,主机底座上安装有下辊盒,下辊盒上方设有上辊盒,上辊盒和下辊盒上分别安装有工作辊、中间辊和支承辊,其特征是:所述上辊盒包括上底座,下辊盒包括置于主机底座上方的下底座,工作辊安装于工作辊座上,支承辊安装于支承辊座上,上辊盒的支承辊座上方以及下辊盒的支承辊座下方分别安装有支承辊调节装置,支承辊调节装置通过支撑销与支承辊座相连接。
[0005]
所述支承辊调节装置包括依次置于支撑销下方的上斜铁块和下斜铁块,上斜铁块和下斜铁块安装于主机底座的凹槽内,上斜铁块在凹槽内能且只能上下移动,下斜铁块底面与凹槽底面时刻接触且下斜铁块能够沿凹槽长度方向水平移动。
[0006]
所述下斜铁块侧面连接伺服油缸,伺服油缸的活塞杆通过连杆与下斜铁块侧面连接,伺服油缸安装于油缸座上,油缸座安装于主机底座上,上斜铁块两侧分别设置有第一导向座和第二导向座,第一导向座与油缸座相连接,第二导向座与挡板相连接,挡板安装于主机底座上。
[0007]
所述上底座与支承辊座之间设有重力平衡装置,重力平衡装置包括安装于上底座的螺杆,螺杆穿过安装于支承辊座上的销轴,销轴底部设有套于螺杆上的蝶形弹簧,螺杆底部安装有螺母。
[0008]
所述上底座和下底座两侧面之间分别安装定位销轴。
[0009]
所述上辊盒和下辊盒之间设有定位圆环,定位圆环的两个圆弧面分别与工作辊相切。
[0010]
所述中间辊两侧分别设有定位长条,定位长条左右两侧分别设有定位挡块。
[0011]
所述工作辊座侧面设有定位块,定位块能够绕上底座或下底座转动。
[0012]
所述上辊盒两侧的工作辊外侧分别设有板料导向块。
[0013]
所述下辊盒两侧的工作辊外侧分别布设有托板。
[0014]
所述上底座两侧分别安装有圆弧块。
[0015]
所述下辊盒与主机底座之间设有下辊盒锁紧装置,下辊盒锁紧装置包括锁紧油
缸,锁紧油缸安装于锁紧座上,锁紧油缸前端连接锁紧块,锁紧块通过与安装于下底座的压块配合将下辊盒锁紧于主机底座上。
[0016]
所述中间辊两端安装于调心球轴承内,调心球轴承安装于中间辊座上,调心球轴承外侧紧贴设有压盖,压盖通过卡于中间辊座孔内的弹性挡圈定位,中间辊上设置有螺旋槽。
[0017]
本发明的有益效果是:此辊系的设计能够实现对工作辊的凸度进行调节,从而便于对具有瓢曲缺陷和荷叶边缺陷的板材进行矫平;通过独立的支承辊调节装置,实现了多套辊系共用一套凸度调节装置的目的。
[0018]
(四)附图说明下面结合附图对本发明作进一步的说明。
[0019]
附图1为本发明的主视结构示意图;附图2为本发明的侧视结构示意图;附图3为本发明的上底座主视结构示意图;附图4为本发明的上底座侧视结构示意图;附图5为本发明的工作辊座主视结构示意图;附图6为本发明的工作辊座侧视结构示意图;附图7为本发明的下辊凸度调节装置结构示意图;附图8为本发明的下辊盒锁紧装置结构示意图;附图9为本发明的工作辊输入端主视结构示意图;附图10为本发明的工作辊输入端侧视结构示意图;附图11为本发明的支撑销安装结构示意图;附图12为本发明的重力平衡装置结构示意图;附图13为本发明的中间辊与中间辊座配合结构示意图;附图14为本发明的安全柔性装置结构示意图;图中,1主机底座,2下辊盒,3上辊盒,4 工作辊,5中间辊,6支承辊,7上底座,8下底座,9工作辊座,10支承辊座,11支承辊调节装置,12重力平衡装置,13支撑销,14上斜铁块,15下斜铁块,16凹槽,17伺服油缸,18连杆,19油缸座,20第一导向座,21第二导向座,22挡板,23定位销轴,24定位圆环,25定位长条,26定位挡块,27定位块,28板料导向块,29托板,30圆弧块,31下辊盒锁紧装置,32锁紧油缸,33锁紧座,34锁紧块,35压块,36螺杆,37销轴,38蝶形弹簧,39螺母,40调心球轴承,41中间辊座,42压盖,43弹性挡圈,44螺旋槽,45螺钉,46蝶形弹簧。
[0020]
(五)具体实施方式附图为本发明的一种具体实施例。该实施例包括主机底座1,主机底座1上安装有下辊盒2,下辊盒2上方设有上辊盒3,上辊盒3和下辊盒2上分别安装有工作辊4、中间辊5和支承辊6,上辊盒3包括上底座7,下辊盒2包括置于主机底座1上方的下底座8,工作辊4安装于工作辊座9上,支承辊6安装于支承辊座10上,上辊盒3的支承辊座10上方以及下辊盒2的支承辊座10下方分别安装有支承辊调节装置11,支承辊调节装置11通过支撑销13与支承辊座10相连接。
[0021]
支承辊调节装置11包括依次置于支撑销13下方的上斜铁块14和下斜铁块15,上斜
铁块14和下斜铁块15安装于主机底座1的凹槽16内,上斜铁块14在凹槽16内能且只能上下移动,下斜铁块15底面与凹槽16底面时刻接触且下斜铁块15能够沿凹槽16长度方向水平移动。下斜铁块15侧面连接伺服油缸17,伺服油缸17的活塞杆通过连杆18与下斜铁块15侧面连接,伺服油缸17安装于油缸座19上,油缸座19安装于主机底座1上,上斜铁块14两侧分别设置有第一导向座20和第二导向座21,第一导向座20与油缸座19相连接,第二导向座21与挡板22相连接,挡板22安装于主机底座1上。
[0022]
上底座7和下底座8两侧面之间分别安装定位销轴23。上辊盒3和下辊盒2之间设有定位圆环24,定位圆环24的两个圆弧面分别与工作辊4相切。中间辊5两侧分别设有定位长条25,定位长条25左右两侧分别设有定位挡块26。工作辊座9侧面设有定位块27,定位块27能够绕上底座7或下底座8转动。上辊盒3两侧的工作辊4外侧分别设有板料导向块28。下辊盒2两侧的工作辊4外侧分别布设有托板29。上底座7两侧分别安装有圆弧块30。下辊盒2与主机底座1之间设有下辊盒锁紧装置31,下辊盒锁紧装置31包括锁紧油缸32,锁紧油缸32安装于锁紧座33上,锁紧油缸32前端连接锁紧块34,锁紧块34通过与安装于下底座8的压块35配合将下辊盒2锁紧于主机底座1上。中间辊5两端安装于调心球轴承40内,调心球轴承40安装于中间辊座41上,调心球轴承40外侧紧贴设有压盖42,压盖42通过卡于中间辊座41孔内的弹性挡圈43定位,中间辊5上设置有螺旋槽44。
[0023]
采用本发明的六重式平行辊矫直机辊系,上底座7为焊接件结构,为整个上辊盒3的安装基础,其上有多组安装支承辊座10的导向槽;有安装工作辊座9的凹槽,凹槽侧面有安装定位块27的定位槽,凹槽上方有安装螺钉的工艺方孔,上底座7两侧设有安装圆弧块30的卡槽。
[0024]
支承辊座10通过碟形弹簧38、螺杆36、螺母39固定在上底座7上,碟形弹簧38提供克服自重的弹力,使支承辊座10与支承辊调节装置11贴合,当支承辊座10上下移动时,碟形弹簧38可伸缩,确保柔性连接。重力平衡装置12仅用于上部支承辊6的重力平衡,能够避免上部支承辊座10与支撑销13脱离,同时也能避免上部工作辊4因承受上部支承辊6的重量而产生额外的挠度变形。
[0025]
上辊盒3的支承辊6通过轴承安装在支承辊座10上,中间辊5位于支承辊6下部,每个中间辊5与两组支承辊6接触,中间辊5数量总和比支承辊6组数量少一组。工作辊4位于中间辊5的下部,每个工作辊4与两个中间辊5接触,工作辊4数量比中间辊5数量少一组;中间辊5直径相对于工作辊4直径小,中间辊5直径与工作辊4直径比例值在0.6-0.8之间。最外侧两支承辊6位置相对其余支承辊6位置下移,确保最外侧中间辊5的中心在最外侧工作辊4与最外侧支承辊6中心连线之内,确保工作辊4受力时最外侧中间辊5不会从辊系中脱出。
[0026]
中间辊5两侧各设有一根定位长条25,和左右两侧定位挡块26定位,在安装过程中对中间辊5进行定位。工作辊4轴头加工有渐开线外花键,花键齿数为偶数,与传动轴轴头的内花键配合,实现动力的输入,花键配合在维护过程中拆卸方便。
[0027]
中间辊5为长圆柱形,两端带有安装轴承的轴头,轴头直径小于中间辊5辊身直径。螺旋槽44深2~3毫米,宽3~5毫米,螺旋槽44能有效储存粘附的喷雾润滑液,并将润滑液推送至工作辊5辊身全长方向,有效延长喷雾润滑液的作用时间,扩大分布范围,减小矫板时的工作辊4与板材间的摩擦力,改善了板料表面质量。当辊系中有异物落入时,通过螺旋槽44的旋转可将异物推向中间辊5的两端,避免异物粘附到工作辊4、中间辊5或支承辊6上,影
响工作辊4、中间辊5和支承辊6的使用寿命,避免异物落在板料上而损伤工作辊4表面及板料板面,延长了工作辊4、中间辊5和支承辊6使用寿命。
[0028]
调心球轴承40的使用使中间辊5可相对于中间辊座41产生一定的摆动角度,便于中间辊5跟随工作辊4形成矫板所需的挠度曲线。中间辊5轴肩与调心球轴承40一端接触,一端自由,当中间辊5产生一定挠度的弯曲时,中间辊5可相对调心球轴承40回缩,不会与轴承座产生干涉。在调整工作辊4产生矫板所需挠度曲线时,中间辊5跟随变形,在整个辊身长度上保持与工作辊4贴合,确保矫板效果。
[0029]
中间辊座41自由端为球面,加工有关于中心对称的定位台阶,便于实现中间辊5的安装和定位。
[0030]
中间辊座41外径小于辊身直径,油封、压盖42将调心球轴承40密封在中间辊座41内,在轴承座内加入润滑脂,可延长轴承的使用寿命。中间辊座41上装有压注油杯,便于补充损耗的润滑脂。
[0031]
工作辊4通过轴承固定在工作辊座9上,工作辊座9通过安全柔性装置固定在上底座7上,实现工作辊座9与上底座7的柔性连接,上底座7上设有安装安全柔性装置的多个方孔,每个方孔上表面设有通孔与工作辊座9下表面上的丝孔相对应,安全柔性装置由螺钉45、碟形弹簧46构成,碟形弹簧46套在螺钉45上,螺钉45穿过方孔上表面设有通孔固定在工作辊座9下表面上的丝孔上,同时将碟形弹簧46压紧,工作辊座9可相对于上底座7在碟形弹簧46的伸缩量范围内升降,避免因对工作辊4辊凸度调整装置的误操作损坏工作辊4。
[0032]
工作辊4硬度比中间辊5硬度要高,中间辊5硬度比支承辊6硬度要高,这种硬度布置使得当所矫平板材上带有硬质异物时,尽量避免损伤与板材直接接触的工作辊4,确保板面质量。工作辊4表面喷涂碳化钨处理,确保工作辊4耐磨耐用。
[0033]
多列支承辊6均布在工作辊4与中间辊5之下,构成工作辊4在矫板时提供支承力的主体,通过调节支承辊6高度,使中间辊5和工作辊4发生跟随变形,形成矫正瓢曲缺陷和荷叶边缺陷所需的挠度曲线,进行板料矫平。
[0034]
上辊盒3的工作辊4通过调心轴承固定在工作辊座9上,工作辊座9通过螺钉、碟形弹簧固定在上底座7上,实现工作辊座9与上底座7的柔性连接,工作辊座9可相对于上底座7升降。工作辊座9侧面与上底座7凹槽配合,通过上底座7的凹槽将工作辊座9沿设备板材进料方向定位,避免在矫平受力时工作辊座9发生滑移,影响矫平效果。工作辊座9侧面镶嵌有定位块27,定位快27可转动,工作辊座9在工作辊4轴线方向可相对于上底座7摆动。工作辊座9底面为圆弧面,与之配合的上底座7凹槽上表面为平面,方便实现工作辊座9的摆动。工作辊座9的设计形式更能适应形成工作辊4挠度曲线的要求,同时在维护维修的时候,可以方便的将工作辊座9连同工作辊4快速拆下,对工作辊4和中间辊5进行维护;为保持生产使用的连续性,可直接更换上备用的工作辊4及工作辊座9。
[0035]
板料导向块28在工作辊4两侧略高的位置倾斜布置,横跨整个工作辊4长度,便于将变形量较大的板材导入上下工作辊4之间,避免板材卷入支承辊6和中间辊5之间,造成设备损坏。板料导向块28下表面附着聚氨酯层,避免刮伤板面。
[0036]
圆弧块30安装在上底座7两侧,外侧有一定弧度,圆弧块30与立柱侧面导轨板接触,使上辊盒3可摆动,形成板料矫平所必须的摆角。
[0037]
下辊盒2中支承辊6、中间辊5、工作辊4、工作辊座9相互连接配合关系、相对尺寸关
系与上辊盒3中上下对称,支承辊6、中间辊5、工作辊4数量均比上辊盒3中支承辊6、中间辊5、工作辊4数量多一组。
[0038]
下辊盒2中支承辊装配不具备单独的调节装置,每组支承辊座10通过一定数量的支撑销13穿过下底座8底面预留的孔与支承辊调节装置11相连接,通过支承辊调节装置11,来调节支承辊6的高度,使工作辊4挠度曲线反生变化,从而得到板料矫平所需的挠度曲线。
[0039]
伺服油缸17通过螺钉固定在油缸座19上,油缸座19通过键和螺钉固定在主机底座1上,下斜铁块15和上斜铁块14配合使用,上、下斜铁块组合后下斜铁块15下表面与上斜铁块14上表面平行。下斜铁块15下表面与主机底座1上所开设凹槽16的底面贴合,上、下斜铁块侧面与凹槽16侧面间隙配合,并通过凹槽16侧面进行滑移导向。下斜铁块15通过连杆18穿过第一导向座20与伺服油缸17活塞杆连接,通过伺服油缸17控制下斜铁块15的水平移动,上斜铁块14通过第一导向座20和第二导向座21进行定位;第一导向座20与油缸座19相连而位置固定;第二导向座21与挡板22相连而位置固定,挡板22固定在主机底座1上。通过定位,上斜铁块14自由度为1只可上下移动,不能水平滑移,从而实现将下斜铁块15的水平移动转换成上斜铁块14的上下移动的目的。上斜铁块14上表面与支撑销13下表面接触,通过支撑销13将力和位移传递给支承辊座10。伺服油缸17安装有内置传感器,能够准确控制活塞杆输出位移,通过上、下斜铁块的斜度,可计算出活塞杆位移水平输出对应的上斜铁块14位移升降,从而达到用伺服油缸17准确控制工作辊4挠度调节的目的。
[0040]
上辊盒3中支承辊调节方式与下辊盒2中支承辊调节方式相同,位置关系上下对称。
[0041]
支承辊调节装置11独立于整套辊系之外,当需要更换辊系时,可应用于另一套辊系。多套辊系共一套调整装置,从而达到了降低成本的目的。
[0042]
托板29布置在下辊盒2的工作辊4两侧低于工作辊4上母线的位置,横跨整个工作辊4长度,确保板材能够顺利进入上下工作辊4之间。托板29上表面附聚氨酯层,避免刮伤板面。
[0043]
上底座7和下底座8一侧面各安装一个定位销轴23,上有同心孔,通过定位销轴23实现上辊盒3和下辊盒2轴线方向定位。上底座7和下底座8两侧安装有由耐磨材料制成的底座导向条,在更换辊盒时起到导向作用。
[0044]
上辊盒3与下辊盒2之间设计有工作辊定位圆环24,为1/4个圆环,圆环内径与工作辊4直径相同,外径与两个工作辊4相切,使上辊盒3在下辊盒2上放置时,每根上辊轴线对准两下辊轴线的中间线。圆环外径尺寸满足上辊盒3在下辊盒2上放置时上工作辊4下母线比下工作辊4的上母线高10毫米。
[0045]
锁紧座33通过键和螺钉固定在主机底座1上,锁紧油缸32固定在锁紧座33上部,锁紧块34连接在锁紧油缸32杆头部,压块35通过键和螺钉固定在下底座8上。锁紧动作执行时,锁紧块34上的斜面与压块35上的斜面接触,将下底座8压紧在设备底座上。需要更换辊系时,下辊盒锁紧装置31可以快速松开。
[0046]
上辊盒3、下辊盒2构成一套独立于设备之外的辊系结构,通过对辊系结构的单独设计,便于对辊系参数如辊径、辊距、辊数等单独做出调整,布置多套辊系,共用一套主机框架,可在一台矫平机上实现需要多台矫平机才能实现的功能。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips