
 商标分类
商标分类  商标转让
商标转让 
一种改善高碳钢棒线材心部组织的电脉冲处理方法与流程
 2021-01-29 16:01:21|
2021-01-29 16:01:21| 334|
334| 起点商标网
起点商标网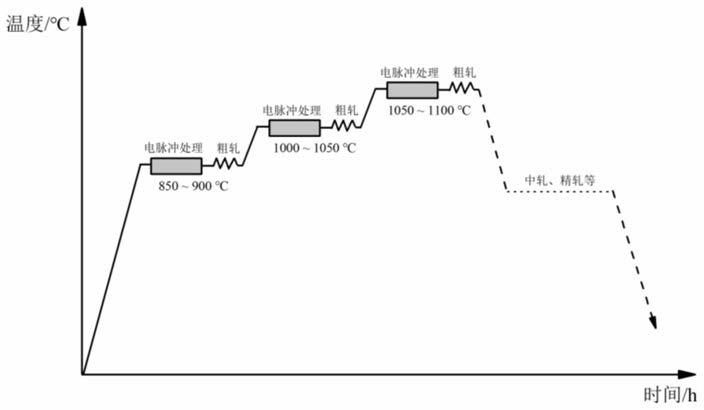
[0001]
本发明涉及一种通过电脉冲和粗轧相结合的处理工艺,提供了一种改善高碳钢棒线材心部组织的电脉冲处理方法,属于高线轧钢技术领域。
背景技术:
[0002]
我国是高碳钢棒线材生产大国,但和发达国家相比,我国的线材深加工比还比较低,不足30%。以swrh82b为代表的高碳钢热轧盘条主要用作生产预应力钢丝、高强度钢丝绳、高强度低松驰预应力钢绞线等,是金属制品中高强度、高韧性的主要钢种之一。广泛应用于公路、铁路、高层建筑、大跨度桥梁及水利设施等重要工程。高碳钢热轧盘条特点是高碳含量、高强度,并要求具有良好的强韧性配合。
[0003]
高碳类高级工业用线材的工艺需要采用拉拔加工,同时为进一步提高生产能力和降低成本,盘条拉拔道次会不断增加和盘条的规格也会不断增大,这要求盘条具有良好的均匀性和通条性,盘条的任何缺陷和质量问题都有可能导致盘条的断裂。高碳钢盘条的金相组织必须为索氏体,这种组织具有优良的拉拔性能。盘条规格的增大,导致盘条心部冷却能力不足,不利于索氏体的形成,对c偏析的敏感性极大,极易形成网状渗碳体而导致拔断。因而需要提高连铸坯的内部质量,从而提高高碳类高级工业用线材的工艺性能。
[0004]
目前,国内外改善高碳钢线材心部质量的方法一般分为两种:一是提高粗轧工艺;二是增加高温的保温时间。发明专利cn103846286a提出了一种改善高碳钢线材心部组织的粗轧方法,其特征在于从粗轧孔型、延伸系数、变形系数、坯料尺寸等工艺方面进行优化。发明专利cn108555022a公开一种提高轧制线材通条性能均匀性的方法,其特征在于通过控制吐丝温度及初始段辊道速度,确保相变发生在保温罩内部,且相变充分,即延长了高温保温时间。
[0005]
粗轧工艺前所进行的电脉冲处理,可以使钢中碳含量分布均匀,消除偏析,使钢中魏氏体的含量增多;另外,电脉冲处理还具有细化晶粒的效果。因此对于高碳钢棒线材心部组织质量和综合力学性能的提高,具有巨大的帮助。
技术实现要素:
[0006]
本发明的目的在于通过电脉冲和粗轧相结合的处理工艺,提供了一种改善高碳钢棒线材心部组织的电脉冲处理方法,从而达到改善高碳钢棒线材心部组织的异常问题,提高盘条的拉拔性能;适合钢厂通过增加盘条拉拔次数和增大盘条规格,以提高生产能力和降低成本的品种开发方向。
[0007]
本发明的关键点在于通过电脉冲和粗轧相结合的工艺优化,从加热温度、脉冲电压、脉冲频率、脉冲处理时间、粗轧形变系数等方面,提出改善棒线材心部组织的方法,实现消除线材心部异常组织的同时,提高了索氏体的含量和索氏体组织质量,有利于高线厂高碳钢线材综合力学性能和品种质量的提升。工艺步骤及工艺技术参数如下:
[0008]
1)方坯在加热炉中加热,加热温度为850-900℃,保温1.0-1.2h,方坯进行电脉冲
处理,电脉冲处理时间为300-360s,然后首次粗轧,轧制速度控制在0.20-0.25m/s,等效应变控制在0.3-0.35;
[0009]
2)方坯在加热炉中加热,加热温度为1000-1050℃,保温1.2-1.4h,方坯进行电脉冲处理,电脉冲处理时间为240-300s,然后粗轧,轧制速度控制在0.28-0.32m/s,等效应变控制在0.25-0.40;
[0010]
3)方坯在加热炉中加热,加热温度为1050-1100℃,保温1.4-1.6h,方坯进行电脉冲处理,电脉冲处理时间为120-180s,然后粗轧,轧制速度控制在0.28-0.32m/s,等效应变控制在0.45-0.65;
[0011]
4)进行电脉冲方法处理前,加热炉中的铸坯接近达到均热状态,即要求铸坯的心部和表面温差控制在20℃以内;
[0012]
然后对方坯进行中轧、预精轧、精轧和拉拔等工艺,最终制备成高质量的高碳钢棒线材。
[0013]
进一步地,在进行电脉冲处理过程中,电脉冲的频率为0.85-0.50hz,脉冲电压为2800-3200v。
[0014]
本发明电脉冲和粗轧次数不仅限于3次,可以少于3次,也可以多于3次。
[0015]
本发明的应用效果:本发明是通过电脉冲和粗轧相结合的处理工艺,获得了高索氏体率、高心部组织质量和高综合力学性能的高碳钢棒线材。与不添加电脉冲处理的生产工艺相比,有两个特点,一是电脉冲处理手段的应用,既增大了线材中的索氏体含量,又降低了线材心部异常组织的影响;二是电脉冲和粗轧相结合的处理工艺,适合高线厂线材的高拉拔次数和大规格盘条的生产,提高了生产能力和降低了生产成本。另外,该发明为解决高碳钢棒线材心部质量问题,提供一种新的思路和方法。
附图说明
[0016]
图1为改善高碳钢线材心部组织的部分生产工艺示意图。
[0017]
图2为经电脉冲处理后高碳钢线材最终成品的微观组织sem图。
具体实施方式
[0018]
下面结合具体实施例对本发明作进一步详细说明,但本发明的保护范围并不限于所述内容。
[0019]
实施例1
[0020]
本发明在实验室中开发线材为规则82b钢中得到应用,工艺过程如下:
[0021]
(a)方坯加热温度为900℃,保温1.2h,方坯进行电脉冲处理,电脉冲处理时间为300s,然后首次粗轧,轧制速度控制在0.22m/s,等效应变控制在0.30;
[0022]
(b)方坯在加热炉中加热,加热温度为1050℃,保温1.4h,方坯进行电脉冲处理,电脉冲处理时间为240s,然后粗轧,轧制速度控制在0.28m/s,等效应变控制在0.30;
[0023]
(c)方坯在加热炉中加热,加热温度为1100℃,保温1.6h,方坯进行电脉冲处理,电脉冲处理时间为180s,然后粗轧,轧制速度控制在0.32m/s,等效应变控制在0.45;
[0024]
(d)在进行电脉冲处理过程中,电脉冲的频率为0.85hz,脉冲电压为3000v;
[0025]
再进行中轧、预精轧、精轧和拉拔等工艺,最终制备高碳钢成品线材。与未进行电
脉冲处理的样品相对比,通过电脉冲处理,有效的解决了82b钢心部质量问题,没有出现心部疏松和心部偏析等问题,同时也细化了82b钢的心部组织,心部组织的晶粒度控制在9-10级,索氏体团等轴化达到95%以上,而未进行电脉冲处理的样品索氏体团等轴化为89%。
[0026]
实施例2
[0027]
本发明在实验室中开发线材为规则82b钢中得到应用,工艺过程如下:
[0028]
(a)方坯加热温度为900℃,保温1.4h,方坯进行电脉冲处理,脉冲频率为0.60hz,脉冲电压为3100v,脉冲处理时间为400s,然后首次粗轧,轧制速度控制在0.22m/s,等效应变控制在0.33;
[0029]
(b)方坯在加热炉中加热,加热温度为1050℃,保温1.6h,方坯进行电脉冲处理,脉冲频率为0.65hz,脉冲电压为3000v,电脉冲处理时间为300s,然后粗轧,轧制速度控制在0.28m/s,等效应变控制在0.33;
[0030]
(c)方坯在加热炉中加热,加热温度为1100℃,保温1.8h,方坯进行电脉冲处理,脉冲频率为0.70hz,脉冲电压为2800v,电脉冲处理时间为300s,然后粗轧,轧制速度控制在0.32m/s,等效应变控制在0.48;
[0031]
再进行中轧、预精轧、精轧和拉拔等工艺,最终制备高碳钢成品线材。与未进行电脉冲处理的样品相对比,通过电脉冲处理,心部组织的晶粒度控制在9-10级,索氏体团等轴化也达到95%以上,而未进行电脉冲处理的样品晶粒度在7-8级,索氏体团等轴化为90%。
[0032]
实施例3
[0033]
本发明在实验室中开发线材为φ10mm规则82a钢中得到应用,工艺过程如下:
[0034]
(a)方坯加热温度为900℃,保温1.2h,方坯进行电脉冲处理,脉冲频率为0.70hz,脉冲电压为2900v,脉冲处理时间为350s,然后首次粗轧,轧制速度控制在0.22m/s,等效应变控制在0.30;
[0035]
(b)方坯在加热炉中加热,加热温度为1050℃,保温1.0h,方坯进行电脉冲处理,脉冲频率为0.60hz,脉冲电压为3100v,电脉冲处理时间为280s,然后粗轧,轧制速度控制在0.28m/s,等效应变控制在0.33;
[0036]
(c)方坯在加热炉中加热,加热温度为1100℃,保温1.0h,方坯进行电脉冲处理,脉冲频率为0.75hz,脉冲电压为3200v,电脉冲处理时间为250s,然后粗轧,轧制速度控制在0.32m/s,等效应变控制在0.45;
[0037]
再进行中轧、预精轧、精轧和拉拔等工艺,最终制备高碳钢成品线材。与未进行电脉冲处理的样品相对比,通过电脉冲处理,没有出现心部疏松和心部偏析等问题,索氏体团等轴化也达到94%以上,而未进行电脉冲处理的样品心部存在网碳和疏松,心部存在网碳索氏体团等轴化为89%。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips