
 商标分类
商标分类  商标转让
商标转让 
一种自动焊接背衬板的制作方法
 2021-01-29 15:01:42|
2021-01-29 15:01:42| 66|
66| 起点商标网
起点商标网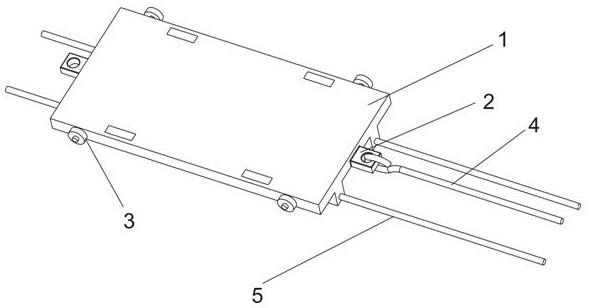
[0001]
本发明涉及焊接技术领域,具体涉及一种自动焊接背衬板。
背景技术:
[0002]
随着社会科学技术的迅猛发展,制造业向着自动化、智能化发展,开始运用更先进的科学技术和设备仪器,机械制造业中不可避免的会涉及到机械焊接技术,焊接工艺都有着一定的品质要求,特别是在一些高精度产品的生产中,焊接质量必须达到较高的标准,人工焊接方式速度慢、效率低,且受工人自身技术手法的影响较大,难以保证焊接质量的稳定性、均一性,因此,自动焊接技术是未来的发展发向之一,自动化焊接设备会帮助企业提高生产效率,解放工人劳动力,企业可以将更多的资金及人力分配到其它具有更高经济价值的工作当中去。
[0003]
目前,在一些焊缝质量要求较高的场合,比如需要用到焊缝全焊透、单面焊双面成型等焊接工艺的产品的生产过程中,需要使用一些辅助装置来更好的实现焊接目的,如cn210967554u公开了一种背衬垫小车,其包括小车主体,所述小车主体的两侧均设置有行轮组件,所述小车主体的上表面设置有一背衬板,以及多个吸力磁铁,所述小车主体的第一端和第二端分别设置有一钢丝绳挂钩,所述小车主体的下表面设置有导向定位组件,所述导向定位组件包括两个导向定位架,分别安装在所述小车主体第一端和第二端的下表面。该实用新型的背衬垫小车能克服重力在工件的焊缝背面行走,通过背衬板与焊缝背面接触,在工件正面焊接时辅助背面焊缝成型,并能在焊缝长度方向随焊枪同步移动,产生背衬垫的效果,并通过导向定位组件使小车的运动方向不发生偏移。但在实际使用过程中,背衬板与焊枪的移动难以做到完全的同步,两者间存在一定的速度差,可能会造成背衬板因移动太快或太慢而远离焊枪枪头,使得枪头位置处的铁水不能被有效地阻挡住,导致焊缝背面无法成型。另外,导向定位组件也容易受到外界环境地影响,而使导航方向产生一定的偏差,在移动过程中小车也有可能会左右摆动,使背衬板不能持续性的覆盖在焊缝背面,导致成型效果不好。因此,背衬板必须具备合适的大小尺寸;尺寸太大,重量也随之增大会使得背衬板的生产材料成本和运行成本过高;尺寸太小又难以应对焊接过程中可能发生的偏差等意外情况,且尺寸小的背衬板升温快,对背衬板的冷却系统的降温效率要求较高。
技术实现要素:
[0004]
本发明的目的是克服现有技术的上述不足而提供一种自动焊接背衬板,在保证焊接工作能够稳定进行的情况下,使背衬板的尺寸最优,以降低背衬板的生产及运行成本。
[0005]
本发明的技术方案是:一种自动焊接背衬板,包括板体与移动部分,移动部分安装在板体侧边,焊枪位于焊接件上方,板体位于焊接件下方,板体的长度尺寸为100mm~400mm,板体的宽度为30mm~150mm,板体的厚度尺寸为10mm~30mm。长度尺寸目的在于当板体与焊枪的移动存在速度差的情况下,在一次完整的焊接过程中,板体总能阻挡住铁水使铁水在焊缝处成型,不会出现铁水直接掉落使焊缝不能成型的问题。宽度尺寸的目的在于,
当板体在移动过程中出现左右摆动现象时,使板体在摆动的最大位移处不会偏出焊缝的区域范围。厚度尺寸目的在于保证板体在安装冷却机构后的重量尺可能小,使板体运行时所需的牵引力及吸附力减小,降低运行成本。
[0006]
进一步的,长度尺寸为200mm~320mm;优选的,长度尺寸为305mm。
[0007]
进一步的,板体的宽度尺寸为50mm~100mm;优选的,板体的宽度尺寸为82mm.进一步的,厚度尺寸为20mm。
[0008]
进一步的,背衬板上设有冷却机构,冷却机构采用循环冷却方式降温。
[0009]
进一步的,冷却机构包括横向流道、纵向流道、进水口及出水口;冷却水在横向流道、纵向流道、进水口及出水口之间流动。
[0010]
进一步的,横向流道与纵向流道均设置在板体内部,且相互连通;优选的,横向流道与纵向流道可以在板体内分层交错布置,可以形成复杂的层叠网状管道系统,提高降温效果,所述进水口及出水口设置在板体的同一端。
[0011]
在一些实施方案中,使纵向流道平行地设在板体内部,横向流道设在板体外部,横向流道用于连接相邻的两条纵向流道,使所有纵向流道和横向流道连通形成一条完整的冷却水循环通路。
[0012]
本发明的有益效果:本发明提供了一种自动焊接背衬板,在保证焊接工作能够稳定进行的情况下,使背衬板的尺寸最优,以降低背衬板的生产及运行成本。本发明的背衬板可采用循环冷却水降温,在背衬板板体内设置流道,形成多条流通管路,降温效果好。
附图说明
[0013]
图1 是本发明一种背衬板的立体结构示意图;图2 是本发明背衬板上冷却机构的一种流道的布置示意图;图3 是本发明背衬板上冷却机构的另一种流道的布置示意图;图中: 1-板体,2-连接件,3-滚轮,4-牵引绳,5-导向绳,11-纵向流道,12-横向流道 ,13-进水口,14-出水口。
具体实施方式
[0014]
以下将结合具体实施例对本发明做进一步详细说明,本实施例中未具体说明的部件或系统,均为现有技术。在本发明的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例
[0015]
如图1所示,一种自动焊接背衬板,包括板体1与移动部分,移动部分安装在板体1侧边,焊枪位于焊接件上方,板体1位于焊接件下方,本实施例中的板体1的长度尺寸为305mm,板体1的宽度尺寸为82mm,厚度尺寸为20mm。移动部分包括滚轮3、牵引绳4和导向绳5,牵引绳4一端与电机连接,另一端通过连接件2固定在板体1上,板体1具有磁性,可通过磁
力吸附在焊接件上。
[0016]
本实施例中,背衬板上设有冷却机构,冷却机构采用循环冷却方式降温;如图2所示,冷却机构包括横向流道12、纵向流道11、进水口13及出水口14;冷却水在横向流道12、纵向流道11、进水口13及出水口14之间流动。横向流道12与纵向流道11均设置在板体1内部,且相互连通,可形成多个循环通路;提升降温效果;进水口13及出水口14设置在板体1的同一端,方便管理。
[0017]
本实施例的背衬板使用方法与现有背衬板的使用方法相同,在此不作赘述。
[0018]
如图3所示,在其它实施例中,也可以使纵向流道11平行地设在板体1内部,横向流道12则设置在板体1的外部,横向流道12用于连接相邻的两条纵向流道11,使所有纵向流道11和横向流道12连通形成一条完整的冷却水循环通路。
[0019]
显然,以上仅为本发明的部分实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有前述各种技术特征的组合和变型,本领域的技术人员在不脱离本发明的精神和范围的前提下,对本发明的改进、变型、等同替换,或者将本发明的结构或方法用于其它领域以取得同样的效果,都属于本发明包括的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips