
 商标分类
商标分类  商标转让
商标转让 
罐体焊接装置的制作方法
 2021-01-29 16:01:19|
2021-01-29 16:01:19| 196|
196| 起点商标网
起点商标网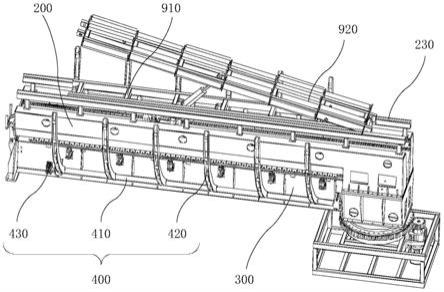
[0001]
本发明涉及粉罐车生产技术领域,特别涉及一种罐体焊接装置。
背景技术:
[0002]
粉罐半挂车为水泥厂、水泥仓库和大型建筑工地等场所使用的专用车辆,用于装运水泥、石粉、面粉、化学粉料等散装粉料。粉罐半挂车的罐体由钢板通过卷圆和焊接等工序加工得到。
[0003]
罐体在卷圆加工完毕后,转移至焊接工位,在焊接工位上将卷圆后得到的待焊接焊缝焊接。现有的焊接装置,不能对罐体进行合理的支撑,焊接装置结构稳定性差,使得焊接过程中罐体易发生晃动,导致焊接质量难以得到保证。
技术实现要素:
[0004]
本发明的目的在于提供一种罐体焊接装置,以能够对罐体的两侧进行有效的支撑,保证罐体焊接时的稳定性,有效的保证焊接质量。
[0005]
为解决上述技术问题,本发明采用如下技术方案:
[0006]
根据本发明的一个方面,本发明提供一种罐体焊接装置,用于卷圆加工后的罐体的待焊接焊缝的焊接,包括焊接架、上支架、下支架、抱夹机构以及焊接机构;焊接架沿纵向设置;上支架安装在所述焊接架上,以承载运输中的罐体;所述上支架被配置为,在罐体焊接时,所述上支架位于所述罐体的内部;下支架安装在所述焊接架上;所述下支架位于所述上支架的下方,所述下支架与所述上支架具有间隙;罐体焊接时,所述下支架于所述罐体的外侧以支撑所述罐体,罐体的待焊接焊缝纵向延伸于该间隙内;抱夹机构设置于所述下支架上,并位于所述下支架的横向的两侧,所述抱夹机构的上端高于所述下支架,以在罐体焊接时,承载罐体的外周;焊接机构安装于所述上支架上,并位于所述罐体的内部,用于罐体的待焊接焊缝的焊接。
[0007]
在一些实施例中,所述抱夹机构沿横向对称设置,所述抱夹机构包括沿纵向延伸的抱夹轴、设置于所述抱夹轴上的多个抱夹单元、以及用于驱动抱夹轴转动的抱夹驱动单元;所述抱夹轴绕自身的轴线可转动的连接在所述下支架上;所述抱夹单元用于支撑罐体的外周。
[0008]
在一些实施例中,所述抱夹单元包括固定套设在所述抱夹轴上的抱夹套、下端固定于所述抱夹套上的抱夹臂、以及可转动地连接在所述抱夹臂上端的托轮;所述抱夹臂为背向下支架凸出的弧形结构,所述托轮用于支撑罐体的外周。
[0009]
在一些实施例中,所述抱夹臂于每组所述抱夹单元上纵向间隔设置为两个,两个抱夹臂之间沿自身的长度方向间隔设置有多个加强筋;所述托轮绕纵向的轴线可转动的连接在两个所述抱夹臂之间。
[0010]
在一些实施例中,所述上支架包括横向间隔设置的两焊接侧框;所述焊接机构沿纵向可滑动的连接在一个所述焊接侧框上,并位于两所述焊接侧框之间的间隙内。
[0011]
在一些实施例中,所述上支架还包括可滑动的连接在每个所述焊接侧框上的压板;所述压板能够相对所述焊接侧框向下滑动,以将所述罐体的底部压合在所述下支架上。
[0012]
在一些实施例中,所述焊接机构包括固定于所述焊接侧框上的焊接导轨、可滑动的连接在所述焊接导轨上的焊接滑板、设置于所述焊接滑板上的焊接组件以及用于驱动焊接滑板纵向滑动的焊接驱动组件。
[0013]
在一些实施例中,所述焊接组件包括沿竖向可滑动的连接在所述焊接滑板上的焊接滑块、固定连接在所述焊接滑块上的焊接枪头、以及用于驱动焊接滑块移动的升降驱动单元。
[0014]
在一些实施例中,所述下支架顶端设置有支撑板,所述支撑板的上表面开设有沿纵向延伸的焊接槽;所述支撑板被配置为,在罐体焊接时,罐体的底部支撑于所述支撑板上,且待焊接焊缝位于焊接槽处。
[0015]
在一些实施例中,所述焊接架包括焊架主体、焊接座以及焊接架驱动组件;所述焊架主体绕竖向的轴线可转动的连接在所述焊接座上,所述焊接架驱动组件用于驱动所述焊架主体转动;所述上支架和所述下支架连接在所述焊架主体上。
[0016]
由上述技术方案可知,本发明至少具有如下优点和积极效果:
[0017]
本发明中,焊接架沿纵向设置;上支架安装在焊接架上;下支架安装在焊接架上;下支架位于上支架的下方,下支架与上支架具有间隔,而形成有横向的两侧以及纵向的一端均为开口的隔层空间;罐体焊接时,罐体的底端抵接于下支架,罐体的待焊接焊缝纵向延伸的置于该隔层空间内。在焊接时,将罐体从焊接架的纵向的一端向着焊接架移动,使得罐体套设在上支架的外部,且罐体底端的抵接于下支架上,利用焊接机构对罐体的待焊接焊缝进行焊接。
[0018]
进一步地,抱夹机构设置于下支架上,并位于下支架的横向的两侧,抱夹机构的上端高于下支架,以在罐体焊接时,承载在罐体的外周上。从而能够利用抱夹机构对罐体的两侧进行支撑,有效的避免罐体的沿横向方向的晃动,保证罐体焊接时的稳定性,有效的保证焊接质量。
附图说明
[0019]
图1是本发明罐体焊接装置实施例的结构示意图。
[0020]
图2是本发明罐体焊接装置实施例部分结构的示意图。
[0021]
图3是图1所述罐体焊接装置的局部示意图。
[0022]
图4是图2中所述罐体焊接装置的局部结构示意图。
[0023]
图5是本发明罐体焊接装置实施例的抱夹单元的结构示意图。
[0024]
图6是本发明罐体焊接装置实施例的焊接机构的结构示意图。
[0025]
附图标记说明如下:
[0026]
100、焊接架;110、焊架主体;120、焊接座;130、焊接架驱动组件;131、齿轮盘;132、主动齿轮;133、驱动电机;200、上支架;210、焊接侧框;220、压板;230、连接导轨;300、下支架;310、支撑板;400、抱夹机构;410、抱夹轴;420、抱夹单元;421、抱夹套;422、抱夹臂;423、托轮;424、加强筋;430、抱夹驱动单元;500、焊接机构;510、焊接导轨;520、焊接滑板;530、焊接组件;531、焊接滑块;532、焊接枪头;533、升降驱动单元;534、送丝电机;535、引导弯
头;536、摄像头;540、焊接驱动组件;541、位移齿条;542、位移电机;910、行走架;920、承托机构。
具体实施方式
[0027]
体现本发明特征与优点的典型实施方式将在以下的说明中详细叙述。应理解的是本发明能够在不同的实施方式上具有各种的变化,其皆不脱离本发明的范围,且其中的说明及图示在本质上是当作说明之用,而非用以限制本发明。
[0028]
在本申请的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本申请的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0029]
图1是本发明罐体焊接装置实施例的结构示意图。图2是本发明罐体焊接装置实施例部分结构的示意图。
[0030]
参阅图1和图2,本实施例提供了一种罐体焊接装置,用于卷圆加工后的罐体的待焊接焊缝的焊接。罐体焊接装置包括焊接架100、安装于焊接架100上的上支架200和下支架300、安装于下支架300上的抱夹机构400以及安装于上支架200上的焊接机构500。待焊接的罐体移动到罐体焊接装置后,上支架200和焊接机构500位于罐体的内部,下支架300和抱夹机构400位于罐体的外侧。下支架300和抱夹机构400支撑罐体,焊接机构500对罐体的底部的焊缝进行焊接。
[0031]
本实施例中,以罐体焊接装置的长度方向为纵向,罐体焊接装置的宽度方向为横向。
[0032]
图3是图1所述罐体焊接装置的局部示意图。
[0033]
参阅图3,本实施例中,焊接架100包括焊架主体110、焊接座120以及焊接架驱动组件130。焊架主体110绕竖向的轴线可转动的连接在焊接座120上,焊接架驱动组件130用于驱动焊架主体110转动。
[0034]
本实施例中,焊接架驱动组件130包括齿轮盘131、主动齿轮132和驱动电机133。齿轮盘131水平设置,并绕竖向的轴线可转动地连接在焊接座120上,焊架主体110的下端连接在齿轮盘131的上方,以使得焊架主体110能够随齿轮盘131一起转动。驱动电机133固定于焊接座120上,主动齿轮132套装在驱动电机133的转轴上。主动齿轮132和齿轮盘131啮合,以带动齿轮盘131转动。
[0035]
在一些实施例中,焊架主体110的下端连接在焊接座120上,齿轮盘131水平并套设于焊架主体110的外周。
[0036]
本实施例中,上支架200和下支架300均沿纵向设置,上支架200和下支架300的纵向的同一端固定连接在焊架主体110上,另一端悬空。上支架200和下支架300的悬空端对应于上游的卷圆装置(图中未示出)设置,以承载在纵向上从卷圆装置上移动来的待焊接的罐
体。待焊接的罐体的待焊接焊缝在罐体焊接装置上焊接后,转动焊架主体110,使得上支架200的悬空端和上游的卷圆装置错位,从而能够从上支架200和下支架300的悬空端将焊接后的罐体水平抽出,以将待焊接的罐体移出罐体焊接装置。
[0037]
图4是图2中所述罐体焊接装置的局部结构示意图。
[0038]
参阅图4,上支架200包括横向间隔设置的两焊接侧框210、可滑动的连接在每一个焊接侧框210上的压板220、以及用于驱动压板220相对焊接侧框210滑动的压板驱动组件(图中未示出)。
[0039]
压板驱动组件能够驱动压板220相对焊接侧框210向下滑动、以将罐体的底部压合在下支架300上。
[0040]
压板220沿横向对称设置,压板220向下移动,将罐体底端靠近焊缝的部位压合在下支架300上。
[0041]
本实施例中,上支架200的上端设置有连接导轨230、用于承接从上游卷圆装置上移动来的行走架910和承托机构920。连接导轨230于两个焊接侧框210上分别设置。焊接侧框210的长度方向沿纵向延伸,连接导轨230沿纵向设置在焊接侧框210上。
[0042]
行走架910和承托机构920支撑于待焊接的罐体的内壁,并沿纵向将待焊接的罐体从上游的卷圆装置移动到罐体焊接上,使得上支架200位于罐体的内部。
[0043]
参阅图1和图3,下支架300位于上支架200的下方,上支架200和下支架300在竖向上具有间隙。因上支架200和下支架300的纵向的同一侧悬空,使得上支架200和下之间300之间的间隙于悬空端的两侧均为开口。以使得罐体从卷圆装置移动过来焊接时,下支架300能够于罐体的外侧以支撑罐体,罐体的待焊接焊缝纵向延伸于上支架200和下支架300之间的间隙内。
[0044]
上支架200和下支架300之间的间隙纵向延伸,罐体底部的待焊接焊缝纵向延伸,罐体在上支架200和下支架300之间不需要翻转,而能够通过焊接机构500直接沿纵向焊接。
[0045]
本实施例中,下支架300顶端设置有支撑板310,支撑板310的上表面开设有沿纵向延伸的焊接槽(图中未标出)。支撑板310位于两个焊接侧框210的间隔的正下方,并对应于两个压板220设置,以使得压板220向下移动时,将罐体的底端压合在支撑板310上,并使得罐体待焊接焊缝位于焊接槽处。焊接机构500沿纵向将待焊接焊缝焊接时,待焊接的焊缝位于焊接槽的上方,嫩能够有效的避免焊接位置直接和支撑板310接触,避免罐体和支撑板310焊接在一起,有效避免支撑板310和下支架300受到损伤,延长支撑板310和下支架300的使用寿命。
[0046]
再次参阅图1和图2,抱夹机构400设置于下支架300上,并位于下支架300的横向的两侧,抱夹机构400的上端高于下支架300,以在罐体焊接时,承载罐体的外周。
[0047]
本实施例中,抱夹机构400在横向对称设置为两个,两个抱夹装置对罐体形成对称支撑,以避免罐体发生晃动。
[0048]
抱夹机构400包括沿纵向延伸的抱夹轴410、设置于抱夹轴410上的多个抱夹单元420、以及用于驱动抱夹轴410转动的抱夹驱动单元430;抱夹轴410绕自身的轴线可转动的连接在下支架300上;抱夹单元420用于支撑罐体的外周。抱夹轴410的轴线沿纵向设置,多个抱夹单元420沿纵向间隔连接在抱夹轴410上,抱夹单元420的下端固定在抱夹轴410上,以能够在抱夹轴410的带动下翻转一定的角度。
[0049]
本实施例中,罐体从上游的卷圆装置移动到罐体焊接装置上后,承托机构920向下转动,使得罐体的缓慢下行,直至罐体的底端抵靠在支撑板310上。同时,抱夹驱动单元430驱动抱夹轴410转动,使得下支架300两侧的抱夹单元420相互靠近,而抵靠在罐体的外侧,以支撑并承载罐体,避免罐体的底部发生变形,同时限制罐体沿横向滑动。然后,压板220向下移动,将罐体的底部压合在支撑板310。
[0050]
图5是本发明罐体焊接装置实施例的抱夹单元的结构示意图。
[0051]
参阅图5,本实施例中,抱夹单元420包括固定套设在抱夹轴410上的抱夹套421、下端固定于抱夹套421上的抱夹臂422、以及可转动地连接在所抱夹臂422上端的托轮423;托轮423用于支撑罐体的外周。托轮423绕纵向的轴线可转动的连接在抱夹臂422上,以在罐体下行的过程中,和罐体的外侧面的摩擦为滚动摩擦,以减小罐体下行时和抱夹单元420之间的摩擦,有效保证罐体下行过程中,罐体的两侧受力平行,保证罐体不会发生倾斜。
[0052]
抱夹臂422上的托轮423向着上支架200的一侧超出抱夹臂422,以使得托轮423能够抵接于罐体的外侧上。在一些实施中,托轮423可用滚轮代替。
[0053]
本实施例中,抱夹臂422为背向下支架凸出的弧形结构,用于和罐体的外周壁的形状相适配,避免抱夹臂422接触罐体的外周壁,从而保证托轮423抵接罐体。
[0054]
抱夹臂422于每组抱夹单元420上纵向间隔设置为两个,两个抱夹臂422之间沿自身的长度方向间隔设置有多个加强筋424,以提升抱夹臂422的结构强度。
[0055]
本实施例中,加强筋424为圆柱形结构,在一些实施例中,加强筋424为板状结构。
[0056]
托轮423绕纵向的轴线可转动的连接在两个抱夹臂422之间。具体地,托轮423的外周为圆形或圆弧形结构,托轮423通过转轴连接在两个抱夹臂422之间。
[0057]
图6是本发明罐体焊接装置实施例的焊接机构的结构示意图。
[0058]
参阅图6,焊接机构500包括固定于焊接侧框210上的焊接导轨510、可滑动的连接在焊接导轨510上的焊接滑板520、设置于焊接滑板520上的焊接组件530以及用于驱动焊接滑板520纵向滑动的焊接驱动组件540。
[0059]
焊接机构500沿纵向可滑动的连接在一个焊接侧框210上,并位于两焊接侧框210之间的间隙内。本实施例中,焊接导轨510固定于一个焊接侧框210上的,并位于两个焊接侧框210的相对面上,焊接导轨510在上下方向上设置为两个,以使得焊接滑板520的移动平稳。
[0060]
焊接驱动组件540用于驱动焊接滑板520沿纵向移动,使焊接组件530随焊接滑板520移动,以利用焊接组件530纵向移动对罐体上纵向的待焊接焊缝焊接。
[0061]
本实施例中,焊接驱动组件540包括固定在焊接导轨510上的位移齿条541以及固定在焊接滑板520上的位移电机542;位移电机542的输出轴上固定有位移齿轮,位移齿轮啮合于位移齿条541,从而通过位移电机542的转动带动焊接滑板520移动。
[0062]
在一些实施例中,焊接驱动组件540可以为丝杆、皮带等结构。
[0063]
焊接组件530包括沿竖向可滑动的连接在焊接滑板520上的焊接滑块531、固定连接在焊接滑块531上的焊接枪头532、以及用于驱动焊接滑块531移动的升降驱动单元533。
[0064]
对罐体的待焊接焊缝焊接时,升降驱动单元533驱动焊接滑块531向下移动,使得焊接枪头532随焊接滑块531向下移动,而靠近待焊接的焊缝,对焊缝焊接。焊机完成后,升降驱动单元533带动焊接枪头532向上移动。
[0065]
本实施例中,焊接滑板520上还设置有滑块座(图中未示出),焊接滑块531沿竖向可滑动的连接在滑块座上,升降驱动单元533为电机,升降驱动单元533通过丝杆和焊接滑块531连接,带动焊接滑块531升降。
[0066]
在一些实施例中,升降驱动单元533为气缸,通过气缸驱动焊接滑块531升降。
[0067]
本实施例中,焊接滑板520上还设置有用于给焊接枪头532提供焊丝的送丝盘(图中未示出)以及驱动送丝盘转动的送丝电机534、焊接枪头532上设置有用于引导焊丝的引导弯头535。送丝盘上的焊丝一端缠绕在送丝盘上,另一端通过引导弯头535的引导靠近焊接枪头532。
[0068]
本实施例中,焊接枪头532上还安装有的摄像头536,摄像头536的角度可调,用于获取罐体内部接缝处的图像信息,以便工作人员能够看清罐体内部的焊接情况,从而确保焊接质量。
[0069]
本实施中,抱夹机构400和压板220将罐体固定后,升降驱动单元533驱动焊接滑块531向下移动,焊接滑块531带动焊接枪头532向下运动到预设位置,通过焊接枪头532对罐体的焊缝处进行焊接。焊接过程中,通过送丝电机534驱动送丝盘持续进行送丝。通过焊接驱动组件540带动焊接滑板520沿焊接导轨510纵向移动,带动焊接枪头532横向移动,从而实现了对罐体接缝处的焊接加工。
[0070]
本发明中,焊接架100沿纵向设置;上支架200和下支架300安装在焊接架100上;下支架300位于上支架200的下方,下支架300与上支架200具有间隙;罐体焊接时,下支架300于罐体的外侧以支撑罐体,罐体的待焊接焊缝纵向延伸于该间隙内。在焊接时,将罐体从焊接架100的纵向的一端向着焊接架100移动,使得罐体套设在上支架200的外部,且罐体底端的抵接于下支架300上,利用焊接机构500对罐体的待焊接焊缝进行焊接。
[0071]
进一步地,抱夹机构400设置于下支架300上,并位于下支架300的横向的两侧,抱夹机构400的上端高于下支架300,以在罐体焊接时,承载在罐体的外周上。利用抱夹机构400对罐体的两侧进行支撑,有效的避免罐体的沿横向方向的晃动,保证罐体焊接时的稳定性,有效的保证焊接质量。
[0072]
虽然已参照几个典型实施方式描述了本发明,但应当理解,所用的术语是说明和示例性、而非限制性的术语。由于本发明能够以多种形式具体实施而不脱离发明的精神或实质,所以应当理解,上述实施方式不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips