
 商标分类
商标分类  商标转让
商标转让 
一种保证盘座套螺母环槽精度的工艺的制作方法
 2021-01-29 15:01:23|
2021-01-29 15:01:23| 205|
205| 起点商标网
起点商标网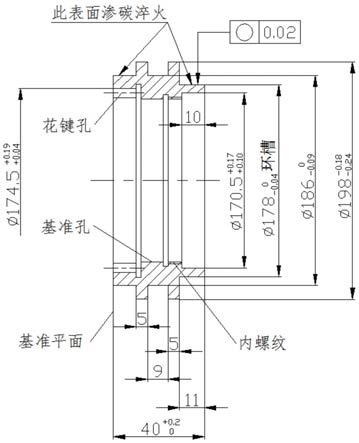
[0001]
本发明涉及机械加工技术领域,尤其涉及一种保证盘座套螺母环槽精度的工艺。
背景技术:
[0002]
目前盘座套在加工完成后,其内部的螺母环槽的尺寸易产生误差,在产品试制阶段,零件废品率很高。其原因为:盘座套螺母左端面是在工件热处理后用软三爪自定心卡盘夹紧后进行精车的,由于盘座套螺母为一个薄壁件,径向夹紧时容易产生弹性变形,这种弹性变形又致使加工后的左、右端面产生过大的平面度误差(在端面的涂色检查中也确实发现了这种平面度误差的存在),及至磨削环槽工序时,工件以左端面定位轴向夹紧,使工件的左端面在弹性变形状态下与夹具的端面贴靠在一起,因此工件是在变形条件下磨削环槽的,当夹紧力解除后,弹性变形恢复,环槽的尺寸和形状发生变化,致使工件超差报废。因此,我们提出了一种保证盘座套螺母环槽精度的工艺来解决上述问题。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种保证盘座套螺母环槽精度的工艺。
[0004]
为了实现上述目的,本发明采用了如下技术方案:
[0005]
一种保证盘座套螺母环槽精度的工艺,包括以下步骤:
[0006]
s1、锻造毛坯,根据图纸上零件尺寸的加工要求,对零件的外部尺寸进行扩大,锻造成圆柱体毛坯;
[0007]
s2、粗车内、外表面,对上述毛坯的圆心处进行打孔,并在车床上依照图纸对其内、外表面进行初步切削,并留有余量;
[0008]
s3、渗碳,对s2中粗车后的零件表面的两端进行渗碳处理;
[0009]
s4、在车床上对s3中的零件进行加工,车去非渗碳面碳层,且把加工后的零件再次进行淬火处理,提高金属性能;
[0010]
s5、镗孔,对s4中的零件中部进行镗孔加工,建立基准孔,且对左端部渗碳淬火处外圆进行磨平;
[0011]
s6、精车外表面,采用三爪自定心卡盘夹紧s5中磨好的左端外圆进行精车零件外表面;
[0012]
s7、粗磨环槽,对零件环槽进行初步打磨;
[0013]
s8、精车内孔表面,同时对内壁螺纹进行加工,并对内壁进行插花键孔;
[0014]
s9、对s8中的零件进行人工时效处理,去除零件残余应力;
[0015]
s10、对零件基准面进行研磨,同时再次对环槽进行研磨,去除余量后再次进行抛光处理。
[0016]
优选的,所述毛坯采用12crni4a渗碳合金钢材料。
[0017]
优选的,所述锻造毛坯的尺寸为在零件尺寸的基础上扩大3mm~5mm的粗车量。
[0018]
优选的,s2中粗车后留有的余量为每个尺寸在精确尺寸的基础上留有1mm~2mm的余量,作为精车余量。
[0019]
优选的,所述三爪自定心卡盘采用软三爪自定心卡盘,避免对零件表面产生压痕。
[0020]
优选的,所述人工时效的处理温度为550℃~650℃。
[0021]
本发明的有益效果是:
[0022]
1、本申请的工艺方法,保证了盘座套螺母环槽的精度。
[0023]
2、增加研磨端面(基准面)工序,提高了加工环槽时的定位基准面的平面度,以减小工件装夹过程中产生的变形,提高了工件的加工精度。
[0024]
3、增加粗磨环槽和人工时效两道工序,消除了工件的内应力,减小了变形,提高了加工质量。
附图说明
[0025]
图1为本发明提出的一种保证盘座套螺母环槽精度的工艺中盘座套螺母的结构示意图;
[0026]
图2为本发明提出的一种保证盘座套螺母环槽精度的工艺中磨削环槽夹具的结构示意图。
[0027]
图中:1法兰盘、2芯轴、3工件、4快换垫圈、5螺母。
具体实施方式
[0028]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0029]
参照图1-2,一种保证盘座套螺母环槽精度的工艺,包括以下步骤:
[0030]
s1、锻造毛坯,根据图纸上零件尺寸的加工要求,对零件的外部尺寸进行扩大,锻造成圆柱体毛坯;
[0031]
s2、粗车内、外表面,对上述毛坯的圆心处进行打孔,并在车床上依照图纸对其内、外表面进行初步切削,并留有余量;
[0032]
s3、渗碳,对s2中粗车后的零件表面的两端进行渗碳处理;
[0033]
s4、在车床上对s3中的零件进行加工,车去非渗碳面碳层,且把加工后的零件再次进行淬火处理,提高金属性能;
[0034]
s5、镗孔,对s4中的零件中部进行镗孔加工,建立基准孔,且对左端部渗碳淬火处外圆进行磨平;
[0035]
s6、精车外表面,采用三爪自定心卡盘夹紧s5中磨好的左端外圆进行精车零件外表面;
[0036]
s7、粗磨环槽,对零件环槽进行初步打磨;
[0037]
s8、精车内孔表面,同时对内壁螺纹进行加工,并对内壁进行插花键孔;
[0038]
s9、对s8中的零件进行人工时效处理,去除零件残余应力;
[0039]
s10、对零件基准面进行研磨,同时再次对环槽进行研磨,去除余量后再次进行抛光处理。
[0040]
进一步的,所述毛坯采用12crni4a渗碳合金钢材料。
[0041]
进一步的,所述锻造毛坯的尺寸为在零件尺寸的基础上扩大3mm~5mm的粗车量。
[0042]
进一步的,s2中粗车后留有的余量为每个尺寸在精确尺寸的基础上留有1mm~2mm的余量,作为精车余量。
[0043]
进一步的,所述三爪自定心卡盘采用软三爪自定心卡盘,避免对零件表面产生压痕。
[0044]
进一步的,所述人工时效的处理温度为550℃~650℃。
[0045]
工件热处理后,由于其内应力(含热应力和组织应力)的存在,再加上本身为一环形薄壁件,这些因素就成为工件加工后发生变形的原因之一。完善后的工艺过程增加了粗磨环槽和人工时效两道工序,有效的消除了工件的内应力,减小了变形,提高了质量。增加研磨端面(基准面)工序,则提高了加工环槽时定位基准面的平面度,以减小工件装夹过程中产生的变形,有利于提高工件的加工精度。
[0046]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips