
 商标分类
商标分类  商标转让
商标转让 
一种铝合金薄板大间隙对接的摆动激光填丝焊方法与流程
 2021-01-29 15:01:32|
2021-01-29 15:01:32| 325|
325| 起点商标网
起点商标网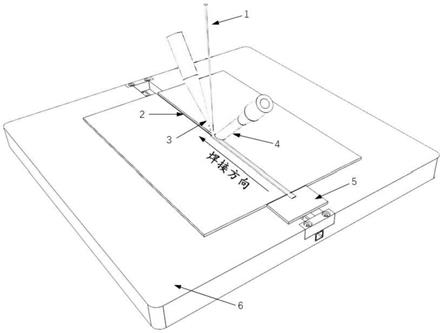
[0001]
本发明涉及焊接技术领域,尤其涉及一种铝合金薄板大间隙对接的摆动激光填丝焊方法。
背景技术:
[0002]
铝合金作为一种有色金属结构材料,以其密度小、比强度高、抗腐蚀性强、导电性及导热性优良等性能被广泛应用。随着航空航天、能源、海洋工程以及交通运输等现代科学技术的发展,人们对材料性能提出了更高的要求,各种新型的铝合金材料以及新型的铝合金制造技术也应运而生。其中有以碳化硅增强的铝基复合材料为代表的新型铝合金材料,还有以3d打印技术为代表的新型制造技术。例如:碳化硅颗粒增强铝基复合材料(sic
p
/al)以其较高的比刚度、比强度、导热率、尺寸稳定性以及耐磨、耐腐蚀等优良的性能被广泛应用于航空航天、仪器仪表、精密机械等产业领域。3d打印的alsi
10
mg以其良好的耐腐蚀性、流动性、抗热裂性、无应力腐蚀破裂倾向等优良的综合性能,被作为理想的可实现交通工具轻量化、环保的现代化结构材料。
[0003]
而作为一种先进的铝合金材料,无论是在航空航天、仪器仪表还是精密机械等产业工程中必然会涉及到自身的连接问题。以sic
p
/al复合材料的连接问题为例,国内外学者常采用的焊接方式有钎焊、扩散焊、电阻焊、电弧焊、摩擦焊、激光焊和真空电子束焊等。然而,由于复合材料增强相与基体之间的物理和化学性能差异大,故增强体的引入对焊接过程产生较大影响。如采用传统的熔化焊方式,类似于专利文件cn107442935a公开的一种铝合金激光摆动焊接工艺方法中所采用的激光焊接方式,将母材通过激光束熔化后连接在一起,以sic
p
/al复合材料为例,sic
p
/al复合材料中的增强相sic很容易在熔池中与液态al发生界面反应,生成脆性的al
4
c
3
及al
4
sic
4
相,而al
4
c
3
相是导致接头强度变低的主要原因。而采用以搅拌摩擦焊为代表的固相连接方式,虽然可以避免母材熔化从而防止al
4
c
3
脆性相的产生,但是其热机影响区由于同时承受热和机械力的影响,内部分布着大量严重变形的结构。参考图1中传统单激光对接方式形成的焊后横截面,图1中(a)为sic
p
/2009al复合材料的焊后横截面以及图1中(b)为3d打印alsi
10
mg的焊后横截面,从图中可看出两种材料的焊后均呈现气孔大且密集的效果。同时,固相焊存在的焊接效率低以及焊接尺寸与接头形式受限等问题也使其难以被广泛应用于灵活复杂的航空航天结构件上。
技术实现要素:
[0004]
本发明的目的是解决上述技术问题,提供一种铝合金薄板大间隙对接的摆动激光填丝焊方法,在焊接时预留间隙来减少铝合金薄板的稀释率,从而避免气孔缺陷及冶金反应脆性相的产生。
[0005]
为实现上述目的,本发明提供了如下方案:提供一种铝合金薄板大间隙对接的摆动激光填丝焊方法,所述焊接方法包括如下步骤:
[0006]
s1、装夹:准备两块铝合金薄板、及若干与所述铝合金薄板材料成分相近的铝合金
焊丝,将所述铝合金薄板固定在焊接工装上,同时将两所述铝合金薄板进行压紧,且在两所述铝合金薄板的对接面之间预留并保持宽度不变的间隙;
[0007]
s2、焊装布置:完成对所述铝合金薄板的固定后,所述铝合金薄板上方布置用于送出所述铝合金焊丝的送丝嘴和用于发出激光束的激光头,并对所述对接面施加保护气体,以确保在焊接的过程中所述对接面与空气隔绝;并且所述送丝嘴靠近所述间隙,所述激光头对应所述送丝嘴进行安装;
[0008]
s3、焊接过程:在所述间隙的焊接起始端和末端分别预置有与所述铝合金薄板同材质的引板,先利用所述激光束和所述铝合金焊丝在引板上形成熔池,随后,熔池移动引入所述间隙,铝合金焊丝经所述激光束加热熔化后填充整个所述间隙,所述送丝嘴和所述激光头对应所述间隙继续行进,进而完成对两所述铝合金薄板的焊接工作。
[0009]
优选的,所述铝合金薄板的厚度为1mm-3mm,所述间隙的宽度为0.8mm-1.4mm。
[0010]
优选的,所述铝合金薄板为常规铝合金材料、铝基复合材料或者3d打印的铝合金材料。
[0011]
优选的,在步骤s1中,固定所述铝合金薄板之前,先对所述铝合金薄板进行表面打磨并刮掉所述对接面的氧化层,并擦洗和吹净所述对接面。
[0012]
优选的,在步骤s2中,将所述激光头对准所述送丝嘴时,所述激光束的焦点对应所述铝合金焊丝伸出端端部的外边缘,形成光丝相切的状态,且所述激光束的焦点与所述铝合金薄板的上表面位于同一平面中。
[0013]
优选的,在步骤s3中,所述激光头在焊接过程中行进的同时,沿与行进方向相垂直的方向进行往复摆动,且所述激光头的摆动幅度不大于所述间隙的宽度。
[0014]
优选的,所述激光头的摆动路径呈以焊缝为中心对称轴的圆形、或者呈以焊缝为x轴的正弦线形、或者沿焊接方向上呈以焊缝为中心对称轴的∞形。
[0015]
优选的,所述激光头的摆动路径沿焊接方向上呈以焊缝为中心对称轴的8字形,且所述8字形的两个圆形以焊缝为对称轴相对称。
[0016]
本发明相对于现有技术取得了以下技术效果:
[0017]
1、针对采用sic
p
/al复合材料制作的铝合金薄板为例:结合sic
p
/al复合材料熔化后增强体sic颗粒会与al基体发生反应生成al
4
c
3
及al
4
sic
4
脆性相的特点,在两铝合金薄板的对接面之间预留并保持宽度的间隙,送丝嘴和激光头对应间隙并沿同一方向行进,铝合金焊丝经激光束加热熔化后填充整个间隙,以连接两铝合金薄板,整个焊接过程能够尽可能的减少激光束对铝合金薄板的熔化量,进而能够减少铝合金薄板的稀释率,从而避免大量脆性相的产生。
[0018]
2、针对铝合金薄板的激光焊接,在两铝合金薄板的对接面之间预留并保持一定宽度的间隙用于激光填丝焊,克服了现有技术中激光焊中为保证能够获得良好焊缝成形,母材对接间隙宽度不能超过光斑直径的1/2或者母材厚度10%的限制。
[0019]
3、焊接时,激光束的焦点与铝合金薄板的上表面位于同一平面中,为零离焦状态,激光束的能量利用率较常规激光钎焊的离焦光束状态大大提高,同时高的焊接速度,又有效降低了焊接热输入,可降低焊后残余应力。
[0020]
4、在焊接起始端添加一块同材质引板的方式,以此保证能够形成稳定的熔池,并将熔池引入间隙的焊接起始端,防止发生激光直接穿过间隙无法形成熔池影响焊缝成形的
现象。
[0021]
5、在间隙的焊接起始端和末端分别预置有与铝合金薄板同材质的引板,先利用激光束和铝合金焊丝分别在两引板上形成熔池,并将两熔池分别引入间隙,进而完成保持间隙结构稳定的首尾点焊步骤,避免在焊接的过程中间隙变化导致焊接质量变差。
[0022]
6、利用8字形激光摆动方式,一方面实现对熔池的搅拌作用从而加速氢气逸出从而减少气孔产生,另一方面通过8字形的激光摆动方式使焊缝在有间隙的情况下能够形成稳定的熔池确保焊接成形。
附图说明
[0023]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0024]
图1为传统单激光对接方式焊接两种铝合金材料的焊后横截面:其中(a)为17%体积分数的sic
p
/2009al复合材料;(b)为3d打印的alsi
10
mg;
[0025]
图2为本发明焊接过程的示意图;
[0026]
其中,1-激光头、2-间隙、3-送丝嘴、4-送气嘴、5-第一引板、6-焊接背部保护工装。
[0027]
图3为本发明中使用激光束的8字形摆动方式示意图;
[0028]
图4为本发明焊接1.6mm厚17%体积分数的sic
p
/2009al复合材料的焊后横截面;
[0029]
图5为本发明焊接1.6mm厚3d打印alsi
10
mg的焊后横截面;
[0030]
图6为本发明焊接1.6mm厚2198铝锂合金的焊后横截面;
[0031]
图7为本发明焊接1.6mm厚17%体积分数的sic
p
/2009al复合材料焊后焊缝rt底片照片:其中(a)为选择5356铝合金焊丝的焊缝;(b)为选择2319铝合金焊丝的焊缝;
具体实施方式
[0032]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0033]
本发明用于克服上述已有技术之缺陷,提供一种铝合金薄板大间隙对接的摆动激光填丝焊方法,在焊接时预留间隙来减少铝合金薄板的稀释率,从而避免气孔缺陷及冶金反应脆性相的产生。
[0034]
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
[0035]
如图2-3所示,本实施例中提供一种铝合金薄板大间隙对接的摆动激光填丝焊方法,焊接方法包括如下步骤:
[0036]
s1、板材装夹:准备两块铝合金薄板、及若干与铝合金薄板材料成分相近的铝合金焊丝,铝合金板的厚度为1mm-3mm,尤其针对自熔焊效果差的铝合金材料,例如:sic
p
/al复合材料或者3d打印的alsi
10
mg等,铝合金焊丝的选取可采用例如5356铝合金焊丝或2319铝
合金焊丝等,将铝合金薄板固定在焊接工装上,优选将两铝合金薄板进行对接,在两铝合金薄板的对接面之间预留并保持一定的间隙后,通过设置在焊接背部保护工装上的夹具对铝合金薄板进行夹持压紧,优选的宽度为0.8mm-1.4mm,为能够形成稳定的间隙,优选准备若干个与两对接面之间的间隙宽度相等的塞尺,在利用夹具固定铝合金薄板之前,将塞尺夹入两对接面之间,并在完成对铝合金薄板的固定后取出塞尺。
[0037]
作为本发明优选的实施方式,为保证对铝合金薄板焊接的有效性,在固定铝合金薄板之前,先对待铝合金薄板进行表面打磨并刮掉对接面的氧化膜,之后用丙酮擦洗对接面,用于清除对接面的水分、油污与杂物,然后用压缩空气吹净表面,进而能够避免对接面的氧化物或其他杂质影响焊缝形成的质量。
[0038]
s2、焊装布置:完成对铝合金薄板的固定后,对铝合金薄板的对接面施加保护气体,以确保在焊接的过程中对接面与空气隔绝,优选的在靠近间隙的位置处设有用于施加保护气体的送气嘴,送气嘴包括与正对焊缝设置的出气口,进而在焊接的过程中接通保护气,保护气经过出气口覆盖在对接面上,对后续焊缝整体形成有效的保护;
[0039]
同时,在铝合金薄板上方分别设置用于送出铝合金焊丝的送丝嘴和用于发出激光束的激光头,送丝嘴靠近间隙,激光头与送丝嘴相对应。优选的,送丝嘴沿焊接方向设置在激光头的前侧,便于送丝嘴持续的送丝不会受到激光头的干涉,而且送气嘴设置在激光头的后侧并保持出气口正对光斑,那么在焊接的过程中既能够在焊接过程中产生保护气体,以防止氧气对焊缝的影响导致其质量降低,并且设置在激光头后侧,在焊接的过程中对形成的焊缝进行冷却;优选的,在调整激光头和送丝嘴时,激光束的焦点对准铝合金焊丝底端的外边缘,形成光丝相切的状态,便于对铝合金焊丝的充分熔化呈熔池。
[0040]
s3、焊接过程:为保证能够形成稳定的熔池,并将熔池引入间隙的焊接起始端,防止发生激光直接穿过间隙无法形成熔池影响焊缝成形的现象,在间隙的焊接起始端预置有与铝合金薄板同材质的第一引板,调试好送丝嘴和激光头后,先在第一引板上开始焊接并在第一引板上形成熔池,并将熔池引入间隙的焊接起始端,进而依靠熔池对间隙进行持续性的填充,以避免在后续焊接的过程中激光束透过间隙影响焊接质量。
[0041]
而且,激光束的焦点与铝合金薄板的上表面位于同一平面中,为零离焦状态,激光束的能量利用率较常规激光钎焊的离焦光束状态大大提高,同时高的焊接速度,又有效降低了焊接热输入,可降低焊后残余应力。
[0042]
作为本发明优选的实施方式,在间隙的焊接末端预置有与铝合金薄板同材质的第二引板,在间隙的焊接起始端引入熔池后,在第二引板上进行点焊形成熔池并引入焊接末端,以在间隙首尾两端形成焊点,保持间隙结构的稳定,避免在焊接的过程中间隙变化导致焊接质量变差,优选的第一引板和第二引板的厚度与铝合金薄板相同,使得熔池在推进过程中不会发生跨度性的跳跃,保证熔池进入间隙的平稳。
[0043]
将熔池引入间隙的焊接起始端后,送丝嘴和激光头对应间隙并沿同一方向行进,铝合金焊丝经激光束加热熔化后填充整个间隙,以连接两铝合金薄板,完成对两铝合金薄板的焊接工作;优选的,激光头在沿焊接方向行进的同时,沿与行进方向相垂直的方向进行往复摆动,且激光头的摆动幅度不大于两对接面之间的间隙,避免激光束的焦点落在铝合金薄板上,导致铝合金薄板过度熔化,导致其稀释率增加,影响焊缝的质量,其中,激光头的摆动路径呈以焊缝为中心对称轴的圆形、或者呈以焊缝为x轴的正弦线性、或者沿焊接方向
上呈以焊缝为中心对称轴的∞形、或者沿焊接方向上呈以焊缝为中心对称轴的8字形,其中,8字形所呈现的结构中,包含的两个圆形结构对称分布在焊缝的两侧;∞形所呈现的结构中,其左右两端沿焊接方向顺应布置,∞形包含的两圆形结构中的任意一个均以焊缝为中心轴,形成两个半圆对称分布在焊缝两侧的结构;利用8字形激光摆动方式,一方面实现对熔池的搅拌作用从而加速氢气逸出,可以有效避免铝合金焊接过程中裂纹、气孔等缺陷的产生,另一方面通过8字形的激光摆动方式使焊缝在有间隙的情况下能够形成稳定的熔池确保焊接成形,而且优选的,为进一步保证焊接的质量,当激光头的摆动路径呈8字形时,对于1.6mm的铝合金板,其焊接速度为4.8m/min,送丝速度为9.6m/min,激光功率为3200w,以形成采用8字形摆动时的最优参数,实现对焊缝的精密焊接获得表面成形良好无裂纹的优质焊缝,例如对1.6mm厚17%体积分数的sic
p
/2009al复合材料的焊后抗拉强度可达到212mpa,对1.6mm厚通过3d打印制作成的alsi
10
mg焊接后接头拉伸试验可达到母材韧断。
[0044]
也就是说,本发明的目的在于采用预留间隙的摆动激光填丝焊方法,即焊接过程中可对激光头进行光斑移动控制实现不同的激光摆动方式,不仅焊后表面无咬边、裂纹等缺陷,焊缝气孔少、无孔洞缺陷,而且针对采用sic
p
/al复合材料制作的铝合金薄板为例:结合sic
p
/al复合材料熔化后增强体sic颗粒会与al基体发生反应生成al
4
c
3
及al
4
sic
4
脆性相的特点,在一定范围内控制母材熔化量,减少母材的稀释率,进而减少脆性相的产生,提高接头性能,有效的提升了激光焊接铝合金薄板的连接强度,而且克服了传统激光焊对间隙宽度不能超过光斑直径的1/2或母材厚度10%的限制,在具体的操作过程中,本发明的焊接方法对于1.6mm的铝合金薄板可实现间隙达到1.4mm的焊接,降低了焊接装配精度要求。
[0045]
下面结合具体实施例对本发明摆动激光填丝焊进行详细说明,具体实施例组分如下所示:
[0046]
实施例1:
[0047]
选择1.6mm厚17%体积分数的sic
p
/2009al复合材料作为待焊试板,按照上述铝合金薄板大间隙对接的摆动激光填丝焊方法进行焊接,其中焊接参数为:焊丝选择5356铝合金焊丝;激光头的摆动路径呈8字形;摆动幅度1.0mm;摆动频率200hz;间隙1.0mm;激光功率3200w;焊接速度4.8m/min;送丝速度11.2m/min。
[0048]
实施例2:
[0049]
选择1.6mm厚17%体积分数的sic
p
/2009al复合材料作为待焊试板,按照上述铝合金薄板大间隙对接的摆动激光填丝焊方法进行焊接,其中焊接参数为:焊丝选择5356铝合金焊丝;激光头的摆动路径呈8字形;摆动幅度1.0mm;摆动频率200hz;间隙1.2mm;激光功率3200w;焊接速度4.8m/min;送丝速度11.2m/min。
[0050]
实施例3:
[0051]
选择1.6mm厚17%体积分数的sic
p
/2009al复合材料作为待焊试板,按照上述铝合金薄板大间隙对接的摆动激光填丝焊方法进行焊接,其中焊接参数为:焊丝选择2319铝合金焊丝;激光头的摆动路径呈8字形;摆动幅度1.0mm;摆动频率200hz;间隙1.0mm;激光功率3500w;焊接速度4.8m/min;送丝速度9.6m/min。
[0052]
实施例4:
[0053]
选择1.6mm厚的通过3d打印制作成的alsi
10
mg薄板作为待焊试板,按照上述铝合金薄板大间隙对接的摆动激光填丝焊方法进行焊接,其中焊接参数为:焊丝选择5356铝合金
焊丝;激光头的摆动路径呈8字形;摆动幅度1.0mm;摆动频率200hz;间隙1.0mm;激光功率3200w;焊接速度4.8m/min;送丝速度9.6m/min。
[0054]
实施例5:
[0055]
选择1.6mm厚2198铝锂合金作为待焊试板,按照上述铝合金薄板大间隙对接的摆动激光填丝焊方法进行焊接,其中焊接参数为:焊丝选择5356铝合金焊丝;激光头的摆动路径呈8字形;摆动幅度1.0mm;摆动频率200hz;间隙1.0mm;激光功率3200w;焊接速度4.8m/min;送丝速度9.6m/min。
[0056]
实施例6:
[0057]
选择1.6mm厚2198铝锂合金作为待焊试板,按照上述铝合金薄板大间隙对接的摆动激光填丝焊方法进行焊接,其中焊接参数为:焊丝选择2319铝合金焊丝;激光头的摆动路径呈8字形;摆动幅度1.0mm;摆动频率200hz;间隙1.0mm;激光功率3200w;焊接速度4.8m/min;送丝速度9.6m/min。
[0058]
图4~6为本发明所述实施例2、3、5的焊缝横截面,从图中可反映出本发明所述焊接方法适用于sic
p
/2009al复合材料、3d打印的alsi
10
mg以及2198铝锂合金的薄板焊接。图7可反映出实施例1和实施例3中所述焊接参数下焊接sic
p
/2009al复合材料未出现直径超过0.1mm的大气孔以及聚集性气孔。
[0059]
根据实际需求而进行的适应性改变均在本发明的保护范围内。
[0060]
本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips