
 商标分类
商标分类  商标转让
商标转让 
一种超薄压电陶瓷的加工方法与流程
 2021-01-29 16:01:55|
2021-01-29 16:01:55| 152|
152| 起点商标网
起点商标网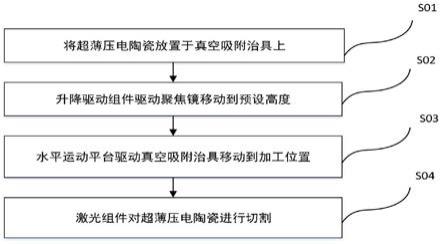
[0001]
本发明涉及压电陶瓷加工技术领域,具体涉及一种超薄压电陶瓷的加工方法。
背景技术:
[0002]
由机械力激起电介质晶体表面束缚电荷的效应为压电效应,压电陶瓷是一类具有压电效应的电子陶瓷材料,在压电振子、声音产生与检测设备、压电致动器以及换能器上得到广泛的应用。面对产品轻薄化和小型化的发展,小于等于0.1mm厚的超薄型压电陶瓷得到越来越多的应用。
[0003]
超薄型压电陶瓷脆性较大,传统数控中使用刀具和冷却液易导致裂纹和崩边的产生从而破坏产品,导致制程的废品率高,且冷却液的使用不环保。
技术实现要素:
[0004]
本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种超薄压电陶瓷的加工方法,加工效率快,良品率高,且更加环保。
[0005]
本发明解决其技术问题所采用的技术方案是:一种超薄压电陶瓷的加工方法,应用于压电陶瓷加工设备,所述加工设备包括水平运动平台、升降驱动组件、激光组件,所述水平运动平台上设置有真空吸附治具,所述激光组件包括聚焦镜,所述聚焦镜设置在所述升降驱动组件上,包括以下步骤:
[0006]
将所述超薄压电陶瓷放置于所述真空吸附治具上;
[0007]
所述升降驱动组件驱动聚焦镜移动到预设高度;
[0008]
所述水平运动平台驱动真空吸附治具移动到加工位置;
[0009]
所述激光组件对所述超薄压电陶瓷进行切割。
[0010]
本发明的更进一步优选方案是:所述加工设备还包括测高器和控制系统,所述升降驱动组件驱动聚焦镜移动到预设高度的步骤包括:所述测高器获取所述超薄压电陶瓷与所述测高器的距离,所述控制系统根据所述距离控制所述升降驱动组件驱动所述聚焦镜移动到所述预设高度。
[0011]
本发明的更进一步优选方案是:所述加工设备还包括ccd视觉定位组件,在所述测高器获取所述超薄压电陶瓷与所述测高器的距离,所述控制系统根据所述距离控制所述升降驱动组件驱动所述聚焦镜移动到所述预设高度这一步骤之后,还包括以下步骤:所述水平运动平台移动到所述ccd视觉定位组件正下方。
[0012]
本发明的更进一步优选方案是:在所述水平运动平台移动到所述ccd视觉定位组件正下方这一步骤后,还包括以下步骤:所述ccd视觉定位组件获取超薄压电陶瓷的圆心位置并根据所述圆心位置换算得到加工位置。
[0013]
本发明的更进一步优选方案是:所述水平运动平台驱动真空吸附治具移动到加工位置的步骤包括:所述控制系统控制所述运动平台移动到所述加工位置上。
[0014]
本发明的更进一步优选方案是:所述真空吸附治具表面平整度控制在0.02mm以
内。
[0015]
本发明的更进一步优选方案是:所述真空治具粘贴有铁氟龙胶带。
[0016]
本发明的更进一步优选方案是:激光组件的波长为532nm。
[0017]
本发明的更进一步优选方案是:所述ccd视觉定位组件的定位精度小于或等于5um。
[0018]
本发明第二方面提供一种超薄压电陶瓷的加工设备,包括水平运动平台、升降驱动组件、激光组件、测高器、控制系统和ccd视觉定位组件,所述激光组件包括聚焦镜,所述聚焦镜设置在升降驱动组件上,所述水平运动平台设置在升降驱动组件、激光组件、测高器和ccd视觉定位组件下方,所述控制系统与所述水平运动平台、升降驱动组件、激光组件、测高器和ccd视觉定位组件电连接。
[0019]
本发明的有益效果在于:通过激光组件对超薄压电陶瓷进行切割,避免了因使用刀具和冷却液从而导致产品产生裂纹和崩边,使得良品率更高,且更加环保,从而提高了加工效率。
附图说明
[0020]
下面将结合附图及实施例对本发明作进一步说明。
[0021]
图1是本发明的超薄压电陶瓷的加工方法的流程图;
[0022]
图2是压电陶瓷加工设备的结构示意图;
[0023]
图3是产品横截面结构示意图;
[0024]
图4是切割后成品示意图。
[0025]
附图标记如下:
[0026]
激光器1、扩束镜2、振镜3、聚焦镜4、升降驱动组件5、测高器6、水平运动平台7、控制系统8、ccd视觉定位组件9、黑色绝缘层10、镀银层11、压电陶瓷12、真空吸附治具13。
具体实施方式
[0027]
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
[0028]
现结合附图,对本发明的较佳实施例作详细说明。
[0029]
本发明提供了一种超薄压电陶瓷12的加工方法,如图1和图2所示,应用于压电陶瓷加工设备,加工设备包括水平运动平台7、升降驱动组件5、激光组件,水平运动平台7上设置有真空吸附治具13,激光组件包括聚焦镜4,聚焦镜4设置在升降驱动组件5上,包括以下步骤:
[0030]
s01:将超薄压电陶瓷放置于真空吸附治具上;
[0031]
s02:升降驱动组件驱动聚焦镜移动到预设高度;
[0032]
s03:水平运动平台驱动真空吸附治具移动到加工位置;
[0033]
s04:激光组件对超薄压电陶瓷进行切割。
[0034]
通过激光组件对超薄压电陶瓷进行切割,避免了因使用刀具和冷却液从而导致产
品产生裂纹和崩边,使得良品率更高,且更加环保,从而提高了加工效率。
[0035]
需要说明的是,水平运动平台7包括x轴驱动机构和y轴驱动机构,其中x轴驱动机构和y轴驱动机构可以为电机、气缸、丝杆滑块等传动机构。真空吸附治具13根据产品的形状设计,真空吸附治具13配备物料回收装置,以便于收集切割后的产品。其中,真空吸附治具13表面平整度在0.02mm以内,真空吸附治具13支撑部分需粘贴铁氟龙胶带,防止产品于金属碰刮伤导致裂纹的产生。
[0036]
由于产品为0.1mm后脆性材料,真空吸附力过大容易导致产品破裂,真空吸附力过小在切割过程中会发生位移,故真空吸附力应控制在合适范围之内。
[0037]
其中,如图2所示,升降驱动组件5可以为气缸、电缸、丝杆滑块等传动机构。激光组件包括激光器1、扩束镜2、x轴扫描振镜3、y轴扫描振镜3和聚焦镜4,聚焦镜4安装在升降驱动组件5上:x轴扫描振镜3和y轴扫描振镜3的镜面中心与激光器1和扩束镜2的光轴中心重合,聚焦镜4中心与x轴扫描振镜3和y轴扫描振镜3镜面中心重合。激光器1发出激光束,经扩束镜2放大准直后,激光束直接进入x轴扫描振镜3和y轴扫描振镜3,控制系统8控制升降驱动组件5带动扫描聚焦镜4在z轴方向上、下移动,调节激光聚焦点在z轴方向的位置,使得聚焦镜4移动到预设高度。当然,可以理解的是,在其他实施例中,激光组件也可以为其他结构,只要能够调节聚焦镜4的焦点在z轴方向的位置即可。
[0038]
在本实施例中,加工设备还包括测高器6和控制系统8,所述升降驱动组件5驱动聚焦镜4移动到预设高度的步骤包括:测高器获取超薄压电陶瓷与测高器的距离,控制系统根据距离控制升降驱动组件驱动聚焦镜移动到预设高度。
[0039]
其中测高器6为可以为距离传感器,当距离传感器检测到超薄压电陶瓷12与距离传感器的距离时,就发送信号给控制系统8,控制系统8根据接收到的信号控制升降驱动组件5驱动,使得聚焦镜4能够移动到预设的高度。
[0040]
在本实施例中,加工设备还包括ccd视觉定位组件9,在测高器6获取超薄压电陶瓷12与测高器6的距离,控制系统8根据距离控制升降驱动组件5驱动聚焦镜4移动到预设高度这一步骤之后,还包括以下步骤:水平运动平台移动到ccd视觉定位组件正下方。
[0041]
在水平运动平台7移动到ccd视觉定位组件9正下方这一步骤后,还包括以下步骤:ccd视觉定位组件获取超薄压电陶瓷的圆心位置并根据圆心位置换算得到加工位置。
[0042]
所述水平运动平台7驱动真空吸附治具13移动到加工位置的步骤包括:所述控制系统控制所述运动平台移动到所述加工位置上。
[0043]
具体的,ccd视觉定位组件9包括ccd摄像头、ccd测量分析模块,ccd摄像头实行对产品进行拍照,ccd测量分析模块通过黑白分析原理拾取产品轮廓物象,根据轮廓测量出其圆心在ccd图像中的坐标值,并将此坐标值传送给控制系统8。控制系统8通过接收ccd测量分析模块传回来的图像坐标,自动计算出产品坐标系相对于机床坐标系的坐标,然后确认加工位置,控制系统8控制水平运动平台7移动到加工位置上,激光组件对产品进行切割。当然,在其他实施例中,ccd视觉定位组件9也可以为其他结构,只要能通过确认产品圆心并且最终换算出加工坐标确认加工位置即可。
[0044]
在本实施例中,激光组件中的超快激光器1波长为532nm,其脉宽为皮秒级别,待切割产品为复合多层脆性材料,如图3所示,由黑色绝缘层10、镀银层11和压电陶瓷12层组成。金属银对短波长激光吸收率很高,故使用355nm紫外线激光切割时容易导致出光面的镀银
层11发黑。金属银对长波长激光如1064nm红外激光几乎全反射,难以进行切割,故选用波长532nm激光进行切割加工。超快激光器1由于其脉宽窄,激光与材料的相互作用时间很短,离子将能量传递到周围材料之前就已经从材料表面被烧灼掉,降低了激光对材料的热冲击,有效提高加工精度和加工质量。切割路径往复进行,有利于提升切割效率。双线切割路径的间距根据光斑大小决定,两条线条之间的重叠率为50%。
[0045]
在本实施例中,可以采用两个十字标记进行定位,旁轴ccd视觉定位组件9的定位精度小于等于5um。
[0046]
在本实施例中,图4为切割后成品示意图。超快激光切割超薄压电陶瓷12产品的镭射参数如下表1所示。
[0047][0048]
表1
[0049]
在本实施例中,激光镭射加工采用的高精度高速多轴振镜3重复精度为
±
2um,可满足超薄压电陶瓷12产品尺寸的要求,超快激光焦点处脉宽窄,其热影响区域小于等于10um,因此超快激光镭射加工后边缘无毛刺、镀银层11和压电陶瓷12无发黑等颜色变化现象。
[0050]
如图2所示,本实施例第二方面提供了一种超薄压电陶瓷的加工设备,包括水平运动平台7、升降驱动组件5、激光组件、测高器6、控制系统8和ccd视觉定位组件9,所述激光组件包括聚焦镜4,所述聚焦镜4设置在升降驱动组件5上,所述水平运动平台设置在升降驱动组件5、激光组件、测高器6和ccd视觉定位组件9下方,所述控制系统8与所述水平运动平台7、升降驱动组件5、激光组件、测高器6和ccd视觉定位组件9电连接。
[0051]
通过激光组件对超薄压电陶瓷12进行切割,避免了因使用刀具和冷却液从而导致产品产生裂纹和崩边,使得良品率更高,且更加环保,从而提高了加工效率。
[0052]
应当理解的是,以上实施例仅用以说明本发明的技术方案,而非对其限制,对本领域技术人员来说,可以对上述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而所有这些修改和替换,都应属于本发明所附权利要求的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 压电陶瓷

 热门咨询
热门咨询




tips