
 商标分类
商标分类  商标转让
商标转让 
起重机主梁栽筋板生产线的制作方法
 2021-01-29 15:01:24|
2021-01-29 15:01:24| 173|
173| 起点商标网
起点商标网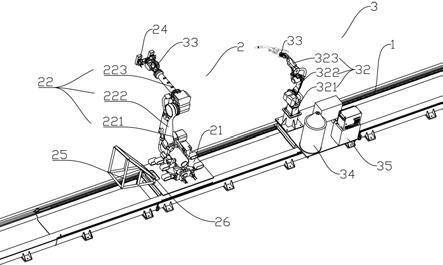
[0001]
本发明涉及焊接技术领域,具体涉及一种起重机主梁栽筋板生产线。
背景技术:
[0002]
起重机主梁作为焊接钢结构,在其制造过程中,焊接工艺占很大的比重。采用人工焊接不仅工作量大,焊接质量也是参差不齐很难保证焊接质量的均一性;再加上焊接工艺、水平不适当或焊接残余变形有可能导致拱度不足,进而引起钢梁的下挠,严重了影响起重机的安全运行。同时在焊接时会出现电弧、火花及烟雾等对人体会造成伤害。
[0003]
现阶段仅是筋板焊接中间需要人工或者叉车进行搬运或固定半成品的筋板,且焊枪也是需要工人控制,此种生产方式具有效率低、焊接质量参差不齐和工人劳动量大等问题,无法实现自动化流水式的焊接。因此有必要发明一种自动化的起重机主梁栽筋板生产线以减轻因钢板焊接对工人的身体伤害和劳动负荷,提高筋板焊接的工作效率。
[0004]
现有的筋板焊接往往是直接将筋板放在底板上,底板无法保持绝对的水平,焊接过程中易出现筋板倾倒的技术问题。
技术实现要素:
[0005]
本发明的目的在于提供一种起重机主梁栽筋板生产线,旨在解决现有技术中无法实现筋板搬卸和焊接流水化生产,工作效率低的技术问题;同时还解决了因底板不平,待焊接筋板易倾倒得技术问题。
[0006]
为了解决上述的技术问题,本发明采用如下技术方案:一种起重机主梁栽筋板生产线,包括两组平行设置的线轨,其中一组所述线轨上设有至少一个与其导向移动配合的筋板定位装置,另一组所述线轨上设有至少一个与其导向移动配合的筋板焊接装置,两组平行的线轨中间设有用于放置待焊接筋板的底板。
[0007]
优选地,其中一组所述线轨上筋板定位装置与另一组线轨上的筋板焊接装置相对设置,每一组所述线轨上筋板定位装置与筋板焊接装置相互交替排列。
[0008]
优选地,所述筋板定位装置包括与所述线轨导向移位配合的筋板定位底座,所述筋板定位底座的上端设有定位机械臂,所述定位机械臂包括依次铰接的定位固定臂、定位连接臂和定位操作臂,所述定位固定臂与定位连接臂和定位连接臂与定位操作臂之间分别设有用于控制定位机械臂伸展-折叠程度的气弹簧,所述定位固定臂固定在所述定位底座的顶端,所述定位操作臂的自由端固定有搬运机器手。
[0009]
优选地,所述搬运机器手端部固定有电磁铁吸盘。
[0010]
优选地,所述定位固定臂一侧的筋板定位底座上设有用于配合所述搬运机器手移位待焊接筋板的二次定位装置,所述二次定位装置包括用于放置待焊接筋板的三角支撑托架。
[0011]
优选地,所述用于焊接筋板的筋板焊接装置包括与所述线轨导向移位配合的筋板
焊接底座,所述筋板焊接底座顶端的转动中心线沿竖向延伸有焊接机械臂,所述焊接机械臂包括依次铰接的焊接固定臂、焊接连接臂和焊接操作臂,所述焊接固定臂与焊接连接臂和焊接连接臂与焊接操作臂之间分别设有用于控制焊接机械臂伸展-折叠程度的气弹簧,所述焊接操作臂的自由端固定有用于焊接待筋板的焊接机器枪。
[0012]
优选地,在筋板焊接底座上设有配合焊接机械臂工作的焊丝桶、电控柜、焊机。
[0013]
优选地,所述筋板定位装置和筋板焊接装置均设有控制其导向移位的驱动机构。
[0014]
优选地,所述筋板定位装置和筋板焊接装置各设有控制其导向移位的驱动机构。
[0015]
优选地,所述驱动机构包括电机和固定在电机转动轴上的齿轮,所述电机的输出轴与齿轮传动连接,所述线轨内侧壁上设有与所述齿轮啮合的齿条。
[0016]
优选地,每一组所述线轨包括两条平行的轨道。
[0017]
与现有的技术相比,本发明的有益效果:1.本发明起重机主梁栽筋板生产线,可以实现自动化的搬运和焊接;同时在焊接时利用筋板定位装置,可以解决筋板因地面平易倾倒得技术问题;同时与筋板焊接装置和放置待焊接筋板的底板相配合实现了筋板流水线式的焊接,大大提高了焊接效率。
[0018]
2.本发明优选了多组相互配合筋板定位装置和筋板焊接装置,提高了焊接效率;此外各配合筋板定位装置和筋板焊接装置可以同步动作,结构紧凑,动作可靠。
[0019]
3.本发明优选了机械臂对筋板搬卸、定位和焊接,稳定和提高焊接质量,保证其均一性。每条焊缝的焊接参数都是恒定的,焊缝质量受人的因素影响较小,降低了对工人操作技术的要求,保证了筋板焊接质量是稳定性。改善了工人的劳动条件,采用机械臂装卸、焊接工件,使工人远离了焊接弧光、烟雾和飞溅等,减轻了工人的繁重的作业负担。
附图说明
[0020]
图1是本发明一种起重机主梁栽筋板生产线的立体图1;图2是本发明一组线轨的立体图的具体实施例的后视图;图3是本发明一种起重机主梁栽筋板生产线立体图2;图4是本发明一种起重机主梁栽筋板生产线立体图3;图5是本发明一种起重机主梁栽筋板生产线立体图4;图6是图5立体图中a部局部视图。
[0021]
图中:1、线轨;2、筋板定位装置,包括,21. 筋板定位底座,22.定位机械臂,221.定位固定臂,222.定位连接臂,223.定位操作臂;23. 搬运机械手,24.电磁铁吸块,25.直角三角支撑托架,26. 筋板载板;3、筋板焊接装置,包括,31.筋板焊接底座,32. 焊接机械臂,321. 焊接固定臂,322. 焊接连接臂,323. 焊接操作臂,33. 焊接机器枪,34.焊丝桶,35.电控柜,36.焊机;4、底板;5、筋板;6、齿条。
具体实施方式
[0022]
下面结合附图对本发明的实施方式作进一步说明。
[0023]
本发明起重机主梁栽筋板生产线的具体实施例,如图1至图6所示,起重机主梁栽筋板生产线包括两组平行设置的线轨1,最好每一组线轨1包括两条平行的轨道,以保证固定其上的工件更为的稳定,其中一组线轨1上固定有2与其横向导向移动配合的筋板定位装
置2,筋板定位装置2包括与线轨1导向移位配合的定位底座21,定位底座21顶端的转动中心线沿竖向延伸有定位机械臂22,定位机械臂22包括依次铰接的定位固定臂221、定位连接臂222和定位操作臂223,定位固定臂221与定位连接臂222和定位连接臂222与定位操作臂223之间分别设有用于控制定位机械臂伸展-折叠程度的气弹簧,定位固定臂221固定在定位底座21的顶端,定位操作臂223的自由端固定有搬运机器手23,在搬运机械手23上设有电磁铁吸块24,以通过电磁铁吸块24对筋板进行抓取和固定。
[0024]
本实施例中,定位固定臂一侧的筋板定位底座21上设有用于配合搬运机器手23移位待焊接筋板的二次定位架,其包括用于放置待焊接筋板的直角三角支撑托架25,直角三角支撑托架的斜边上放置有待焊接筋板26。
[0025]
另一组线轨1上设有2个与其导向移动配合的筋板焊接装置3,用于焊接筋板的筋板焊接装置3包括与线轨1横向导向移位配合的筋板焊接底座31,筋板焊接底座31顶端的转动中心线沿竖向延伸有焊接机械臂32,焊接机械臂32包括依次铰接的焊接固定臂321、焊接连接臂322和焊接操作臂323,焊接固定臂321与焊接连接臂322和焊接连接臂322与焊接操作臂323之间分别设有用于控制焊接机械臂伸展-折叠程度的气弹簧,焊接操作臂323的自由端固定有用于焊接待筋板的焊接机器枪33。
[0026]
在本实施例中,其中一组线轨1上的筋板定位装置2与另一组线轨上的筋板焊接装置3相对设置,每一组线轨上筋板定位装置2与筋板焊接装置3相互交替排列在本实施例中,两组平行的线轨1的中间区域地面上设有用于放置待焊接筋板的底板4,将已经焊接完成的的筋板放置在平整的底板上,使筋板不易倾倒,同时当底板上放置足量的焊接完成的筋板时,可以通过吊装底板的方式移开,并放置另一个底板保证焊接过程不停顿,转移筋板的效率高,节省人力。
[0027]
在本实施例中,在筋板焊接底座31上设有配合焊接机械臂工作的焊丝桶34、电控柜35、焊机36。
[0028]
在本实施例中,筋板定位装置2和筋板焊接装置3均设有控制其导向移位的驱动机构。驱动机构包括电机和固定在电机转动轴上的齿轮,电机的输出轴与齿轮传动连接,线轨1内侧壁上设有与所述齿轮啮合的齿条。
[0029]
本发明的工作原理及工作过程如下:将待焊接的筋板放置于三角支撑托架的筋板载板26上,筋板定位装置2的定位机械臂22通过转动定位固定臂221控制操作臂转至筋板载板放置待焊接筋板的位置,电磁铁吸块24将筋板5吸起,再次使定位固定臂221的转动,将筋板5放置于底板4上,启动焊接机器枪33,在焊接机械臂配合下,对筋板进行焊接。当此处的筋板焊接完成后,移动筋板定位装置2和与其配合的筋板焊接装置3重复上个动作继续焊接下一个筋板。直至底板上布满已焊接的筋板;吊动此块底板并重新放置一个新的底板,重复作业即可。
[0030]
在其它实施例中,可以根据需要布置多个筋板定位装置和筋板焊接装置。
[0031]
在其它实施例中,三角支撑托架还可为梯形托架。
[0032]
在其他实施例中,还可以采用一组线轨上固定筋板定位装置2,另一组线轨上设置筋板焊接装置3。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips