
 商标分类
商标分类  商标转让
商标转让 
不锈钢丝网管件点焊自动夹持装置的制作方法
 2021-01-29 16:01:51|
2021-01-29 16:01:51| 241|
241| 起点商标网
起点商标网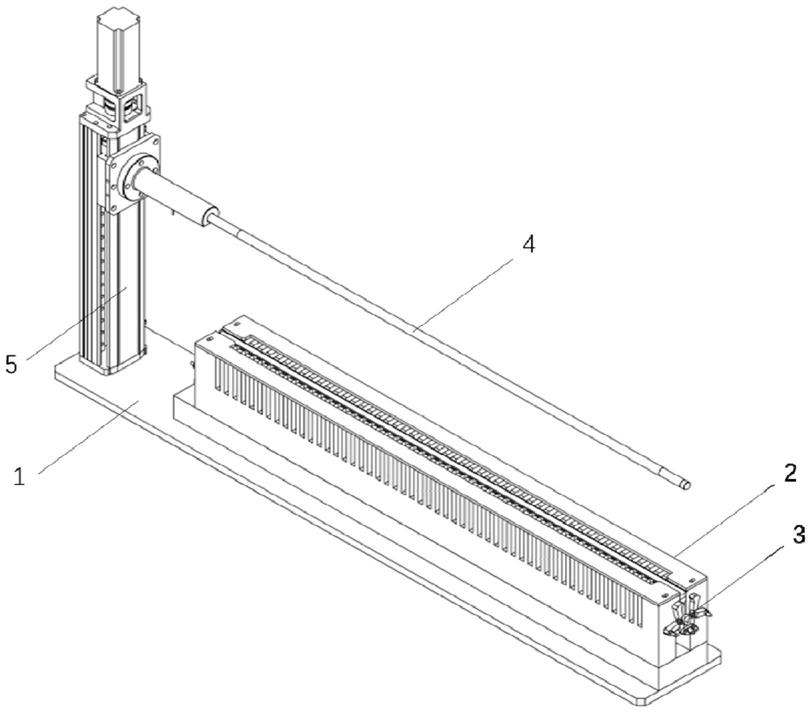
[0001]
本发明涉及金属材料焊接夹具技术领域,特别是涉及不锈钢丝网管件点焊自动夹持装置。
背景技术:
[0002]
不锈钢丝网常常被用于酸、碱环境条件下筛分和过滤以及屏蔽、散热等多种场合,将其制成管件可以适用于圆柱型空间的应用。由于不锈钢丝网材料相对于金属板料较为轻薄、柔软,目前不锈钢丝网管件的制造的模式多为利用简易夹具手工卷绕后,通过手工焊接的方式来完成,这样不仅生产效率低下,管件的成形及焊接质量也得不到很好保证。针对一些特殊用途,如污水过滤网及热管吸液内芯等,不同目数及厚度的不锈钢丝网会叠层后制成丝网管件,管件长度较长,在目前制造方式下制造更加困难,质量更加难于保证。
技术实现要素:
[0003]
针对现有技术中的上述问题,本发明提供的不锈钢丝网管件点焊自动夹持装置解决了现有技术中不锈钢丝网制成丝网管件的效率低和质量差的问题。
[0004]
为了达到上述发明目的,本发明采用的技术方案如下:
[0005]
不锈钢丝网管件点焊自动夹持装置,其包括安装底板以及置于安装底板上的成形装置和垂直运动装置,成形装置内设置有夹持装置,垂直运动装置上设置有焊接芯轴装置;
[0006]
成形装置包括设置于安装底板上的底板,底板上固定设置有两块相对的成形块,两个成形块之间有缝隙,两个成形块之间设置有支撑装置;支撑装置的顶部用于支撑不锈钢丝网,支撑装置的底部与底板连接;
[0007]
夹持装置设置于两个成形块之间,夹持装置包括多个夹持模块、夹持复位模块、连接轴销和多根铰链连接轴;
[0008]
每个夹持模块均包括驱动杆,驱动杆两端分别铰接有传力杆,两个传力杆上分别铰接有一个夹持手指,两个夹持手指均为呈l型,两个夹持手指镜像对称设置,夹持手指的拐点处与传力杆铰接,夹持手指的顶部一端为夹持部,另一端上均设置有安装孔;
[0009]
多根铰链连接轴分别穿过多个夹持模块上的驱动杆与传力杆的铰接处和夹持手指上的安装孔,将多个夹持模块连成一个整体;支撑装置位于整体的夹持模块的之间;
[0010]
夹持复位模块设置于成形装置的端部,夹持复位模块包括设固定置于底板上的底座,底座上设置有导柱,导柱上设置有复位滑块,复位滑块顶部设置有带有触头的上横梁;复位滑块与底座之间设置有复位弹簧;复位滑块通过连接轴销与最外侧的夹持模块上的驱动杆中部铰接;
[0011]
焊接芯轴装置包括安装法兰,安装法兰的一端与垂直运动装置固定连接,另一端上设置有一根用于焊接不锈钢丝网管件的电极棒;垂直运动装置用于带动焊接芯轴装置上下直线运动;安装法兰与触头接触。
[0012]
在制作焊接不锈钢丝网管件时,垂直运动装置带动焊接芯轴装置使预先摆放在成
形装置顶部的不锈钢丝网在成形装置内完成下半圆柱面成形,夹持装置中的多个夹持模块夹紧,实现对不锈钢丝网上半圆柱面的成形并夹紧待焊管件,焊接芯轴装置完成对不锈钢丝网管件的搭接处进行焊接,焊接完成后,焊接芯轴装置在垂直运动装置的作用下上行,夹持装置中的夹持模块张开,不锈钢丝网管件脱离成形装置;完成对不锈钢丝网管件的制作。
[0013]
进一步地,每个所述夹持模块上的两个夹持手指长度不同,其中一个为长夹持手指,另一个为短夹持手指。两个夹持手指长度不同的设置,可以使不锈钢丝网卷绕的角度不同,不锈钢丝网夹紧状态时,保证不锈钢丝网上圆柱面的待焊接处配料搭接整齐,保证了不锈钢丝网管件的搭接处连接牢固,提升了不锈钢丝网管件的焊接质量。
[0014]
进一步地,作为支撑装置的一种具体实施方式,支撑装置包括推件块,推件块底部设置有多个弹簧,推件块通过多个弹簧与底板连接,推件块与底板之间设置有多个导向柱;推件块顶部设置有橡胶板,橡胶板顶面为圆弧曲面;推件块和橡胶板的长度与成形块的长度相匹配。橡胶板顶面用于为不锈钢丝网管件下圆柱面成形。
[0015]
进一步地,焊接芯轴装置还包括空心芯轴、电极固定柱和端盖;空心芯轴为两端具有开口的中空筒状结构,空心芯轴的一端与安装法兰固定连接,空心芯轴的顶部开设有一个缺口;电极棒和电极固定柱均设置于空心芯轴内,电极棒的圆弧外表面通过缺口露出,电极棒的外圆弧线与空心芯轴的外圆弧线相切;电极固定柱与电极棒紧密接触;端盖固定设置于空心芯轴的另一端端口内。电极棒用于焊接不锈钢丝网管件上圆柱面的搭接处;下压的空心芯轴与橡胶板接触,用于成形不锈钢丝网管件下圆柱面;电极固定柱用于固定电极棒在空心芯轴内的位置,确保电极棒外圆面漏出空心芯轴上的缺口,漏出缺口的电极棒部分用于对不锈钢丝网上半圆柱面搭接处进行焊接。
[0016]
进一步地,空心芯轴、电极固定柱和端盖的材料均为绝缘材料。
[0017]
进一步地,电极棒的材料为纯铜,纯铜材料的电极棒导电性能良好,可以提升不锈钢丝网管件的焊接质量;安装法兰的材料为铝合金或者结构钢,可以保证安装法兰的强度,提高安装法兰的使用寿命。
[0018]
进一步地,作为垂直运动装置的一种具体的实施方式,垂直运动装置包括固定设置于安装底板上的基座,基座上设置有竖直的直线导轨以及在直线导轨内上下滑动的滑块;基座内还设置有与滑块螺纹的传动丝杠;传动丝杠一端设置有电机,电机通过联轴器与传动丝杆连接;滑块上设置有用于与安装法兰固定连接的安装板。
[0019]
进一步地,垂直运动装置还包括控制器,电机与控制器连接;直线轨道的上下极限位置处分别设置有光电开关,两个光电开关均通过控制器与电机连接;滑块的侧面上设置有用于遮挡光电开关的遮挡触片。光电开关和遮挡触片的设置,遮挡触片遮挡光电开关时,控制器控制电机停止工作,防止滑块超程造成垂直运动装置的损坏,从而达到保护垂直运动装置的目的。
[0020]
本发明的有益效果为:本发明通过成形装置将丝网坯料精确定位并使其成形有利于提高材料成形精度;采用多个夹持模块组成的夹持装置,夹持力分布均匀,可以提高取放件的效率,缩短夹持及焊接辅助时间,提高生产效率;从结构上讲,本方案结构简单、紧凑,动作简洁,而且制作方便,成本低廉。
附图说明
[0021]
图1为不锈钢丝网管件点焊自动夹持装置初始状态的结构示意图。
[0022]
图2为不锈钢丝网管件点焊自动夹持装置夹紧工件时的结构示意图。
[0023]
图3为成形装置的结构示意图。
[0024]
图4为夹持装置张开状态的结构示意图。
[0025]
图5为夹持装置闭合状态的结构示意图。
[0026]
图6为夹持模块的结构示意图。
[0027]
图7为复位模块的结构示意图。
[0028]
图8为焊接芯轴装置的立体结构示意图。
[0029]
图9为垂直运动装置的立体结构示意图。
[0030]
图10为垂直运动装置的爆炸图的结构示意图。
[0031]
其中,1、安装底板;2、成形装置;21、底板;22、弹簧;23、推件块;24、橡胶板;25、导向柱;26、成形块;3、夹持装置;31、夹持模块;311、驱动杆;312、传力杆;313、夹持手指;32、铰链连接轴;33、连接轴销;34、夹持复位模块;341、触头;342、复位滑块;343、导柱;344、底座;345、复位弹簧;346、上横梁;4、焊接芯轴装置;41、安装法兰;42、空心芯轴;43、电极固定柱;44、电极棒;45、端盖;5、垂直运动装置;51、基座;52、导轨;53、滑块;54、传动丝杠;55、电机;56、安装板;57、光电开关;58、遮挡触片。
具体实施方式
[0032]
下面对本发明的具体实施方式进行描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
[0033]
如图1~9所示,本发明提供的不锈钢丝网管件点焊自动夹持装置,其包括安装底板1以及置于安装底板1上的成形装置2和垂直运动装置5,成形装置2内设置有夹持装置3,垂直运动装置5上设置有焊接芯轴装置4;
[0034]
如图1、图9和图10所示,垂直运动装置5包括固定设置于安装底板1上的基座51,基座51上设置有竖直的直线导轨52以及在直线导轨52内上下滑动的滑块53;基座51内还设置有与滑块53螺纹的传动丝杠54;传动丝杠54一端设置有电机55,电机55通过联轴器与传动丝杆连接;启动电机55,电机55驱动传动丝杠54旋转,旋转的丝杆带动滑块53沿直线导轨52上下运动,比如说电机55顺时针转动,滑块53向下运动,电机55逆时针转动,滑块53向上运动,滑块53上设置有用于与焊接芯轴装置4固定连接的安装板56,进而带动焊接芯轴装置4上下直线运动;
[0035]
垂直运动装置5还包括控制器,电机55与控制器连接;直线轨道的上下极限位置处分别设置有光电开关57,两个光电开关57均通过控制器与电机55连接;滑块53的侧面上设置有用于遮挡光电开关57的遮挡触片58。当遮挡触片58遮挡光电开关57时,控制器控制电机55停止工作,防止滑块53超程造成垂直运动装置5的损坏,从而达到保护垂直运动装置5的目的。
[0036]
如图1和图8所示焊接芯轴装置4包括安装法兰41、电极棒44、空心芯轴42、电极固
定柱43和端盖45;空心芯轴42、电极固定柱43、和端盖45的材料均为绝缘材料。电极棒44的材料为纯铜,纯铜材料的电极棒44导电性能良好,可以提升不锈钢丝网管件的焊接质量;安装法兰41的材料为铝合金或者结构钢,可以保证安装法兰41的强度,提高安装法兰41的使用寿命。焊接芯轴装置4通过安装法兰41与安装板56固定连接;
[0037]
空心芯轴42为两端具有开口的中空筒状结构,空心芯轴42的一端与安装法兰41固定连接,空心芯轴42的顶部开设有一个缺口;电极棒44和电极固定柱43均设置于空心芯轴42内,电极棒44的圆弧外表面通过缺口露出,电极棒44的外圆弧线与空心芯轴42的外圆弧线相切;电极固定柱43与电极棒44紧密接触;端盖45固定设置于空心芯轴42的另一端端口内。电极棒44用于焊接不锈钢丝网管件上圆柱面的搭接处;下压的空心芯轴42用于成形不锈钢丝网管件下圆柱面;电极固定柱43用于固定电极棒44在空心芯轴42内的位置,确保电极棒44外圆面漏出空心芯轴42上的缺口,漏出缺口的电极棒44部分用于对不锈钢丝网上半圆柱面搭接处进行焊接。
[0038]
如图1和图3所示,成形装置2包括设置于安装底板1上的底板21,底板21上固定设置有两块相对的成形块26,两个成形块26之间有缝隙,两个成形块26之间设置有支撑装置;支撑装置的顶部用于支撑不锈钢丝网,支撑装置的底部与底板21连接;
[0039]
作为支撑装置的一种具体实施方式,支撑装置包括推件块23,推件块23底部设置有多个弹簧22,推件块23通过多个弹簧22与底板21连接,推件块23与底板21之间设置有多个导向柱25;推件块23顶部设置有橡胶板24,橡胶板24顶面为圆弧曲面;推件块23和橡胶板24的长度与成形块26的长度相匹配。橡胶板24顶面用于为不锈钢丝网管件下圆柱面成形。
[0040]
如图4~7所示,夹持装置3设置于两个成形块26之间,夹持装置3包括多个夹持模块31、夹持复位模块34、连接轴销33和多根铰链连接轴32;
[0041]
如图6所示,每个夹持模块31均包括驱动杆311,驱动杆311两端分别铰接有传力杆312,两个传力杆312上分别铰接有一个夹持手指313,两个夹持手指313均为呈l型,两个夹持手指313镜像对称设置,夹持手指313的拐点处与传力杆312铰接,夹持手指313的顶部一端为夹持部,另一端上均设置有安装孔;
[0042]
如图4和图5所示,多根铰链连接轴32分别穿过多个夹持模块31上的驱动杆311与传力杆312的铰接处和夹持手指313上的安装孔,将多个夹持模块31连成一个整体;支撑装置位于整体的夹持模块31的之间;每个所述夹持模块31上的两个夹持手指313长度不同,其中一个为长夹持手指313,另一个为短夹持手指313。两个夹持手指313长度不同的设置,可以使不锈钢丝网卷绕的角度不同,不锈钢丝网夹紧状态时,保证不锈钢丝网上圆柱面的待焊接处配料搭接整齐,保证了不锈钢丝网管件的搭接处连接牢固,提升了不锈钢丝网管件的焊接质量。
[0043]
如图7所示,夹持复位模块34设置于成形装置2的端部,夹持复位模块34包括设固定置于底板21上的底座344,底座344上设置有导柱343,导柱343上设置有复位滑块342,复位滑块342顶部设置有带有触头341的上横梁346;复位滑块342与底座344之间设置有复位弹簧345;复位滑块342通过连接轴销33与最外侧的夹持模块31上的驱动杆311中部铰接。
[0044]
本装置在制作不锈钢丝网管件的过程为:首先将预先下料的不锈钢单层或多层丝网放置于两个成形块26顶部,然后启动垂直运动装置5上的电机55,电机55顺时针转动,带动焊接芯轴装置4向下直线运动,焊接芯轴装置4向下运动过程中,焊接芯轴装置4上的空心
芯轴42将两个成形块26顶部的不锈钢丝网压入成形装置2内,使不锈钢丝网压与橡胶板24顶面紧密接触,空心芯轴42继续向下运动,不锈钢丝网逐渐成形并通过推件块23压紧弹簧22;
[0045]
同时,焊接芯轴装置4向下运动的过程中,焊接芯轴装置4上的安装法兰41与夹持装置3中的复位模块接触,安装法兰41接触并下压触头341,压力传递至复位滑块342,使复位滑块342向下运动,复位滑块342通过连接轴销33推动驱动杆311同时下行,驱动杆311拉动夹紧模块传力杆312驱动夹持手指313绕轴旋转,抓紧并成形不锈钢丝网管件上圆柱面,不锈钢丝网管件的两端搭接在空心芯轴42外圆上;焊接芯轴装置4上的电极棒44通电,完成对不锈钢丝网管件的两端搭接处的焊接工作;焊接完成后,垂直运动装置5上的电机55逆时针转动,驱动焊接芯轴装置4上行,推件块23在弹簧22回复力作用下,随焊接芯轴装置4一起上行将管件推出至成形块26上表面,自动完成不锈钢丝网管件的制作。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips