
 商标分类
商标分类  商标转让
商标转让 
一种用于铁附件定位冲孔的上料装置的制作方法
 2021-01-29 16:01:19|
2021-01-29 16:01:19| 332|
332| 起点商标网
起点商标网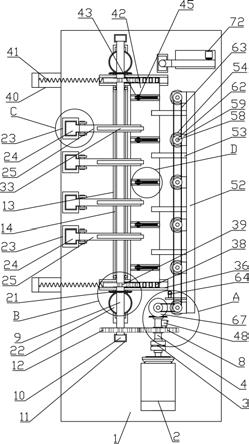
[0001]
本实用新型涉及铁附件加工设备技术领域,更具体的说,涉及一种用于铁附件定位冲孔的上料装置。
背景技术:
[0002]
铁附件通过将钢板进行下料、冲孔、折弯、镀锌等多道加工工序制作而成,在生活中的各个领域得到广泛的应用,铁附件在进行冲孔的工序时,会通过打孔机在铁附件上的同一深度开有多个孔,在冲孔时,需要将定位调整好之后,通过人工将铁附件横向移动,从而进行冲孔。
[0003]
现有技术中,一般通过工作人员将铁附件拿到打孔机的模具位置,并移动到指定位置进行定位,然后使用打孔机打完一个孔之后,再将其移动到下一个打孔的位置进行打孔,但是其在使用时存在一些问题,通过人工拿取铁附件上料并移动,不仅劳动量较大,而且工作效率较低,在定位时也不准确,影响产品质量。
技术实现要素:
[0004]
针对以上缺陷,本实用新型提供一种用于铁附件定位冲孔的上料装置,以解决的问题。
[0005]
为实现上述目的,本实用新型采用以下技术方案:
[0006]
一种用于铁附件定位冲孔的上料装置,包括工作台,所述工作台上设有定位机构,定位机构一侧设有进料打孔机构,所述工作台上设有升降机构,升降机构一侧设有上料机构,
[0007]
所述升降机构包括固定安装在工作台上表面一侧的伺服电机,伺服电机旋转端安装有联轴器,联轴器一端安装有转动杆,转动杆一端安装有第一滚动轴承,第一滚动轴承下端安装有第一支撑杆,第一支撑杆下端固定安装在工作台上表面,转动杆上安装有第一单向轴承,第一单向轴承外侧安装有第一齿轮,工作台上方设有转动轴,转动轴两端安装有第二滚动轴承,第二滚动轴承下端安装有第二支撑杆,第二支撑杆下端固定安装在工作台上表面,转动轴一侧安装有第二齿轮,第二齿轮和第一齿轮啮合,工作台上开有方形凹槽,方形凹槽位于转动轴下方,方形凹槽内设有升降板,升降板两侧开有螺纹通孔,方形凹槽内下表面两侧安装有第一丝杠轴承,第一丝杠轴承位于螺纹通孔下方,方形凹槽内两侧设有传动丝杠,传动丝杠下端穿过螺纹通孔插入第一丝杠轴承内,工作台上表面安装有两个支撑架,支撑架位于方形凹槽两侧上方,支撑架上开有圆形通孔,圆形通孔内安装有第二丝杠轴承,传动丝杠上端穿过第二丝杠轴承伸到支撑架上方,传动丝杠上端安装有第一伞齿轮,转动轴两端安装有第二伞齿轮,第二伞齿轮与第一伞齿轮啮合,
[0008]
所述上料机构包括固定安装在工作台上表面一侧的多个纵向滑道,纵向滑道内设有导向块,导向块一侧安装有升降块,升降块下表面一侧安装有连接块,连接块下表面安装有橡胶吸盘,橡胶吸盘位于方形凹槽上方,升降块和连接块内开有换气通道,换气通道一端
与橡胶吸盘连接,换气通道另一端设有橡胶活塞,橡胶活塞上端安装有连接弹簧,连接弹簧上端与换气通道内上端固定连接,橡胶活塞下端安装有拦截板,纵向滑道上端两侧安装有拦截杆,转动轴上安装有多个偏心轮,偏心轮位于升降块上端,工作台上端一侧开有多个圆形凹槽,圆形凹槽位于导向块下方,导向块下表面安装有压缩弹簧,压缩弹簧下端与圆形凹槽内下表面固定连接,工作台上表面两侧安装有横向滑道,横向滑道位于转动轴两侧下方,横向滑道内设有移动块,移动块上表面安装有移动齿条,转动轴两端安装有第三齿轮,第三齿轮与移动齿条啮合,横向滑道一侧设有l形固定台,l形固定台固定安装在工作台上,l形固定台上端安装有复位弹簧,复位弹簧一端与移动块固定连接,工作台上方设有上料板,上料板两端与移动块固定连接,上料板上表面安装有多个小型滑道,小型滑道内设有伸缩台,伸缩台上表面安装有限位轮,小型滑道一侧安装有挡块,挡块一端安装有伸缩弹簧,伸缩弹簧一端与伸缩台固定连接。
[0009]
进一步的,所述转动杆上安装有插销,所述第一齿轮一侧开有限位孔。
[0010]
进一步的,所述升降板两侧的两端开有限位槽,限位槽一侧设有限位板,限位板固定安装在方形凹槽内下表面。
[0011]
进一步的,所述第三齿轮上只有二分之一的位置设有齿轮牙。
[0012]
进一步的,定位机构包括位于工作台上表面的定位台,定位台通过螺栓连接安装在工作台上,定位台前侧表面安装有多个盛放台,盛放台上表面和小型滑道上表面处于同一平面,定位台前侧设有转动台,转动台下表面安装有连接轴,转动台下方设有支撑板,支撑板固定安装在定位台前侧,支撑板上表面安装有第三滚动轴承,转动台上表面安装有连接杆,转动台上方设有固定板,固定板固定安装在定位台前侧,固定板下表面安装有第四滚动轴承,固定板上开有连接孔,连接杆上端穿过第四滚动轴承和连接孔伸到固定板上方,连接杆上端安装有两个第一传动轮,相邻转动台上方的第一传动轮通过第一传动带连接。
[0013]
进一步的,所述第一传动带在工作台上方交错分布。
[0014]
进一步的,所述定位台前侧表面一端安装有红外线测距传感器,红外线测距传感器的检测端位于小型滑道上表面上方。
[0015]
进一步的,进料打孔机构包括固定安装在转动杆上的第二单向轴承,第二单向轴承外侧安装有第三伞齿轮,第三伞齿轮一侧设有第四伞齿轮,第四伞齿轮上安装有转动柱,转动柱下端安装有第五滚动轴承,第五滚动轴承固定安装在第一支撑杆上,转动柱上端安装有第二传动轮,第二传动轮通过第二传动带与一个第一传动轮连接,工作台上表面一侧安装有打孔机,打孔机位于定位台后侧,打孔机的打孔位置和小型滑道上表面处于同一平面。
[0016]
本实用新型的有益效果:通过工作人员将铁附件放置在方形凹槽内,通过电机的转动和齿轮的传动可带动转动轴转动,转动轴通过伞齿轮的传动,可使得传动丝杠转动,传动丝杠可带动升降板上升,进而将铁附件向上方移动,便于进料,在转动轴转动时,可带动偏心轮转动,并在弹簧的作用下,可使得连接块和橡胶吸盘往复的上升下降,进而可将最上方的铁附件吸住并向上方移动,当铁附件移动到最高处的位置时,铁附件可掉落,在转动轴转动时,通过第三齿轮和移动齿条的啮合,可带动上料板在转动轴下方往复移动,进而可使得铁附件落在上料板上,并通过上料板的移动,可将铁附件一端顶住转动台,从而可将铁附件定位,通过电机可带动多个转动台转动,并将铁附件向一侧移动,使得铁附件从打孔机下
端通过,并对铁附件进行打孔,此装置可自动将铁附件进行上料并移动到指定的位置,并进行冲孔,无需人工上料,使用更加方便,并且提高了工作效率,降低了人工劳动强度。
附图说明
[0017]
图1是本实用新型所述一种用于铁附件定位冲孔的上料装置的结构示意图;
[0018]
图2是图1中a处的局部放大图;
[0019]
图3是图1中b处的局部放大图;
[0020]
图4是图1中c处的局部放大图;
[0021]
图5是图1中d处的局部放大图;
[0022]
图6是本实用新型所述升降机构的局部示意图;
[0023]
图7是图6中e处的局部放大图;
[0024]
图8是图6中f处的局部放大图;
[0025]
图9是本实用新型所述上料机构的局部示意图;
[0026]
图10是图9中g处的局部放大图;
[0027]
图11是本实用新型所述第三齿轮和移动齿条的连接关系示意图;
[0028]
图12是本实用新型所述定位机构的局部示意图;
[0029]
图13是图12中h处的局部放大图;
[0030]
图14是本实用新型所述进料打孔机构的局部示意图;
[0031]
图中,1、工作台;2、伺服电机;3、联轴器;4、转动杆;5、第一滚动轴承;6、第一支撑杆;7、第一单向轴承;8、第一齿轮;9、转动轴;10、第二滚动轴承;11、第二支撑杆;12、第二齿轮;13、方形凹槽;14、升降板;15、螺纹通孔;16、第一丝杠轴承;17、传动丝杠;18、支撑架;19、圆形通孔;20、第二丝杠轴承;21、第一伞齿轮;22、第二伞齿轮;23、纵向滑道;24、导向块;25、升降块;26、连接块;27、橡胶吸盘;28、换气通道;29、橡胶活塞;30、连接弹簧;31、拦截板;32、拦截杆;33、偏心轮;34、圆形凹槽;35、压缩弹簧;36、横向滑道;37、移动块;38、移动齿条;39、第三齿轮;40、l形固定台;41、复位弹簧;42、上料板;43、小型滑道;44、伸缩台;45、限位轮;46、挡块;47、伸缩弹簧;48、插销;49、限位孔;50、限位槽;51、限位板;52、定位台;53、盛放台;54、转动台;55、连接轴;56、支撑板;57、第三滚动轴承;58、连接杆;59、固定板;60、第四滚动轴承;61、连接孔;62、第一传动轮;63、第一传动带;64、红外线测距传感器;65、第二单向轴承;66、第三伞齿轮;67、第四伞齿轮;68、转动柱;69、第五滚动轴承;70、第二传动轮;71、第二传动带;72、打孔机。
具体实施方式
[0032]
下面结合附图对本实用新型进行具体描述,如图1-14所示:一种用于铁附件定位冲孔的上料装置,包括工作台1,工作台1上设有定位机构,定位机构一侧设有进料打孔机构,工作台1上设有升降机构,升降机构一侧设有上料机构,
[0033]
升降机构包括固定安装在工作台1上表面一侧的伺服电机2,伺服电机2旋转端安装有联轴器3,联轴器3一端安装有转动杆4,转动杆4一端安装有第一滚动轴承5,第一滚动轴承5下端安装有第一支撑杆6,第一支撑杆6下端固定安装在工作台1上表面,转动杆4上安装有第一单向轴承7,第一单向轴承7外侧安装有第一齿轮8,工作台1上方设有转动轴9,转
动轴9两端安装有第二滚动轴承10,第二滚动轴承10下端安装有第二支撑杆11,第二支撑杆11下端固定安装在工作台1上表面,转动轴9一侧安装有第二齿轮12,第二齿轮12和第一齿轮8啮合,工作台1上开有方形凹槽13,方形凹槽13位于转动轴9下方,方形凹槽13内设有升降板14,升降板14两侧开有螺纹通孔15,方形凹槽13内下表面两侧安装有第一丝杠轴承16,第一丝杠轴承16位于螺纹通孔15下方,方形凹槽13内两侧设有传动丝杠17,传动丝杠17下端穿过螺纹通孔15插入第一丝杠轴承16内,工作台1上表面安装有两个支撑架18,支撑架18位于方形凹槽13两侧上方,支撑架18上开有圆形通孔19,圆形通孔19内安装有第二丝杠轴承20,传动丝杠17上端穿过第二丝杠轴承20伸到支撑架18上方,传动丝杠17上端安装有第一伞齿轮21,转动轴9两端安装有第二伞齿轮22,第二伞齿轮22与第一伞齿轮21啮合,
[0034]
上料机构包括固定安装在工作台1上表面一侧的多个纵向滑道23,纵向滑道23内设有导向块24,导向块24一侧安装有升降块25,升降块25下表面一侧安装有连接块26,连接块26下表面安装有橡胶吸盘27,橡胶吸盘27位于方形凹槽13上方,升降块25和连接块26内开有换气通道28,换气通道28一端与橡胶吸盘27连接,换气通道28另一端设有橡胶活塞29,橡胶活塞29上端安装有连接弹簧30,连接弹簧30上端与换气通道28内上端固定连接,橡胶活塞29下端安装有拦截板31,纵向滑道23上端两侧安装有拦截杆32,转动轴9上安装有多个偏心轮33,偏心轮33位于升降块25上端,工作台1上端一侧开有多个圆形凹槽34,圆形凹槽34位于导向块24下方,导向块24下表面安装有压缩弹簧35,压缩弹簧35下端与圆形凹槽34内下表面固定连接,工作台1上表面两侧安装有横向滑道36,横向滑道36位于转动轴9两侧下方,横向滑道36内设有移动块37,移动块37上表面安装有移动齿条38,转动轴9两端安装有第三齿轮39,第三齿轮39与移动齿条38啮合,横向滑道36一侧设有l形固定台40,l形固定台40固定安装在工作台1上,l形固定台40上端安装有复位弹簧41,复位弹簧41一端与移动块37固定连接,工作台1上方设有上料板42,上料板42两端与移动块37固定连接,上料板42上表面安装有多个小型滑道43,小型滑道43内设有伸缩台44,伸缩台44上表面安装有限位轮45,小型滑道43一侧安装有挡块46,挡块46一端安装有伸缩弹簧47,伸缩弹簧47一端与伸缩台44固定连接,通过升降板14的上升可将铁附件向上方移动,通过橡胶吸盘27可将铁附件吸住并向上方移动,并通过上料板42可接住铁附件,并将其向定位台52的方向推动,便于将其定位。
[0035]
进一步的,转动杆4上安装有插销48,第一齿轮8一侧开有限位孔49,在转动杆4反转时,可通过插销48将第一齿轮8连接,带动第一齿轮8连接。
[0036]
进一步的,升降板14两侧的两端开有限位槽50,限位槽50一侧设有限位板51,限位板51固定安装在方形凹槽13内下表面。可将铁附件放置在限位板51之间,防止铁附件移动。
[0037]
进一步的,第三齿轮39上只有二分之一的位置设有齿轮牙,可便于移动齿条38往复移动。
[0038]
进一步的,定位机构包括位于工作台1上表面的定位台52,定位台52通过螺栓连接安装在工作台1上,定位台52前侧表面安装有多个盛放台53,盛放台53上表面和小型滑道43上表面处于同一平面,定位台52前侧设有转动台54,转动台54下表面安装有连接轴55,转动台54下方设有支撑板56,支撑板56固定安装在定位台52前侧,支撑板56上表面安装有第三滚动轴承57,转动台54上表面安装有连接杆58,转动台54上方设有固定板59,固定板59固定安装在定位台52前侧,固定板59下表面安装有第四滚动轴承60,固定板59上开有连接孔61,
连接杆58上端穿过第四滚动轴承60和连接孔61伸到固定板59上方,连接杆58上端安装有两个第一传动轮62,相邻转动台54上方的第一传动轮62通过第一传动带63连接,可便于对铁附件进行定位。
[0039]
进一步的,第一传动带63在工作台1上方交错分布,便于将多个转动台54连接并使其转动。
[0040]
进一步的,定位台52前侧表面一端安装有红外线测距传感器64,红外线测距传感器64的检测端位于小型滑道43上表面上方,可检测铁附件的位置,便于定位。
[0041]
进一步的,进料打孔机构包括固定安装在转动杆4上的第二单向轴承65,第二单向轴承65外侧安装有第三伞齿轮66,第三伞齿轮66一侧设有第四伞齿轮67,第四伞齿轮67上安装有转动柱68,转动柱68下端安装有第五滚动轴承69,第五滚动轴承69固定安装在第一支撑杆6上,转动柱68上端安装有第二传动轮70,第二传动轮70通过第二传动带71与一个第一传动轮62连接,工作台1上表面一侧安装有打孔机72,打孔机72位于定位台52后侧,打孔机72的打孔位置和小型滑道43上表面处于同一平面,可便于将铁附件向一侧移动。
[0042]
在本实施方案中,此装置的用电设备通过外接的控制器进行控制,常态下,根据铁附件的宽度,将定位台52通过螺栓连接安装在指定的位置,便于将铁附件进行定位,将插销48一端插入限位孔49内,启动伺服电机2反转,伺服电机2通过联轴器3带动转动杆4转动,转动杆4此时可带动第二单向轴承65和第三伞齿轮66转动,此时转动杆4自身不会带动第一单向轴承7转动,通过插销48将转动杆4与第一齿轮8连接,可使得第一齿轮8随着转动杆4转动,在伺服电机2反转带动第一齿轮8转动时,通过第一齿轮8与第二齿轮12的啮合,可带动转动轴9转动,转动轴9可带动第二伞齿轮22、偏心轮33、第三齿轮39转动,
[0043]
在伺服电机2反转带动第二伞齿轮22转动时,通过第二伞齿轮22与第一伞齿轮21的啮合,可带动传动丝杠17转动,传动丝杠17和升降板14通过螺纹连接,可在伺服电机2反转带动传动丝杠17转动时,使得升降板14向下方移动,当升降板14移动到方形凹槽13内的下端时,关闭伺服电机2,由工作人员将未冲孔的铁附件放入方形凹槽13内,并使其落在升降板14上的限位板51之间,限位板51可防止铁附件向两侧移动,在将铁附件摆放完毕后,开始准备冲孔,
[0044]
先将插销48一端从限位孔49中取出,启动伺服电机2正转,伺服电机2通过联轴器3带动转动杆4转动,转动杆4此时不会带动第二单向轴承65转动,第三伞齿轮66不转动,转动杆4带动第一单向轴承7转动,第一单向轴承7可带动第一齿轮8转动,第一齿轮8可带动第二齿轮12转动,进而使得转动轴9转动,转动轴9可带动第二伞齿轮22、偏心轮33、第三齿轮39转动,
[0045]
在伺服电机2正转带动第二伞齿轮22转动时,通过第二伞齿轮22与第一伞齿轮21的啮合,可带动传动丝杠17转动,传动丝杠17和升降板14通过螺纹连接,可在伺服电机2正转带动传动丝杠17转动时,使得升降板14向上方移动,且在第二伞齿轮22转动一周时,使得升降板14上升的高度为铁附件的厚度,从而可使得铁附件不断的向上方移动,在伺服电机2正转带动转动轴9转动时,可使得偏心轮33转动,在偏心轮33距离转动轴9较远的一端转动到下方时,可将升降块25向下方推动,通过纵向滑道23和导向块24可保证升降块25的移动方向,在升降块25向下方移动时,可将压缩弹簧35压缩,在升降块25下降到最低的位置时,可将橡胶活塞29向下方移动到铁附件上表面,并通过橡胶活塞29将铁附件吸住,换气通道
28一端的橡胶活塞29可防止空气漏出,进而可在偏心轮33继续转动,使得偏心轮33距离转动轴9较远的一端转动到上方时,在压缩弹簧35的弹力作用下,可将导向块24向上方推动,并带动升降块25、连接块26向上方移动,并通过橡胶吸盘27可将最上方的铁附件吸引向上方移动,在此过程中,转动轴9可带动第三齿轮39转动,在橡胶吸盘27移动到最上方时,第三齿轮39上的齿轮牙与移动齿条38断开连接,在复位弹簧41的拉力作用下,可将移动块37在横向滑道36内向l形固定台40的方向拉动,进而可带动移动齿条38向此方向移动,并将上料板42移动到转动轴9下端,在橡胶吸盘27上升到最高处时,在拦截杆32的作用下,可将拦截板31向下方推动,并带动橡胶活塞29在换气通道28内向下方移动,从而可将换气通道28打开,此时换气通道28内进入空气,并与橡胶吸盘27连通,橡胶吸盘27在空气连通后,可自动放松,进而可将铁附件放下,铁附件会落在上料板42上的小型滑道43上方,并位于限位轮45前侧,随着转动轴9的继续转动,可带动偏心轮33和第三齿轮39继续转动,在偏心轮33转动将升降块25、连接块26、橡胶吸盘27向下方推动时,第三齿轮39与移动齿条38啮合,从而可使得橡胶吸盘27移动到与上料板42同一高度的位置时,可通过第三齿轮39与移动齿条38的啮合,将上料板42向前方推动,从而可将橡胶吸盘27的位置让开,便于其通过,在上料板42向前方移动时,可将复位弹簧41拉伸,便于在第三齿轮39与移动齿条38断开连接后,可使得上料板42回到原位,
[0046]
在上料板42向前方移动时,通过限位轮45的作用下,可将铁附件向前方推动,铁附件先落在盛放台53上,当铁附件向前方移动触碰到转动台54时,通过铁附件给予限位轮45的反作用力,可将限位轮45、伸缩台44在小型滑道43内推动,并将伸缩弹簧47拉伸,通过限位轮45和转动台54可将铁附件进行定位,此时关闭伺服电机2正转,通过红外线测距传感器64检测铁附件的位置,启动伺服电机2反转,在伺服电机2反转时,由于插销48从限位孔49中取出,在伺服电机2反转带动转动杆4转动时,第一单向轴承7和第一齿轮8均不转动,此时第二单向轴承65和第三伞齿轮66转动,在第三伞齿轮66转动时,通过第三伞齿轮66与第四伞齿轮67的啮合,可带动第四伞齿轮67、转动柱68、第二传动轮70转动,第二传动轮70通过第二传动带71与一个第一传动轮62连接,可带动此第一传动轮62转动,多个第一传动轮62之间通过第一传动带63连接,可使得所有的第一传动轮62转动,进而带动连接杆58转动,连接杆58可带动转动台54转动,连接轴55上端与转动台54连接,下端插入第三滚动轴承57内,可对转动台54起到支撑作用,在转动台54转动时,可使得铁附件向打孔机72的方向移动,通过转动台54和限位轮45的转动,可减小铁附件移动时的摩擦力,在铁附件向后侧移动时,通过红外线测距传感器64可检测铁附件的位置,当铁附件需要打孔的位置移动到打孔机72上时,关闭伺服电机2,通过打孔机72进行打孔,在打完一个孔后,启动伺服电机2继续反转,将铁附件向后侧移动,并打多个孔,打孔完毕后,由工作人员将冲孔后的铁附件收集,然后启动伺服电机2正转,重复上述过程,继续上料和冲孔,在方形凹槽13内的铁附件加工完毕后,将插销48插入限位孔49中,启动伺服电机2反转,并通过齿轮的传动,使得升降板14向下方移动,便于继续放料。
[0047]
上述技术方案仅体现了本实用新型技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本实用新型的原理,属于本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips