
 商标分类
商标分类  商标转让
商标转让 
特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法及设备与流程
 2021-01-29 16:01:27|
2021-01-29 16:01:27| 241|
241| 起点商标网
起点商标网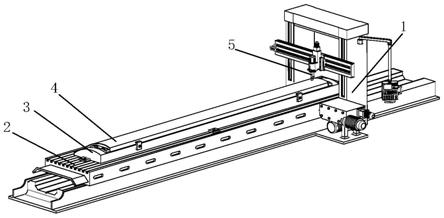
[0001]
本发明属于水环式真空泵技术领域,特别涉及一种特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法及设备。
背景技术:
[0002]
水环真空泵内部装有固定叶片且偏心布置的叶轮,叶轮通过旋转将机械能转化为水的动能形成旋转的水环,不可压缩的旋转水环与偏心布置的叶轮形成容积变化的气室,产生压力的变化达到抽吸真空的目的。由于水环真空泵因其所具有的气体等温压缩优点,作为一种输送气体的流体机械,被广泛的应用于煤矿瓦斯抽采系统中。
[0003]
随着煤层开采的深度不断加深、煤层瓦斯含量增加、瓦斯抽采管网的长度不断加长以及复杂管网造成的负压损失等问题的产生,传统的单台小型水环真空泵或者并联多台小型水环真空泵抽采方式已经不能满足抽采达标需求,亟待研制能够提供大抽气量、高负压、低能耗的特大型水环真空泵。
[0004]
叶轮作为水环真空泵中产生水环并与旋转水环形成变容积气室的旋转部件,其性能好坏直接决定水环真空泵的性能;叶轮中最关键的零部件是叶片。传统的水环真空泵体积小,叶片面积小,多采用直线型线叶轮叶片;如果特大型水环真空泵也使用直线型线叶轮叶片,会产生叶轮运动效率低、水环真空泵能耗高的问题。由于叶片面积过大,材料的强度也会因不能满足工作条件导致叶片弯曲甚至折断,造成严重的经济损失甚至人员伤亡。为了保证特大型水环真空泵安全高效运行,设计了前弯复杂样条型线变厚叶片,但是大型复杂线型变厚叶片的加工仍是无法解决的技术难题。
技术实现要素:
[0005]
针对大型薄壁复杂样条型线变厚度叶片精确高效加工的国际一重大难题,提出了特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法及设备,首创了“刨削+抛光”叶片复合加工方法。
[0006]
为实现上述目的,本发明采取以下的技术方案:
[0007]
一种特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法,其特征在于采用以下步骤:
[0008]
1)将凸面定位夹具放置于机床工作台的合适位置,将四组装夹块放置于凸面定位夹具四周,凸面定位夹具通过螺栓和机床工作台连接,拧紧夹紧螺母固定装夹块,完成凸面定位夹具在机床工作台上的装夹;
[0009]
2)将异形叶片毛坯装夹在叶片凸面定位夹具上,叶片通过凸面定位夹具侧面的叶片定位凸台实现一侧的定位,后安装叶片凸面挡块,首先拧紧叶片凸面挡块上的夹紧螺母,固定叶片凸面挡块于凸面定位夹具上,后调整另一侧叶片凸面挡块位置并拧紧夹紧螺母,最后安装叶片凸面夹紧块,拧紧夹紧螺母,完成异形叶片毛坯在叶片凸面定位夹具上的装
夹;
[0010]
3)编写加工数控程序并写入龙门数控刨床,采用圆形刨刀加工出异形叶片毛坯的薄壁复杂样条型线变厚度叶片凸面,不更改异形叶片毛坯的工装,更换圆形刨刀为抛光轮对异形叶片毛坯进行抛光处理;
[0011]
4)将凸面复合加工完成的异形叶片毛坯从叶片凸面定位夹具上拆下,利用叶片凹面定位夹具对异形叶片毛坯进行装夹,首先将叶片凹面定位夹具装夹于机床工作台上,叶片通过凹面定位夹具侧面的叶片定位凸台实现一侧的定位,后安装叶片凹面挡块,首先拧紧叶片凹面挡块上的夹紧螺母,固定叶片凹面挡块于凹面定位夹具上,后调整另一侧叶片凹面挡块位置并拧紧夹紧螺母,最后安装叶片凹面夹紧块,拧紧夹紧螺母,完成异形叶片毛坯在叶片凹面定位夹具上的装夹;
[0012]
5)编写加工数控程序并写入龙门数控刨床,采用圆形刨刀加工出异形叶片毛坯的薄壁复杂样条型线变厚度叶片凹面,不更改异形叶片毛坯的工装,更换圆形刨刀为抛光轮对异形叶片毛坯进行抛光处理,完成异形叶片毛坯刨削与抛光复合加工步骤,通过激光切割机对加工完成的异形叶片毛坯进行切割,得到若干个异形叶片。
[0013]
所述的一种特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法,步骤3)与步骤5)中异形叶片毛坯的刨削加工方式为数控龙门刨床控制的双向刨削,刀具轨迹为“s”型,数控系统中的程序控制刀架上的电机,使圆形刨刀旋转180度,实现刀具换向。异形叶片毛坯为先刨削后紧随抛光的复合加工方法。
[0014]
所述的一种实现特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法的设备,包括数控龙门刨床、机床工作台、叶片凸面定位夹具、异形叶片毛坯、圆形刨刀、抛光轮和叶片凹面定位夹具;异形叶片毛坯通过夹具上的定位夹紧装置装夹于叶片凸面定位夹具、叶片凹面定位夹具;叶片凸面定位夹具和叶片凹面定位夹具固定于机床工作台上;圆形刨刀、抛光轮均固定于数控龙门机床上;异形叶片毛坯长8-12米。
[0015]
所述的一种实现特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法的设备,叶片凸面定位夹具上的定位夹紧装置包括凸面定位夹具、装夹块、叶片凸面挡块和叶片凸面夹紧块;叶片凹面定位夹具上的定位夹紧装置包括凹面定位夹具、装夹块、叶片凹面挡和叶片凹面夹紧块。
[0016]
所述的一种实现特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法的设备,凸面定位夹具和凹面定位夹具均具有与异形叶片毛坯形状轮廓一致的定位台且侧面均具有叶片侧面定位凸台;装夹块通过螺栓和夹紧螺母与机床工作台连接,凸面定位夹具和凹面定位夹具四周安装有装夹块,并通过装夹块固定于机床工作台上;叶片凸面挡块、叶片凸面夹紧块、叶片凹面挡块和叶片凹面夹紧块通过螺栓和夹紧螺母与叶片凸面定位夹具和叶片凹面定位夹具连接。
[0017]
所述的一种实现特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法的设备,异形叶片毛坯通过凸面定位夹具、叶片凸面挡块和叶片凸面夹紧块装夹于凸面定位夹具上;凸面定位夹具侧面的叶片定位凸台、叶片凸面挡块和叶片凸面夹紧块起异形叶片毛坯的定位作用,定位后通过叶片凸面挡块和叶片凸面夹紧块上的夹紧螺母和螺栓进行夹紧。
[0018]
所述的一种实现特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工
方法的设备,异形叶片毛坯通过凹面定位夹具、叶片凹面挡块和叶片凹面夹紧块装夹于凹面定位夹具上;凹面定位夹具侧面的叶片定位凸台、叶片凹面挡块和叶片凹面夹紧块起异形叶片毛坯的定位作用,定位后通过叶片凹面挡块和叶片凹面夹紧块上的夹紧螺母和螺栓进行夹紧。所述的一种实现特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法的设备,叶片凸面挡块、叶片凸面横向定位夹块、叶片凹面挡块和叶片凹面夹紧块上具有铣出的直槽口;直槽口便于夹紧螺母和螺栓在凸面定位夹具和凹面定位夹具上的移动和异形叶片毛坯的装夹。
[0019]
所述的一种实现特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法的设备,圆形刨刀是由圆形刨刀刀片、内六角螺栓和圆形刨刀刀柄组成;圆形刨刀刀片通过内六角螺栓固定在圆形刨刀刀柄上;圆形刨刀刀片工作部分为与异形叶片毛坯接触的短弧部位,该短弧部位磨损后,可调节内六角螺栓,旋转圆形刨刀刀片,利用圆形刨刀刀片上未磨损的部位进行刨削加工。
[0020]
本发明的特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法及设备具有以下优点和效果:
[0021]
1)本发明通过数控“刨削与抛光”复合加工方法对异形叶片毛坯进行复合加工,解决了传统方法不能精确高效加工大型薄壁复杂样条型线变厚度叶片的加工难题。
[0022]
2)本发明的异形叶片毛坯的刨削加工方式为双向刨削,提高了叶片表面加工质量。
[0023]
3)本发明的叶片凸面定位夹具和叶片凹面定位夹具上均开有与异形叶片毛坯形状轮廓一致的定位台,实现异形叶片毛坯在叶片凸面定位夹具和叶片凹面定位夹具上的精度定位;叶片凸面定位夹具和叶片凹面定位夹具上的定位夹紧装置包括凸面定位夹具、凹面定位夹具、叶片凸面挡块、叶片凸面夹紧块、叶片凹面挡块和叶片凹面夹紧块,不仅提高装夹精度,而且能够有效的提高异形叶片毛坯的加工质量。
[0024]
4)本发明中圆形刨刀刀片通过内六角螺栓固定于圆形刨刀刀柄上,工作部分为圆形刨刀刀片与异形叶片毛坯接触的短弧部位,该部位磨损后,可调节内六角螺栓,调整圆形刨刀刀片磨损部位位置,旋转圆形刨刀刀片,利用圆形刨刀刀片上未磨损部位进行加工,以提高加工精度和加工效率。
附图说明
[0025]
图1为本发明的叶轮叶片凸面刨削加工原理示意图;
[0026]
图2为本发明的叶轮叶片凸面抛光加工原理示意图;
[0027]
图3为本发明的叶片凸面定位夹具结构示意图;
[0028]
图4为本发明的叶轮叶片凹面刨削加工原理示意图;
[0029]
图5为本发明的叶轮叶片凹面抛光加工原理示意图;
[0030]
图6为本发明的叶片凹面定位夹具结构示意图;
[0031]
图7为本发明的异形叶片毛坯经激光切割得到的多个异形叶片示意图;
[0032]
图8为本发明的圆形刨刀结构示意图。
[0033]
其中:1-数控龙门刨床,2-机床工作台,3-叶片凸面定位夹具,301-凸面定位夹具,302-1、302-2、302-3、302-4、302-5、302-6、302-7、302-8-装夹块,303-1、303-2-叶片凸面挡
块,304-1、304-2-叶片凸面夹紧块,4-异形叶片毛坯,5-圆形刨刀,501-圆形刨刀刀片,502-内六角螺栓,503-圆形刨刀刀柄,6-抛光轮,7-叶片凹面定位夹具,701-凹面定位夹具,702-1、702-2-叶片凹面挡块,703-1、703-2-叶片凹面夹紧块,8-异形叶片。
具体实施方式
[0034]
下面结合附图对本发明的具体实施方式做进一步说明。
[0035]
如图1所示,本发明的叶轮叶片凸面刨削加工原理示意图,叶片凸面定位夹具3固定于机床工作台2上,异形叶片毛坯4装夹于叶片凸面定位夹具3上,叶片凸面定位夹具3上具有与异形叶片毛坯4形状轮廓一致的定位凸台且侧面均具有铣出的叶片定位凸台,利用叶片凸面定位夹具3对异形叶片毛坯4进行装夹;将数控程序写入龙门数控刨床1,采用刨床上的圆形刨刀5加工出薄壁复杂样条型线变厚度叶片凸面。
[0036]
如图2所示,本发明的叶轮叶片凸面抛光原理示意图,不更改异形叶片毛坯4的工装,更换圆形刨刀5为抛光轮6对异形叶片毛坯4进行抛光处理。
[0037]
如图3所示,本发明的叶片凸面定位夹具3结构示意图,叶片凸面定位夹具3上的定位夹紧装置包括凸面定位夹具301、装夹块302-1、302-2、302-3、302-4、叶片凸面挡块303-1、303-2、叶片凸面夹紧块304-1、304-2;叶片凸面挡块303和叶片凸面横向定位夹块304上具有铣出的直槽口;直槽口便于夹紧螺母和螺栓在凸面定位夹具301的移动和异形叶片毛坯4的装夹;凸面定位夹具301具有与异形叶片毛坯4形状轮廓一致的定位台且侧面具有铣出的叶片定位凸台,凸面定位夹具301上开有螺纹孔,螺栓安装固定在凸面定位夹具301的螺纹孔中,装夹块302-1、302-2、302-3、302-4与机床工作台2通过螺栓连接;凸面定位夹具301四周安装有装夹块302-1、302-2、302-3、302-4,拧紧夹具定位块上的夹紧螺母实现凸面定位夹具301在机床工作台2上的固定。叶片凸面挡块303-1、303-2和叶片凸面夹紧块304-1、304-2与凸面定位夹具301通过螺栓连接,异形叶片毛坯4通过凸面定位夹具301、叶片凸面挡块303-1、303-2和叶片凸面夹紧块304-1、304-2装夹于凸面定位夹具301上;凸面定位夹具301侧面的叶片定位凸台、叶片凸面挡块303-1、303-2和叶片凸面夹紧块304-1、304-2起异形叶片毛坯4的定位作用,拧紧夹紧螺栓实现异形叶片毛坯4在叶片凸面定位夹具3上的装夹。
[0038]
如图4所示,本发明的叶轮叶片凹面刨削加工原理,叶片凹面定位夹具7固定于机床工作台2上,异形叶片毛坯4装夹于叶片凹面定位夹具7上,将凸面复合加工完成的异形叶片毛坯4从叶片凸面定位夹具3上拆下,利用叶片凹面定位夹具7对异形叶片毛坯4进行装夹,将数控程序写入龙门数控刨床,采用圆形刨刀5加工出薄壁复杂样条型线变厚度叶片凹面。
[0039]
如图5所示,本发明的叶轮叶片凹面抛光原理,抛光轮6固定于龙门数控刨床1上,不更改异形叶片毛坯4在叶片凹面定位夹具7上的工装,更换圆形刨刀5为抛光轮6对异形叶片毛坯4进行抛光处理,完成异形叶片毛坯4刨削与抛光复合加工步骤。
[0040]
如图6所示,本发明的叶片凹面定位夹具7结构示意图,叶片凹面定位夹具7固定于机床工作台2上,叶片凹面定位夹具7上的定位夹紧装置包括凹面定位夹具701、装夹块302-5、302-6、302-7、302-8、叶片凹面挡块702-1、702-2、叶片凹面夹紧块703-1、703-2;叶片凹面挡块702和叶片凹面夹紧块703上具有铣出的直槽口;直槽口便于夹紧螺母和螺栓在凹面
定位夹具701上的移动和异形叶片毛坯4的装夹;凹面定位夹具701均具有与异形叶片毛坯4形状轮廓一致的定位台且侧面均具有铣出的叶片定位凸台,凹面定位夹具701上开有螺纹孔,螺栓安装固定在凹面定位夹具701的螺纹孔中,装夹块302-5、302-6、302-7、302-8与机床工作台2通过螺栓连接;凹面定位夹具701四周安装有装夹块302-5、302-6、302-7、302-8,拧紧夹具定位块上的夹紧螺母实现凹面定位夹具701在机床工作台2上的定位和固定。叶片凹面挡块702-1、702-2和叶片凹面夹紧块703-1、703-2与凹面定位夹具701通过螺栓连接,异形叶片毛坯4通过凹面定位夹具701、叶片凹面挡块702-1、702-2和叶片凹面夹紧块703-1、703-2装夹于凹面定位夹具701上;凹面定位夹具701侧面的叶片定位凸台、叶片凹面挡块702-1、702-2和叶片凹面夹紧块703-1、703-2起异形叶片毛坯4的定位作用,拧紧夹紧螺栓实现异形叶片毛坯4在叶片凹面定位夹具7上的装夹。
[0041]
如图7所示,本发明的异形叶片毛坯4经激光切割得到的多个异形叶片8。
[0042]
如图8所示,本发明的圆形刨刀5是由圆形刨刀刀片501、内六角螺栓502和圆形刨刀刀柄503组成,圆形刨刀刀片501通过内六角螺栓502固定在圆形刨刀刀柄503上,圆形刨刀刀柄503固定于数控龙门刨床1上,圆形刨刀刀片501工作部分为与异形叶片毛坯4接触的短弧部位,该部位磨损后,可调节内六角螺栓502,旋转圆形刨刀刀片501,利用圆形刨刀刀片501上未磨损的部位进行刨削加工。
[0043]
圆形刨刀5和抛光轮6均为数控龙门机床一部分;异形叶片毛坯4为薄壁复杂样条型线变厚度叶片;异形叶片毛坯4的刨削加工方式为数控龙门刨床1控制的双向刨削,刀具轨迹为“s”型,数控系统中的程序控制刀架上的电机,使圆形刨刀5旋转180度,实现刀具换向;异形叶片毛坯4的加工方法为先刨削后紧随抛光的复合加工方法。
[0044]
特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法,具体加工方法采用以下步骤:
[0045]
1)首先将凸面定位夹具301放置于机床工作台2的合适位置,将四组装夹块302-1、302-2、302-3、302-4分别放置于凸面定位夹具301四周,凸面定位夹具301通过螺栓和机床工作台2连接,通过四个装夹块302-1、302-2、302-3、302-4对凸面定位夹具301进行定位,拧紧夹紧螺母固定装夹块302-1、302-2、302-3、302-4,完成凸面定位夹具301在机床工作台2装夹。
[0046]
2)将异形叶片毛坯4装夹在叶片凸面定位夹具3上;叶片通过凸面定位夹具301侧面的叶片定位凸台实现横向一侧的定位;后安装叶片凸面挡块303-2,首先拧紧叶片凸面挡块303-2上的夹紧螺母,固定叶片凸面挡块303-2于凸面定位夹具301上,后调整另一侧叶片凸面挡块303-1位置并拧紧夹紧螺母,最后安装叶片凸面横向定位夹块304-1、304-2,拧紧夹紧螺母,完成异形叶片毛坯4在叶片凸面定位夹具3上的装夹。
[0047]
3)编写加工数控程序并写入龙门数控刨床,采用圆形刨刀5加工出异形叶片毛坯4的薄壁复杂样条型线变厚度叶片凸面;不更改异形叶片毛坯4的工装,更换圆形刨刀5为抛光轮6对异形叶片毛坯4进行抛光处理。
[0048]
4)叶片凹面定位夹具7具有与叶片凸面定位夹具3相同的在工作台2上的定位夹紧方式。将凸面复合加工完成的异形叶片毛坯4从叶片凸面定位夹具3上拆下,利用叶片凹面定位夹具7对异形叶片毛坯4进行装夹,叶片通过凹面定位夹具701侧面的叶片定位凸台实现横向一侧的定位;后安装叶片凹面挡块702-2,首先拧紧叶片凹面挡块702-2上的夹紧螺
母,固定叶片凹面挡块702-2于凹面定位夹具701上,后调整另一侧叶片凹面挡块702-1位置并拧紧夹紧螺母,最后安装叶片凹面夹紧块703-1、703-2,拧紧夹紧螺母,完成异形叶片毛坯4在叶片凹面定位夹具7上的装夹。
[0049]
5)编写加工数控程序并写入龙门数控刨床,采用圆形刨刀5加工出异形叶片毛坯4的薄壁复杂样条型线变厚度叶片凹面;不更改异形叶片毛坯4的工装,更换圆形刨刀5为抛光轮6对异形叶片毛坯4进行抛光处理,完成异形叶片毛坯4刨削与抛光复合加工步骤,通过激光切割机对加工完成的异形叶片毛坯4进行切割,得到若干个异形叶片8。
[0050]
以上所述的特大型水环真空泵叶轮异形叶片的数控“刨削与抛光”复合加工方法及设备,解决了大型薄壁复杂样条型线变厚度叶片精确高效加工的国际难题。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上加工工艺方法所作的任何简单的修改、等同变化与改型,仍属于本发明技术方案的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips