
 商标分类
商标分类  商标转让
商标转让 
变截面直通多片轧机的制作方法
 2021-01-29 16:01:26|
2021-01-29 16:01:26| 227|
227| 起点商标网
起点商标网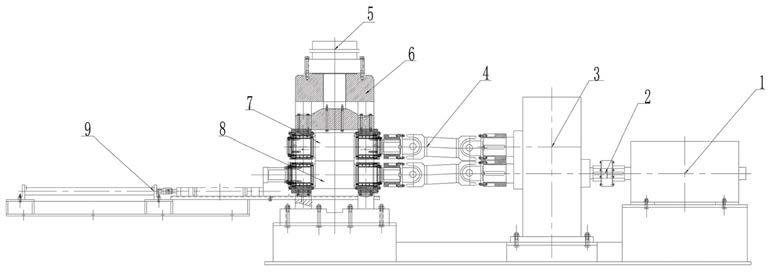
[0001]
本实用新型属于汽车板簧轧制设备技术领域,具体涉及一种变截面直通式多片轧机。
背景技术:
[0002]
钢板弹簧是汽车悬架系统的重要组成部分,起着传递和缓冲车架与车轮之间的一切力和力矩的作用。目前使用的钢板弹簧簧片有等截面结构和变截面结构。汽车钢板弹簧多数采用普通等截面多片簧形式,各片依次叠加后通过中心螺栓紧固成为板簧总成,板簧片之间相互接触,会产生摩擦,影响其使用寿命。另外,普通等截面多片钢板弹簧自身重量重,组装拆卸麻烦,在一些运用场合受到限制,不能很好的满足使用要求。改进后的变截面板簧是一种新型的钢板弹簧,簧片之间几乎不接触,具有摩擦小、抗疲劳、寿命长、节省材料等优点,能显著性的改善汽车行驶的平稳性,是一种由广阔应用前景的汽车部件总成。
[0003]
变截面板簧是钢板弹簧轻量化的主要发展趋势,短锥轧机是制造变截面板簧的主要设备之一。轧辊是轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材,是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。汽车钢板弹簧是汽车悬架系统主要弹性元件,在汽车行驶中,传递着车架与车身各个方向的力及力矩。随着经济的发展,能源供应的日趋紧张,提高汽车的乘坐舒适性、整车轻量化是现在及未来的发展趋势。
[0004]
传统的汽车板簧变截面轧机采用单头加热,单头多次轧制(1-8道),加热两次才能完成变截面轧制,天然气耗量较大,效率较低且浪费能源。
技术实现要素:
[0005]
针对传统针对汽车板簧变截面轧机存在的缺陷和问题,本实用新型提供一种一次成型的变截面直通式多片轧机,达到高效节能目的。
[0006]
本实用新型解决其技术问题所采用的方案是:一种变截面直通多片轧机,包括驱动机构、传动机构和轧制机构。其中,轧制机构包括轧机机架、伺服液压缸、上轧辊和下轧辊,轧机机架包括左右两侧壁(或架),两侧壁对称位置分别设置有竖向滑槽,上轧辊的两端通过升降轴承盒匹配套装在对应竖向滑槽内,在升降轴承盒与竖向滑槽之间设置有竖向导向结构。
[0007]
下轧辊的两端分别通过固定轴承盒匹配套装在对应竖向滑槽内,一侧或两侧固定轴承盒通过轴承盒固定座固定在竖向滑槽侧面;上轧辊和下轧辊的一端分别通过传动机构与驱动机构传动连接;在位于轧机机架顶部安装有驱动所述升降轴承盒同步升降运动的可控进退驱动装置,由控制系统根据变截面设置信息控制所述可控进退驱动装置对上轧辊推进或抬升;所述的上轧辊和下轧辊的圆周侧面分别设置有环凸缘和环凹槽,且能相互嵌合在一起,嵌合后环凸缘和环凹槽存在配合间隙,形成封闭孔型作为板簧轧制通道。
[0008]
可控进退驱动装置是在轧机机架顶部固定安装伺服液压缸,伺服液压缸的伸缩端
部固定有固定座,固定座两端下侧分别固定连接对应的升降轴承盒。
[0009]
还包括固定在轧机机架一侧的辅架,其上固定安装由卸辊装置,卸辊装置的伸缩杆端部用于连接下轧辊一端的轴承盒固定座,或用于连接升降轴承盒。所述辅架上侧设置轨道并延伸至轧辊下方,所述下轧辊两端的固定轴承盒底部设置有与该轨道配合安装的滑动结构。
[0010]
还包括位于板簧轧制通道后侧的立扎轧机用于对板簧两侧边修边。立扎轧制机构包括轧机机架,其内侧底部匹配套装有卧式的辊架,该辊架的上下壁分别设置扁腔,一对左右两轧辊的上下端分别安装相应的轧辊轴座,上端两轧辊轴座并排匹配套装于所述上扁腔内,下端两轧辊轴座并列匹配套装于所述下扁腔内;在所述辊架的两端分别固定安装有伺服液压缸,各伺服液压缸的伸缩端固定连接梁,每侧连接梁分别顶压在相邻侧上下轧辊轴座侧面,左右两轧辊之间存在轧制间隙,且受两侧伺服液压缸的控制该轧制间隙会逐渐变化;轧机机架的上端固定安装齿轮箱,齿轮箱的输入端通过传动机构与驱动机构传动连接,齿轮箱的两个并列输出端向下分别通过立扎万向联轴器与相应的轧辊上端传动连接。
[0011]
本实用新型的有益效果:该设备与弹簧扁钢轧制线相连,成品架轧出的弹簧扁钢成品900℃-950℃,利用余热连续轧制多片变截面板簧,采用伺服液压系统,自动化控制轧辊,根据产品形状连续动作,直接轧制出多片变截面板簧,采用短流程,减少加热次数,节省天然气能源,提高产能数倍,降低生产成本。
附图说明
[0012]
图1是本实用新型整机侧面结构图。
[0013]
图2是本实用新型整机立体结构图。
[0014]
图3是图2的左视图。
[0015]
图4是伺服液压缸与上轧辊和下轧辊配合安装状态示意图。
[0016]
图5是上轧辊和下轧辊外缘对接组成孔型图。
[0017]
图6是上轧辊和下轧辊与竖向滑道之间配合安装关系图。
[0018]
图7是本实用新型控制系统框图。
[0019]
图8是本实用新型汽车板簧轧制过程示意图。
[0020]
图中标号:1-电机,2-联轴器,3-联合减速机,4-万向联轴器,5-伺服液压缸,6-轧机机架,7-上轧辊,8-下轧辊,9-卸辊装置,10-底座,11-辅架,12-封闭孔型,121-环凸缘,122-环凹槽,13-升降轴承盒,14-固定轴承盒,15-轴承盒固定座,16-固定座,17-竖向滑槽,18-前导料口,19-后导料口,20-轨道板,21-轨道槽,22-轴承盒滑动座,23-前导卫装置,24-横移调节槽,25-封闭孔型平扎,26-立扎修边。
具体实施方式
[0021]
下面结合附图和实施例对本实用新型进一步说明。
[0022]
实施例1:根据产品工艺,使用伺服液压缸5带动上轧辊7,调整上轧辊7与下轧辊8之间的辊缝,在电脑中设置电机1转速,变截面板簧各段长度及厚度。启动轧机,电机1通过联轴器2与联合减速机3相连,联合减速机3低速轴端再通过万向联轴器4带动上轧辊7与下轧辊8转动,将弹簧扁钢送入轧机,上轧辊7经伺服液压缸5带动连续动作,再经普通立辊轧
机修整宽度,最终轧制出变截面板簧。
[0023]
具体参见图1和图2所示,图中所示变截面直通多片轧机中,轧制机构包括轧机机架6、伺服液压缸5、上轧辊7和下轧辊8,轧机机架6包括左右两侧壁(或架),两侧壁对称位置分别设置有竖向滑槽17如图3,上轧辊7的两端通过升降轴承盒13匹配套装在对应竖向滑槽17内,在升降轴承盒13与竖向滑槽17之间设置有竖向导向结构。如图6中,上轧辊和下轧辊与竖向滑道之间配合安装关系可以看出,在竖向滑槽17侧面固定有轨道板20,在上轧辊两侧的升降轴承盒上分别固定有轴承盒滑动座22,每侧的轴承盒滑动座侧面分别设置有轨道槽21,各轨道槽匹配套装于对应的轨道板20侧面。轴承盒内含有冷却通道,向冷却通道内注入循环的冷却水,当各压辊工作时保持循环冷却水对相应轴承盒进行持续冷却,确保各压辊可靠运行。同时设置有驱动各压辊两端轴承盒沿竖向移动的调节机构。
[0024]
下轧辊8的两端分别通过固定轴承盒14匹配套装在对应竖向滑槽17内,一侧或两侧固定轴承盒14通过轴承盒固定座15固定在竖向滑槽17侧面。上轧辊7和下轧辊8的一端分别通过传动机构与驱动机构传动连接,即如图2中在上轧辊7和下轧辊8的一端分别连接相应万向联轴器4,两万向联轴器4分别与联合减速机3输出端相连,电机1通过联轴器2与联合减速机3输入端相连。
[0025]
在位于轧机机架6顶部安装有驱动所述升降轴承盒13同步升降运动的可控进退驱动装置,由控制系统根据变截面设置信息控制所述可控进退驱动装置对上轧辊推进或抬升。
[0026]
上轧辊和下轧辊的圆周侧面分别设置有环凸缘121和环凹槽122,且能相互嵌合在一起,嵌合后环凸缘121和环凹槽122存在配合间隙,形成封闭孔型12作为板簧轧制通道如图4和图5所示。
[0027]
可控进退驱动装置是在轧机机架6顶部固定安装伺服液压缸5,伺服液压缸5的伸缩端部固定有固定座16,固定座16两端下侧分别固定连接对应的升降轴承盒13。
[0028]
在位于轧机机架6左右两侧壁的一个侧面或两个侧面安装有前导料口18和/或后导料口19,如图2中,在导料口18和/或后导料口19上分别设置横移调节槽24,并在各横移调节槽上分别通过螺栓安装相应的前导卫装置23和后导卫装置,且可以左右调节;前后导卫装置包括中部下凹的导向槽,导向槽的槽口为锥形,用于板簧的引导。
[0029]
本实用新型上述方案工作过程中,主要针对原始材料钢坯(钢卷断料后成为多个20m长短钢坯),直接入炉轧制后利用余热连贯性的汽车板簧在线生产流程。将该设备与弹簧扁钢轧制线相连,成品架轧出的弹簧扁钢成品900℃-950℃,利用余热连续轧制多片(即20m长的连片)变截面板簧。启动电机1通过联合减速机3和万向联轴器4分别驱动上轧辊和下轧辊转动,通过输入设备(数字按键)向控制器或计算机输入设置参数(如变截面函数),将含余热的板簧轧制坯料通过前导料口18送入上轧辊7和下轧辊8之间的封闭孔型12内,控制伺服液压缸5带动上轧辊7按设置逐渐顶压推进和逐渐收缩抬升。板簧轧制坯料从前导卫装置23进入相应的封闭孔型,用于监测板簧轧制坯料进入时机的方式,可以在前导料口18的入口处安装接近传感器,或者在上轧辊或下轧辊连接位置间隙中安装压力传感器,如图7所示,控制器通过监测各传感器信号,判断板簧轧制坯料进入轧制通道。通过在上轧辊和下轧辊分别设置环凸缘121和环凹槽122所形成的封闭孔型轧制通道,还可以在位于板簧轧制通道后侧的立扎轧机用于对板簧两侧边修边(立扎不舍封闭孔型,立扎修边仅使汽车板簧
两侧立面有少量压缩量,如图8所示,封闭孔型25平扎后通过立扎修边26),能够对板簧坯料上下面和立面分别轧制塑形,确保轧制产品合格。
[0030]
实施例2:在实施例1基础上,还包括固定在轧机机架6一侧的辅架11,其上固定安装由卸辊装置9,卸辊装置的伸缩杆端部用于连接下轧辊一端的轴承盒固定座,或用于连接升降轴承盒13。所述辅架11上侧设置轨道并延伸至轧辊下方,所述下轧辊两端的固定轴承盒底部设置有与该轨道配合安装的滑动结构。
[0031]
在本实施例中,将轴承盒固定座15与轧机机架6脱离后(螺栓连接),利用卸辊装置9向外拉动轴承盒固定座15,从而下轧辊及两端固定轴承盒都脱离轧机机架的竖向滑槽17。伺服液压缸5带动上轧辊7向下移动后,位于其两端的轴承盒滑动座22的轨道槽21脱离轨道板20。将上轧辊7两端的升降轴承座13从固定座16卸下,在利用卸辊装置9拉出上轧辊7。从而通过卸辊装置9分别卸下下轧辊8和上轧辊7。更换另一组上轧辊和下轧辊时采用同样方式通过卸辊装置9分别安装上轧辊和下轧辊。
[0032]
实施例3:在实施例1基础上,可控进退驱动装置是在竖向滑道顶部或底部安装蜗轮蜗杆箱,与蜗轮轴连接的竖向提升杆的内端固定连接轴承盒部件,与蜗杆轴连接有伺服电机,伺服电机通过电机座固定在滚压支架一侧,蜗轮蜗杆啮合。
[0033]
实施例4:在实施例1基础上,可控进退驱动装置还可以是通过在竖向滑道顶部或底部安装伺服电机(或步进电机)由控制器控制各伺服电机转动进而驱动各轴承盒升降移动,例如通过螺杆转动带动螺母座升降移动。
[0034]
实施例5:在实施例1基础上,进一步又在前导卫装置23的前方左侧或右侧安装有横直的压头装置。例如设置辅架并在辅架上安装有可控液压缸,液压缸的伸缩端安装有斜面压头,与斜面压头正对热板簧坯料的另一侧有平面或斜面垫块,当该液压缸的斜面压头伸出后,将热板簧坯料顶压在平面或斜面垫块上,从而热板簧坯料形成了前端一侧或两侧具有倒角的锥面形状以便于进入对应的封闭孔型12内。以宽度为90mm热板簧坯料为例,封闭孔型12两侧壁为立面,两侧壁之间距离91mm,热板簧坯料进入封闭孔型12时可能存在难度,但通过本实施例压头装置对热板簧坯料的进入端稍微处理后,使其能够顺利进入对应的封闭孔型12内完成变截面轧制作业。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips