
 商标分类
商标分类  商标转让
商标转让 
一种带密集小孔的电子产品成型模具的制作方法
 2021-01-29 16:01:29|
2021-01-29 16:01:29| 115|
115| 起点商标网
起点商标网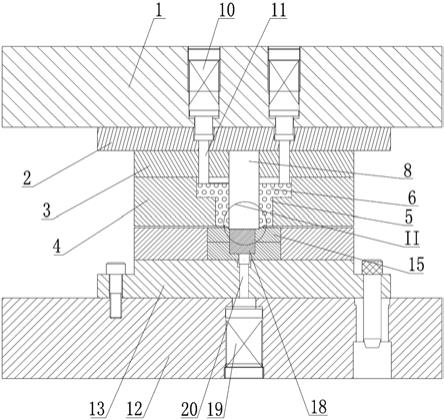
[0001]
本实用新型涉及带密集小孔的电子产品成型的技术领域,特别是一种带密集小孔的电子产品成型模具。
背景技术:
[0002]
带密集小孔的电子产品的结构如图1所示,它由冲压模具冲压成型,在该产品的底部上开设有多个直径为0.2mm的小孔,多个小孔构成密集小孔,该产品的加工工艺是先在板材上冲压出密集小孔,冲压后的板材的结构如图2所示,然后采用冲压模具对冲有密集小孔的板材进行冲压,冲压后得到具有凹槽的电子产品如图1所示。然而,冲压结束后,发现产品的底部存在向下的凸起,凸起方向如图1中箭头所示,其主要原因是在冲压出密集小孔后,在板材上存在较大的应力,应力使产品的底部向下凸起,而凸起的产品达不到标准,合格率非常低。因此亟需一种提高电子产品质量、防止冲压出的电子产品底部向下凸起的成型模具。
技术实现要素:
[0003]
本实用新型的目的在于克服现有技术的缺点,提供一种结构紧凑、提高电子产品质量、防止冲压出的电子产品底部向下凸起、操作简单的带密集小孔的电子产品成型模具。
[0004]
本实用新型的目的通过以下技术方案来实现:一种带密集小孔的电子产品成型模具,它包括上模和下模,上模包括顶板,所述顶板的底表面上顺次固设有上垫板、安装板和卸料板,卸料板的顶部开设有台阶孔,台阶孔内配合有t形导向套,t形导向套的环形台肩支撑于台阶孔的台阶上,t形导向套的底部贯穿台阶孔的小孔设置,且底部固设有位于卸料板下方的压圈,上垫板的底部固设有拉伸凸模,拉伸凸模向下贯穿安装板且伸入于t形导向套内,拉伸凸模底部的外边缘上设置有环形倒圆角a,环形倒圆角a设置于t形导向套内,顶板内设置有多个弹簧a,弹簧a的底部固设有传力柱,传力柱贯穿上垫板和安装板且伸入于台阶孔内,传力柱的底端面在弹簧a的弹力作用下抵压在t形导向套的顶表面上,所述下模包括底板,所述底板的顶表面上顺次固设有下垫板和凹模板,凹模板内固设有拉伸凹模,拉伸凹模内开设有凹槽,凹槽的底表面的边缘上设置有环形倒圆角b,环形倒圆角b与环形倒圆角a相配合。
[0005]
所述凹槽的底部开设有导向槽,导向槽内滑动安装有夹料顶板,夹料顶板的上端部延伸于凹槽内。
[0006]
所述底板内设置有弹簧b,弹簧b的顶部固设有导向杆,导向杆贯穿下垫板且伸入于导向槽内,导向杆在弹簧b的弹力作用下其顶表面抵压在夹料顶板的底表面上。
[0007]
所述下垫板经螺钉和销钉固定于底板上。
[0008]
所述顶板的底部开设有多个上盲孔,每个上盲孔的底部均固设有垂向设置的弹簧a。
[0009]
所述底板的顶部开设有下盲孔,下盲孔的底部内固设有垂向设置的弹簧b。
[0010]
所述夹料顶板处于拉伸凸模的正下方。
[0011]
本实用新型具有以下优点:本实用新型结构紧凑、提高电子产品质量、防止冲压出的电子产品底部向下凸起、操作简单。
附图说明
[0012]
图1 为现有成型后的电子产品的结构示意图;
[0013]
图2 为冲有密集小孔后板材的结构示意图;
[0014]
图3 为本实用新型处于开模状态的结构示意图;
[0015]
图4 为图3的i部局部放大视图;
[0016]
图5 为本实用新型处于闭模状态的结构示意图;
[0017]
图6 为图5的ii部局部放大视图;
[0018]
图7 为拉伸凸模的结构示意图;
[0019]
图8 为拉伸凹模的结构示意图;
[0020]
图9 为成品电子产品的结构示意图;
[0021]
图中,1-顶板,2-上垫板,3-安装板,4-卸料板,5-台阶孔,6-t形导向套,7-压圈,8-拉伸凸模,9-环形倒圆角a,10-弹簧a,11-传力柱,12-底板,13-下垫板,14-凹模板,15-拉伸凹模,16-凹槽,17-环形倒圆角b,18-夹料顶板,19-弹簧b,20-导向杆,21-板材,22-环形倒圆角。
具体实施方式
[0022]
下面结合附图对本实用新型做进一步的描述,本实用新型的保护范围不局限于以下所述:
[0023]
如图3~8所示,一种带密集小孔的电子产品成型模具,它包括上模和下模,上模包括顶板1,所述顶板1的底表面上顺次固设有上垫板2、安装板3和卸料板4,卸料板4的顶部开设有台阶孔5,台阶孔5内配合有t形导向套6,t形导向套6的环形台肩支撑于台阶孔5的台阶上,t形导向套6的底部贯穿台阶孔5的小孔设置,且底部固设有位于卸料板4下方的压圈7,上垫板2的底部固设有拉伸凸模8,拉伸凸模8向下贯穿安装板3且伸入于t形导向套6内,拉伸凸模8底部的外边缘上设置有环形倒圆角a9,环形倒圆角a9设置于t形导向套6内,顶板1内设置有多个弹簧a10,弹簧a10的底部固设有传力柱11,传力柱11贯穿上垫板2和安装板3且伸入于台阶孔5内,传力柱11的底端面在弹簧a10的弹力作用下抵压在t形导向套6的顶表面上,所述下模包括底板12,所述底板12的顶表面上顺次固设有下垫板13和凹模板14,凹模板14内固设有拉伸凹模15,拉伸凹模15内开设有凹槽16,凹槽16的底表面的边缘上设置有环形倒圆角b17,环形倒圆角b17与环形倒圆角a9相配合。
[0024]
所述凹槽16的底部开设有导向槽,导向槽内滑动安装有夹料顶板18,夹料顶板1的上端部延伸于凹槽16内。所述底板12内设置有弹簧b19,弹簧b19的顶部固设有导向杆20,导向杆20贯穿下垫板13且伸入于导向槽内,导向杆20在弹簧b19的弹力作用下其顶表面抵压在夹料顶板1的底表面上。所述下垫板13经螺钉和销钉固定于底板12上。
[0025]
所述顶板1的底部开设有多个上盲孔,每个上盲孔的底部均固设有垂向设置的弹簧a10。所述底板12的顶部开设有下盲孔,下盲孔的底部内固设有垂向设置的弹簧b19。所述
夹料顶板1处于拉伸凸模8的正下方。
[0026]
本实用新型的工作过程如下:工人将顶板连接到冲压机的冲头上,将冲有密集小孔的板材21平放于拉伸凹模15的顶表面上,且确保板材21处于凹槽16的正上方如图3~4所示;工人操作冲压机使冲头向下运动,由于压圈7位于卸料板4的下方,板材21夹在拉伸凹模15的顶表面和压圈7的底表面之间;随着冲头的继续伸入,由于传力柱11在弹簧a10的弹力作用下抵压在t形导向套6的顶表面上,且t形导向套6保持不动,因此顶板1和卸料板4相对于传力柱11并沿着传力柱11向下运动,顶板1带动拉伸凸模8同步向下运动,拉伸凸模8的下端部从压圈7中伸出,伸出后压在板材21上,板材21被压的部分伸入到凹槽16内如图5~6,同时被压部分同步的压向下夹料顶板1,当环形倒圆角a9与环形倒圆角b17完全配合后,即可加工出具有环形倒圆角22的成品电子产品如图9所示。
[0027]
工人操作冲压机使其冲压头向上运动,冲压头带动顶板1向上运动,进而带动上模向上运动,当压圈7与拉伸凹模15分离后,夹料顶板1在弹簧b19的恢复力作用下向上运动,从而将成品电子产品从凹槽16内顶出。由于这种电子产品带有环形倒圆角22,且环形倒圆角22将密集小孔包围住,从而抵消电子产品底面上的应力,相当于起到了加强筋的作用,有效避免了产品底面向下凹陷,从而极大的提高了电子产品的质量。
[0028]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips