
 商标分类
商标分类  商标转让
商标转让 
铝合金车体长大型材槽口加工方法与流程
 2021-01-29 16:01:08|
2021-01-29 16:01:08| 237|
237| 起点商标网
起点商标网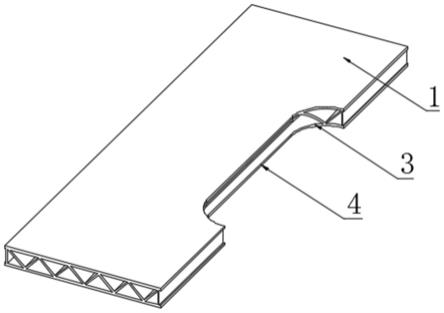
[0001]
本发明涉及一种铝合金车体长大型材槽口加工方法,其属于铝合金车体长大型材槽口加工技术领域。
背景技术:
[0002]
在轨道交通行业中铝合金长大型材加工缺口/槽口是一种常见的加工工序,特别在板类空腔型材中使用尤为广泛。但是现有加工方式式皆采用由缺口/槽口的头端按照所需轮廓直接加工至尾端的方法,存在加工位置易产生蹦刀、裂纹等缺陷的现象,原因是缺口/槽口两端加工处内部加强筋具有一定角度,该处加工时应力方向一直处于动态变化的状态,而且受力集中,当应力大小超过母材屈服强度极限时,就会造成母材破坏。
[0003]
现有加工工艺存在缺点:缺口/槽口在铣削加工时,容易产生型材内部加强筋崩裂缺陷,缺陷较小时,需要向客户反馈经同意后进行铣削切除、打磨等方式修复;缺陷较大时,需要出具详尽修复方案给予客户确认后方可实施修复;该类缺陷会破坏原本结构,降低强度及安全性,影响生产效率。
技术实现要素:
[0004]
本发明针对上述现有技术中存在的不足,提供一种铝合金车体长大型材槽口加工方法。
[0005]
本发明解决上述技术问题的技术方案如下:
[0006]
一种铝合金车体长大型材槽口加工方法,包括以下步骤:
[0007]
步骤1、将铝合金车体用长大型材1放入数控机床内,进行定位后再压紧;
[0008]
步骤2、根据加工规格选择相应的编写程序,数控加工中心带动加工中心主轴刀柄上的打点探头进行三坐标检测,打点探头轻微碰触型材x、y、z轴端面,每面至少两个接触点且均匀分布于被测面中线两侧,根据碰触得到数据,识别加工型材摆放状态是否合格,并最终用以确定加工基准;
[0009]
步骤3、基准设定完成后,运行加工程序,数控加工中心自动将打点探头更换为φ20钻头,中心主轴根据程序和加工基准移动钻头至加工位置上方,主轴旋转,带动钻头旋转,随后主轴沿y轴方向向下在长大型材1两端均钻三个工艺孔,钻孔完毕后主轴沿y轴方向向上至安全位置;
[0010]
步骤4、程序控制加工中心自动将刀具更换为φ60r10牛鼻铣刀,并移动主轴至工艺孔上方,以工艺孔圆心为基准,运行圆孔加工程序,对工艺孔进行扩孔,将尺寸加工至φ79mm;工艺孔扩张完成后,抬起铣刀至安全位置;
[0011]
步骤5、程序控制数控加工中心自动将φ60r10牛鼻铣刀更换为镗孔刀,以工艺孔圆心为基准,对φ79mm圆孔进行精镗加工,切削量设定为0.5mm,最终得到φ80mm圆孔,即预加工孔2;孔边缘不得超过槽口两端极限位置,预加工孔2的加工完成;
[0012]
步骤6、确定长大型材1两端的两个位端,数控加工中心自动将刀具更换为φ30r3
铣刀,以一位端端头处型材边缘设定为加工原点,沿程序设定的刀具路线对一端槽口进行切削加工;另一位端端头处型材边缘设定为加工原点,沿程序设定的刀具路线对另一端槽口进行切削加工;
[0013]
步骤7、数控加工中心自动将刀具更换为φ30r5铣刀,两位端之间余料加工,加工剩余部分靠近母材的根部设置起始点,沿着y轴正向设定直线刀路加工弧形槽(3),沿刀路切削中部余料;
[0014]
步骤8、中部余料切削完成后,加工中心槽4,抬起刀具至安全位置,获得成品。
[0015]
进一步,所述步骤6中长大型材1厚度较大时,需小切削量多次加工,此时可以重复刀具行走路线,通过逐渐增加加工深度,来获得所要轮廓,直至型材轮廓完全被铣透,方可完成该部分的加工,随后抬起刀具至安全位置。
[0016]
进一步,所述步骤7长大型材1厚度较大且加工位置空间较小时,可以采用铣刀逐次增加加工深度,逐层加工;当余料位置空间较大时,可以将数控加工中心的铣刀更换为切割锯进行切割,提高加工效率。
[0017]
进一步,所述步骤8中切削完成的中心槽4进行精铣步骤,沿完整轮廓少量去除母材。
[0018]
进一步,所述数控加工中心为三轴数控加工中心或者五轴数控加工中心。
[0019]
本发明的有益效果是:通过加工工艺孔的方法以及先加工两端后加工中间位置的对称加工方式。在保证加工效率,不增加加工成本及更改加工工装的前提下,降低了缺陷的发生率,减少了与客户的质量反馈和返修工序,增效减耗、节约成本。该方法简单可行,加工后的位置不易产生蹦刀、裂纹等缺陷,且方法简单,不会产生额外成本。
附图说明
[0020]
图1为本发明的结构示意图。
[0021]
图2为未加工型材的结构示意图。
[0022]
图3为预加工型材的结构示意图。
[0023]
图4为局部加工型材的结构示意图。
[0024]
在图中,1、长大型材;2、预加工孔;3、弧形槽;4、中心槽。
具体实施方式
[0025]
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
[0026]
一种铝合金车体长大型材槽口加工方法,包括以下步骤:
[0027]
步骤1、将如图2的铝合金车体用长大型材1放入数控机床内,进行定位后再压紧;
[0028]
步骤2、根据加工规格选择相应的编写程序,数控加工中心带动加工中心主轴刀柄上的打点探头进行三坐标检测,打点探头轻微碰触型材x、y、z轴端面,每面至少两个接触点且均匀分布于被测面中线两侧,根据碰触得到数据,识别加工型材摆放状态是否合格,并最终用以确定加工基准;
[0029]
步骤3、基准设定完成后,运行加工程序,数控加工中心自动将打点探头更换为φ20钻头,中心主轴根据程序和加工基准移动钻头至加工位置上方,主轴旋转,带动钻头旋
转,随后主轴沿y轴方向向下在长大型材1两端均钻三个工艺孔,钻孔完毕后主轴沿y轴方向向上至安全位置;
[0030]
步骤4、程序控制加工中心自动将刀具更换为φ60r10牛鼻铣刀,并移动主轴至工艺孔上方,以工艺孔圆心为基准,运行圆孔加工程序,对工艺孔进行扩孔,将尺寸加工至φ79mm;工艺孔扩张完成后,抬起铣刀至安全位置;
[0031]
步骤5、程序控制数控加工中心自动将φ60r10牛鼻铣刀更换为镗孔刀,以工艺孔圆心为基准,对φ79mm圆孔进行精镗加工,切削量设定为0.5mm,最终得到φ80mm圆孔,即预加工孔2;孔边缘不得超过槽口两端极限位置,预加工孔2的加工完成;
[0032]
步骤6、确定长大型材1两端的两个位端,数控加工中心自动将刀具更换为φ30r3铣刀,以一位端端头处型材边缘设定为加工原点,沿程序设定的刀具路线对一端槽口进行切削加工;另一位端端头处型材边缘设定为加工原点,沿程序设定的刀具路线对另一端槽口进行切削加工;
[0033]
步骤7、数控加工中心自动将刀具更换为φ30r5铣刀,两位端之间余料加工,加工剩余部分靠近母材的根部设置起始点,沿着y轴正向设定直线刀路加工弧形槽(3),沿刀路切削中部余料;
[0034]
步骤8、中部余料切削完成后,加工中心槽4,抬起刀具至安全位置,获得成品(如图1)。
[0035]
所述步骤6中长大型材1厚度较大时,需小切削量多次加工,此时可以重复刀具行走路线,通过逐渐增加加工深度,来获得所要轮廓,直至型材轮廓完全被铣透,方可完成该部分的加工,随后抬起刀具至安全位置。
[0036]
所述步骤7长大型材1厚度较大且加工位置空间较小时,可以采用铣刀逐次增加加工深度,逐层加工;当余料位置空间较大时,可以将数控加工中心的铣刀更换为切割锯进行切割,提高加工效率。
[0037]
所述步骤8中切削完成的中心槽4进行精铣步骤,沿完整轮廓少量去除母材,使整体轮廓加工面更加光滑、美观。
[0038]
所述数控加工中心为三轴数控加工中心或者五轴数控加工中心,根据型加工形式、缺口(槽口)的复杂程度也可以更改为五轴数控加工中心。
[0039]
如图2所示,长大型材1厚度为20-80mm;可以是型材也可以用于板材;所述加工刀具为立铣刀,刀具长度大于加工深度;加工所用铣刀可以采用单刃铣刀,增加容屑空间;工艺孔的大小、形状可以根据实际情况调整、选取;
[0040]
也可以在加工位置制作专用加工工装,将此处加工应力依靠工装支撑进行抵消,同样会产生改善的效果;但是制作加工工装会增加材料成本,工装的调试、装夹都会增加加工工序时间,相对来说成本较高。
[0041]
本申请通过加工工艺孔的方法以及先加工两端后加工中间位置的对称加工方式。在保证加工效率,不增加加工成本及更改加工工装的前提下,降低了缺陷的发生率,减少了与客户的质量反馈和返修工序,增效减耗、节约成本。该方法简单可行,加工后的位置不易产生蹦刀、裂纹等缺陷,且方法简单,不会产生额外成本。以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips