
 商标分类
商标分类  商标转让
商标转让 
一种压路机的滚筒装配工装及装配方法与流程
 2021-01-29 15:01:12|
2021-01-29 15:01:12| 291|
291| 起点商标网
起点商标网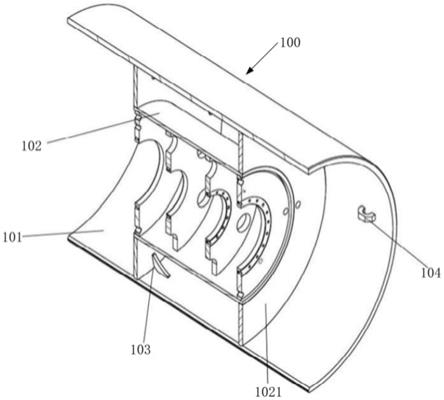
[0001]
本发明涉及压路机技术领域,尤其涉及一种压路机的滚筒装配工装及装配方法。
背景技术:
[0002]
在压路机滚筒的生产制造过程中,滚筒包括筒体和激振室,激振室置于筒体内,且激振室两端的环形腹板与筒体内壁焊接固定。
[0003]
目前滚筒的筒体与激振室的装配方式为竖井或地坑式竖向装配,主要是吊装放置并调节激振室,采取芯轴定位激振室内孔,底部支撑定位激振室腹板外面。然后竖向吊装筒体,沿着激振室的环形腹板边缘放置下去,采取底部定位,吊装放置到位后筒体与激振室的环形腹板间隙基本就定型,也只能观察上面间隙情况,下面间隙无法观察更不方便调节。部分厂家对该工艺进行优化,在下方采取多组自定心油缸进行滚筒筒体的调节。但是仍无法观察,只能通过上面的间隙进行确认,导致下面的装配间隙仍不均匀,必须采取人工焊接打底,不利于焊接自动化,间隙不均匀也导致焊接变形均一性较差,需要预留更大的加工量进行整体组焊后加工。同时装配后只能点焊固定上面焊缝部位,底部另一侧的筒体与环形腹板无法点焊固定,行车吊装翻转有冲击时未点焊固定的一端偶尔出现变形,导致焊缝间隙不均匀。
技术实现要素:
[0004]
本发明的目的在于提供一种压路机的滚筒装配工装及装配方法,以使激振室的环形腹板与筒体之间的焊缝间隙更加均匀。
[0005]
为达此目的,本发明采用以下技术方案:
[0006]
一种压路机的滚筒装配工装,所述滚筒包括筒体和激振室,所述激振室位于所述筒体内,且与所述筒体焊接连接,其包括:
[0007]
筒体定位机构,所述筒体定位机构用于支撑定位所述筒体;
[0008]
激振室夹紧定位机构,包括第一夹紧定位组件和第二夹紧定位组件,所述第一夹紧定位组件和所述第二夹紧定位组件分别设置于所述筒体定位机构的两端,用于夹持所述激振室的两端,以定位所述激振室在所述筒体内的轴向位置;
[0009]
所述激振室夹紧定位机构与所述筒体定位机构能够共同调节所述激振室与所述筒体的径向配合位置。
[0010]
可选地,所述第一夹紧定位组件和所述第二夹紧定位组件均包括定位轴,所述定位轴与所述激振室的内孔配合,以将所述激振室夹紧定位。
[0011]
可选地,所述定位轴设置为可伸缩结构,以调节所述激振室在所述筒体内的轴向位置。
[0012]
可选地,所述激振室夹紧定位机构还包括回转组件,所述定位轴与所述回转组件连接,以带动所述激振室旋转。
[0013]
可选地,所述回转组件上设置有绝对值编码器。
[0014]
可选地,所述第一夹紧定位组件和所述第二夹紧定位组件的高度可调。
[0015]
可选地,所述激振室夹紧定位机构还包括相对设置的第一支撑架和第二支撑架,所述第一夹紧定位组件设置于所述第一支撑架,且能够沿所述第一支撑架的高度方向移动;所述第二夹紧定位组件设置于所述第二支撑架,且能够沿所述第二支撑架的高度方向移动。
[0016]
可选地,所述筒体定位机构包括旋转组件,所述旋转组件能够支撑并驱动所述筒体转动,以调节所述激振室与所述筒体的径向配合位置。
[0017]
可选地,所述旋转组件包括第一旋转部件,所述第一旋转部件包括第一滚轮组和第二滚轮组,所述筒体置于所述第一滚轮组和所述第二滚轮组之间,所述第一旋转部件旋转以驱动所述筒体旋转。
[0018]
可选地,所述旋转组件还包括第二旋转部件,所述第二旋转部件与底座框架转动连接,以使所述筒体相对所述底座框架旋转。
[0019]
可选地,所述第二旋转部件还包括旋转限位器,所述旋转限位器设置于所述底座框架上,用于限制所述筒体的旋转位置。
[0020]
可选地,所述第一滚轮组和所述第二滚轮组之间的间距可调。
[0021]
可选地,所述筒体定位机构还包括限位组件,所述限位组件包括第一限位件和第二限位件,所述第一限位件和所述第二限位件用于限制所述筒体的轴向位移,且所述第一限位件和所述第二限位件之间的间距可调。
[0022]
一种压路机的滚筒装配方法,其应用以上任一项所述的压路机的滚筒装配工装,包括以下步骤:
[0023]
将组装好的激振室置于筒体内,然后将所述筒体置于筒体定位机构上;
[0024]
激振室夹紧定位机构将所述激振室夹紧定位,以确定所述激振室在所述筒体内的轴向位置;
[0025]
所述筒体定位机构和所述激振室夹紧定位机构共同调节所述激振室与所述筒体的径向配合位置,以使所述激振室与筒体之间的间隙均匀;
[0026]
将所述激振室与所述筒体点焊预固定。
[0027]
本发明的有益效果:
[0028]
本发明提供的压路机的滚筒装配工装,通过设置筒体定位机构和激振室夹紧定位机构,筒体定位机构用于支撑定位筒体。激振室夹紧定位机构包括第一夹紧定位组件和第二夹紧定位组件,第一夹紧定位组件和第二夹紧定位组件分别夹持激振室的两端,以定位激振室在筒体内的轴向位置,激振室夹紧定位机构和筒体定位机构能够共同调节激振室与筒体的径向配合位置,以使激振室的环形腹板与筒体之间的焊缝间隙更加均匀。本发明提供的压路机的滚筒装配工装,使得激振室的环形腹板与筒体之间的焊缝间隙更加均匀,从而可以实现自动化焊接,提高了生产效率,保证了焊接质量。
[0029]
本发明提供的压路机的滚筒装配方法,使用上述压路机的滚筒装配工装装配,筒体和激振室为横向装配,相对于现有技术中的竖向装配,避免了使用行车进行翻转而带来的安全隐患,提高了生产效率,且激振室与筒体之间的焊缝间隙更加均匀,提高了焊接质量。
为两个不同的位置。
[0054]
除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0055]
除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一特征和第二特征直接接触,也可以包括第一特征和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0056]
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
[0057]
如图1所示,压路机滚筒100包括筒体101、激振室102和环形腹板1021。筒体101的内壁靠近开口端的位置设置有吊钩104,以便于吊装。激振室102为独立的模块化设计,包括内筒、内腹板和润滑系统,内筒的两端设置有法兰盘,各个部件采用自定芯工装进行组对,然后采取机器人或专机进行环形焊缝的船形焊,焊后利用并密封激振室102两端安装法兰盘的孔,然后进行内腔的致密性检验,最后将此独立式的激振室102进行各加工部分的加工,作为一个模块化的成品进行存放。根据上线计划配置,开展滚筒100的生产任务,只需根据型号选择滚筒100的筒体101、环形腹板1021和激振室102的规格,然后将环形腹板1021通过螺栓与激振室102的两端连接,再通过滚筒装配工装将带有环形腹板1021的激振室102组装在筒体101内,组装完成后通过点焊预固定,且在环形腹板1021与筒体101内壁之间设置辅助筋板103,以增加环形腹板1021的支撑强度。然后通过翘板式变位机的机器人将环形腹板1021与筒体101焊接,最后进行涂装,即为滚筒成品。
[0058]
采取独立模块化的激振室102结构实现产品加工难度的降低,加工效率提升30%以上,并很好地解决了作业过程中大型结构件焊接翻转难题,生产效率高,焊接质量稳定,同时大大降低了工人劳动强度,该系统结构新颖,操作方便,通用性好,运行可靠,效果好。
[0059]
现有的滚筒装配工艺无法实现各机型滚筒100的模块化生产需求,环形腹板1021与筒体101之间的焊缝间隙无法保证,均匀性差,需要人工焊接打底,无法实现自动化焊接,由于间隙不均匀导致焊接变形不稳定,只能采取整体组焊后进行加工,需要采取大型加工设备实施镗、铣、钻、攻等工序,同时筒体101与带有环形腹板1021的激振室102装配时是竖置,焊接时为横置,需要用行车进行吊装翻转,较为麻烦,且每个滚筒100的重量为4吨~6吨,翻转对行车及吊具冲击较大,存在安全隐患,生产效率较低,也不利于实现自动化物流。
[0060]
本发明的目的在于针对滚筒100的产品结构,设计了滚筒100的横置装配工装及装配方法,解决了滚筒100等圆柱类大型结构件生产中存在的工艺难点。该装配工装更适用于目前多品种小批产品的生产模式,简便易操作、生产效率高,通用性强,同时能够实现自动化焊接。
[0061]
如图2和图3所示,本实施例提供了一种压路机的滚筒装配工装,包括筒体定位机构300和激振室夹紧定位机构200。筒体定位机构300用于支撑定位筒体101。激振室夹紧定
位机构200包括第一夹紧定位组件210和第二夹紧定位组件220,第一夹紧定位组件210和第二夹紧定位组件220分别设置于筒体定位机构300的两端,以定位激振室102在筒体101内的轴向位置;激振室夹紧定位机构200与筒体定位机构300能够共同调节激振室102与筒体101的径向配合位置。
[0062]
本实施例提供的压路机的滚筒装配工装,通过设置筒体定位机构300和激振室夹紧定位机构200,筒体定位机构300用于支撑定位筒体101,激振室夹紧定位机构200包括第一夹紧定位组件210和第二夹紧定位组件220,第一夹紧定位组件210和第二夹紧定位组件220分别夹持激振室102的两端,以定位激振室102在筒体101内的轴向位置,激振室夹紧定位机构200和筒体定位机构300能够共同调节激振室102与筒体101的径向配合位置,以使激振室102的环形腹板1021与筒体101之间的焊缝间隙更加均匀。本发明提供的压路机的滚筒装配工装,使得激振室102的环形腹板1021与筒体101之间的焊缝间隙更加均匀,从而可以实现自动化焊接,提高了生产效率,保证了焊接质量。
[0063]
可选地,第一夹紧定位组件210和第二夹紧定位组件220均包括定位轴201,定位轴201与激振室102的内孔配合,以将激振室102夹紧定位。优选地,第一夹紧定位组件210和第二夹紧定位组件220的高度可调。以适应筒体101的高度,以使激振室102的轴线与筒体101的轴线重合,从而确定激振室102在筒体101内的轴向位置。
[0064]
可选地,激振室夹紧定位机构200还包括相对设置的第一支撑架211和第二支撑架212,第一夹紧定位组件210设置于第一支撑架211,且能够沿第一支撑架211的高度方向移动;第二夹紧定位组件220设置于第二支撑架212,且能够沿第二支撑架212的高度方向移动。在本实施例中,第一支撑架211和第二支撑架212均为矩形框体,矩形框体内设置有支撑座206和第一驱动件207,定位轴201设置于支撑座206内,第一驱动件207驱动支撑座206上下移动,以调节定位轴201的高度,使得与定位轴201连接的激振室102的轴线与筒体101的轴线重合。
[0065]
在本实施例中,第一驱动件207为伺服电机,伺服电机通过涡轮蜗杆驱动丝杠208转动,丝杠208与螺母座传动连接,通过螺母座带动支撑座206上下移动。为保证第一夹紧定位组件210和第二夹紧定位组件220的同步性,采用plc控制伺服电机采集速度的信号编码器互通反馈。当然,在其他实施例中,第一驱动件207也可以为液压缸等其他驱动件。
[0066]
优选地,在矩形框架内还设置有第三限位件和第四限位件,第三限位件和第四限位件分别用于限制支撑座206的最高位置和最低位置。在本实施例中,矩形框架内还设置有两个传感器,两个传感器分别用于感应支撑座206的最高位置和最低位置。本实施例提供的激振室夹紧定位机构200采用机械限位和电气限位双重保护,且在矩形框架的顶端还设置有滑轮,滑轮上连接有钢丝绳,钢丝绳的一端与支撑座206连接,另一端连接有配重块,以减轻丝杠208的受力,避免由于激振室102过重使得丝杠208过度损伤。
[0067]
可选地,如图4所示,定位轴201设置为可伸缩结构,以调节激振室102在筒体101内的轴向位置。将定位轴201设置为可伸缩结构,使得定位轴201的长度可根据激振室102在筒体101内的轴向位置调节,可适应不同规格滚筒100的装配。
[0068]
具体地,第一夹紧定位组件210和第二夹紧定位组件220还包括第二驱动件202,第二驱动件202为液压缸。液压缸的固定端与支撑座206连接,驱动端与定位轴201连接,通过控制液压杆的伸缩长度调节定位轴201的长度,以适应不同规格的滚筒100装配。
[0069]
在本实施例中,在定位轴201上还套设有导向套203,定位轴201与激振室102的内孔配合端连接有定位盘204,定位盘204与激振室102的内孔配合,以连接激振室102。定位盘204的规格可根据激振室102的内孔尺寸进行更换,以适应不同规格滚筒100,通用性强。
[0070]
可选地,激振室夹紧定位机构200还包括回转组件205,定位轴201与回转组件205连接,以带动激振室102旋转。由于筒体101的圆度会有一定的误差,筒体101与激振室102组装时,会出现环形腹板1021的外圆与筒体101内壁之间的间隙不均匀的问题,通过回转组件205带动激振室102旋转,以调节环形腹板1021的外圆与筒体101内壁的配合位置,使得上下左右的间隙不会相差太大,使其更加均匀。
[0071]
优选地,回转组件205包括第一连接件2051、第二连接件2052和第三驱动件2053,第一连接件2051和第二连接件2052均为圆筒形,且二者啮合传动,第一连接件2051的外壁与支撑座206固定连接,第一连接件2051的内壁与第二连接件2052的外壁啮合传动,第二连接件2052的内壁与第三驱动件2053连接,第三驱动件2053驱动第二连接件2052转动。第二连接件2052内设置有连接板,定位轴201连接于连接板的中心位置,且定位轴201在第二连接件2052的带动下旋转,以带动激振室102旋转。在本实施例中,第三驱动件2053为液压马达。
[0072]
可选地,回转组件205上设置有绝对值编码器。绝对编码器由机械位置确定编码,它无需记忆,无需找参考点,而且不用一直计数,只需在需要时读取位置。这种编码器的抗干扰特性和数据的可靠性大大提高。绝对值编码器可实时记录旋转状态,可以精确控制激振室102在筒体101内的径向位置。在本实施例中,回转组件205的旋转角度为
±
n
×
360
°
,旋转速度为2.0rpm。
[0073]
在本实施例中,为保证激振室102的环形腹板1021与筒体101内壁的焊接质量,使得二者之间的焊缝间隙更加均匀,通常在组装激振室102和筒体101时,筒体101和激振室102需要共同调节,调整筒体101的内壁圆周与环形腹板1021的外圆的配合位置,以快速将二者之间的焊缝间隙调节的更加均匀。
[0074]
可选地,如图5和图6所示,筒体定位机构300包括旋转组件310,旋转组件310能够支撑并驱动筒体101转动,以调节激振室102与筒体101的径向配合位置。由于筒体101的圆度具有一定的偏差,通过旋转组件310调节筒体101的内壁圆周与环形腹板1021的外圆的配合位置,使得其与激振室102的环形腹板1021之间的间隙更加均匀。
[0075]
具体地,旋转组件310包括第一旋转部件311,第一旋转部件311包括第一滚轮组3111和第二滚轮组3112,筒体101置于第一滚轮组3111和第二滚轮组3112之间,第一旋转部件311旋转以驱动筒体101旋转。在本实施例中,筒体定位机构300还包括安装支架313、底座框架320和第四驱动件314,第一旋转部件311与安装支架313固定连接,且第一滚轮组3111和第二滚轮组3112间隔设置于安装支架313上,筒体101置于第一滚轮组3111和第二滚轮组3112之间,安装支架313设置于底座框架320上。安装支架313上的两侧均设置有定位销3131,底座框架320上对应设置有定位孔322,定位销3131与定位孔322配合,将安装支架313设置于底座框架320上。第一滚轮组3111和第二滚轮组3112均包括通过传动轴连接的两个滚轮,第四驱动件314驱动第一滚轮组3111转动,第二滚轮组3112在筒体101的带动下从动,以使筒体101相对激振室102转动,以改变二者之间的径向配合位置。
[0076]
优选地,第一滚轮组3111和第二滚轮组3112之间的间距可调。将第一滚轮组3111
和第二滚轮组3112之间的间距设置为可调,以适应不同直径的筒体101,通用性强。在本实施例中,第一滚轮组3111和第二滚轮组3112通过座体与安装支架313可拆卸连接,第一滚轮组3111和第二滚轮组3112之间设置有第八驱动件3113,第八驱动件3113为电动推杆,电动推杆的固定端与安装支架313连接,驱动端与第二滚轮组3112的座体连接,以驱动第二滚轮组3112移动,从而调节第一滚轮组3111和第二滚轮组3112之间的间距。
[0077]
可选地,如图6和图8所示,旋转组件310还包括第二旋转部件312,第二旋转部件312与底座框架320转动连接,以使筒体101相对底座框架320旋转。在本实施例中,第二旋转部件312包括半圆盘3121和第五驱动件315,半圆盘3121的圆心连接有旋转轴3122,半圆盘3121设置于安装支架313的两侧,且与安装支架313固定连接,底座框架320的两侧设置有旋转安装座321,半圆盘3121通过旋转轴3122与旋转安装座321铰接,第五驱动件315驱动半圆盘3121旋转,半圆盘3121带动安装支架313转动,以使筒体101相对底座框架320呈一定角度倾斜,以补偿由于筒体101的圆度误差造成的筒体101与激振室102之间的间隙均匀性差。第五驱动件315为伺服电机。
[0078]
可选地,第二旋转部件312还包括旋转限位器3123,旋转限位器3123设置于底座框架320上,用于限制筒体101的旋转位置。旋转限位器3123为传感器,用于限制半圆盘3121旋转的最大角度。由于利用半圆盘3121调节筒体101的角度为旋转微调,以确保间隙的均匀性。如果旋转角度过大,筒体101会与激振室102产生干涉,造成筒体101或减振室的环形腹板1021的损伤。
[0079]
可选地,如图6和图7所示,筒体定位机构300还包括限位组件330,限位组件330包括第一限位件331和第二限位件332,第一限位件331和第二限位件332用于限制筒体101的轴向位移,且第一限位件331和第二限位件332之间的间距可调。在安装支架313的前后两端(沿筒体101长度方向延伸的两端)分别设置有第一限位件331和第二限位件332,以限制筒体101长度方向的位移。将第一限位件331和第二限位件332之间的间距设置为可调,以适应不同长度的筒体101,通用性强。在第一限位件331和第二限位件332的安装座体内设置有第六驱动件333,第六驱动件333驱动第一限位件331和/或第二限位件332移动,以调节第一限位件331和第二限位件332之间的间距。第六驱动件333为电动推杆或液压缸。
[0080]
优选地,如图8所示,底座框架320设置为可移动的。在本实施例中,筒体定位机构300还包括移动组件340,移动组件340包括滑槽341、滑轨342和第七驱动件343,在地面上设置有滑轨342,底座框架320的底端设置有滑槽341,第七驱动件343一端与地面固定连接,另一端与底座框架320连接,第七驱动件343驱动底座框架320相对地面移动,以适应不同规格的滚筒100。
[0081]
如图9所示,本实施例还提供了一种压路机的滚筒装配方法,应用上述的压路机的滚筒装配工装,包括以下步骤:
[0082]
s10、将组装好的激振室102置于筒体101内,然后将筒体101置于筒体定位机构300上;
[0083]
在本实施例中,先根据滚筒100的规格,选择相应规格的激振室102、环形腹板1021和筒体101,并通过螺栓将环形腹板1021固定在激振室102的两端,然后将组装好的激振室102置于筒体101内,并将筒体101吊装在筒体定位机构300上。激振室102在组装之前,内孔的精加工已经完成,使用普通加工设备即可完成,且工艺简单;无需等环形腹板1021与筒体
焊接完成后再精加工,减少了大型机加工设备的使用,降低了成本;且无需使用行车吊装翻转滚筒,避免了安全事故的发生。
[0084]
s20、激振室夹紧定位机构200将激振室102夹紧定位,以确定激振室102在筒体101内的轴向位置;
[0085]
在本实施例中,将筒体101吊装在筒体定位机构300上后,调节第一夹紧定位组件210和第二夹紧定位组件220,以使定位轴201上的定位盘204与激振室102的内孔配合连接,通过调节定位轴201的长度以确定激振室102在筒体101内的轴向位置。
[0086]
s30、筒体定位机构300和激振室夹紧定位机构200共同调节激振室102与筒体101的径向配合位置,以使激振室102与筒体101之间的间隙均匀;
[0087]
激振室102在筒体101内的轴向位置确定以后,通过回转组件205旋转激振室102,以调节激振室102在筒体101内的径向位置,通过旋转组件310旋转筒体101,微调筒体101内壁与激振室102的环形腹板1021的径向配合位置,以使激振室102与筒体101之间的间隙均匀。
[0088]
s40、将激振室102与筒体101点焊预固定。
[0089]
将激振室102的环形腹板1021与筒体101内壁之间的焊缝间隙调节均匀以后,通过点焊将激振室102两端的环形腹板1021与筒体101内壁预固定,然后采用翘板式变位机的机器人对筒体101与激振室102进行焊接,由于焊缝间隙一致性高,从而无需人工焊接打底,可实现自动化焊接,提高了生产效率和焊接质量。
[0090]
焊接完成后,即可对滚筒100进行涂装,然后再与压路机装配。
[0091]
应用本实施例提供的压路机的滚筒的装配方法,将现有技术中最后进行的机械加工前移至激振室加工工序,根据滚筒100的规格进行筒体101、激振室102及环形腹板1021的选配,激振室与滚筒组焊加工后即为成品,滚筒的生产周期缩短了约60%。
[0092]
本实施例提供的压路机滚筒的装配方法,使用上述压路机的滚筒装配工装装配,筒体101和激振室102为横向装配,相对于现有技术中的竖向装配,避免了使用行车进行翻转而带来的安全隐患,提高了生产效率,且激振室102与筒体101之间的焊缝间隙更加均匀,提高了焊接质量。
[0093]
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips