
 商标分类
商标分类  商标转让
商标转让 
一种压制钢管制作工装及方法与流程
 2021-01-29 15:01:15|
2021-01-29 15:01:15| 261|
261| 起点商标网
起点商标网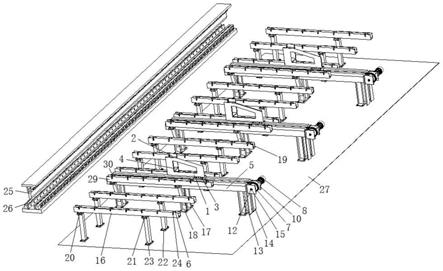
[0001]
本发明涉及输电线路钢管塔、变电站、钢管杆制造加工的技术领域,具体为一种压制钢管制作工装及方法。
背景技术:
[0002]
输电线路钢管塔中,通常较小规格的钢管可采购无缝管,大规格钢管采购无缝管或高频焊管时成本过高,对钢管直径大于273mm的钢管可采用钢板压制成型,在对板材压制过程中可根据生产经验了设定加工参数,保证板材压制成型的一致性,直接影响到最终制作焊接钢管的外形质量,且对于板材的压制过程是一个板材逐渐被弯曲的过程。为此,我们提出了一种压制钢管制作工装及方法。
技术实现要素:
[0003]
本发明的目的在于提供一种压制钢管制作工装及方法,具备既达到了钢管的受力要求也大大降低了生产成本的优点,解决了输电线路钢管塔中,通常较小规格的钢管可采购无缝管,大规格钢管采购无缝管或高频焊管时成本过高的问题。
[0004]
为实现上述目的,本发明提供如下技术方案:一种压制钢管制作工装,包括若干组运输装置,若干组所述运输装置等距设置在地面上,所述运输装置包括两个第一滚轮架,两个所述第一滚轮架均通过若干支撑方钢连接在地面上,所述第一滚轮架的顶部转动连接有若干第一滚轮,所述第一滚轮架一侧设连接座,所述连接座通过若干对支撑槽钢和地面相连接,所述连接座的两侧设有第二滚轮架,所述第二滚轮架的顶部转动连接有若干第二滚轮,所述连接座内设有链条,所述链条的两端均设有齿轮,所述齿轮通过支撑装置和连接座相连接,一端的所述齿轮上转动连接有电机,所述连接座的顶部设有挡板底座,所述挡板底座的顶部垂直设有第一挡板,所述第一挡板的一侧通过挡板加劲板连接有第二挡板,所述第二挡板和第一挡板平行设置,所述连接座的一端设有折弯下模,所述折弯下模的上方设有折弯上模。
[0005]
优选的,所述第二滚轮架、第一滚轮架的顶部均设有若干u形槽口,所述第一滚轮、第二滚轮均通过滚轮轴转动连接在u形槽口内。
[0006]
优选的,所述支撑方钢的底部通过第二底座和地面相连接,所述支撑方钢的顶部连接有第二连板,所述第一滚轮架的底部设有第一连板,所述第一连板、第二连板之间通过螺栓相连接。
[0007]
优选的,每对所述支撑槽钢对称设置在连接座的两侧,所述支撑槽钢的顶部通过斜撑连接在对应位置处的第二滚轮架底部,每对所述支撑槽钢的底部均通过第一底座和地面相连接。
[0008]
优选的,所述支撑装置包括两个支撑板,两个所述支撑板的底部通过支撑底座和地面相连接,两个所述支撑板的侧边上均垂直设有固定板,所述齿轮通过转轴转动连接在两个固定板之间,所述转轴上设有固定轴,所述转轴和电机相连接.
[0009]
优选的,一侧所述固定板上设有电机连接板,所述电机和电机连接板相连接。
[0010]
本发明还提供了一种压制钢管制作方法,包括以下步骤:
[0011]
s1:根据技术设计下料展开尺寸,在等离子数控切割机上切割成型;
[0012]
s2:根据管径大小在钢板上划出制弯线;
[0013]
s3:将钢板移至第一滚轮架、第二滚轮架上,点动手柄开关,使电机发生转动,带动齿轮转动,进一步的链条带动第一挡板、第二挡板、挡板加劲板顶住制弯钢板边缘向前输送;
[0014]
s4:当制弯钢板第一道制弯线对准折弯上模、折弯下模时,停止输送并将折弯上模下压进行制弯;
[0015]
s5:进一步的,制弯最后一道的制弯线,即先制弯两端再制弯其余位置制弯线,最后将钢板制弯成型移至下一道工序。
[0016]
与现有技术相比,本发明的有益效果如下:
[0017]
本发明通过设置第一滚轮架、第二滚轮架、第二滚轮、第一滚轮、链条、电机,解决了输电线路钢管塔中,大规格钢管采购无缝管或高频焊管时成本过高的问题,本发明实用性强、自动化程度较高、定位精准,很大程度上提高了压制管制作的加工效率和制弯精度;提高了产品的质量。
附图说明
[0018]
图1为本发明结构示意图;
[0019]
图2为本发明部分结构主视图;
[0020]
图3为本发明部分结构左视图。
[0021]
图中:1、第一挡板;2、第二挡板;3、挡板底座;4、挡板加劲板;5、连接座;6、第一滚轮;7、链条;8、电机;9、电机连接板;10、固定板;11、齿轮;12、转轴;13、支撑底座;14、支撑板;15、固定轴;16、第一滚轮架;17、支撑槽钢;18、第一底座;19、斜撑;20、第一连板;21、第二连板;22、第二底座;23、支撑方钢;24、滚轮轴;25、折弯上模;26、折弯下模;27、地面;28、u形槽口;29、第二滚轮架;30、第二滚轮。
具体实施方式
[0022]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0023]
请参阅图1-3,一种压制钢管制作工装,包括若干组运输装置,若干组运输装置等距设置在地面27上,运输装置包括两个第一滚轮架16,两个第一滚轮架16均通过若干支撑方钢23连接在地面27上,支撑方钢23与地面27用膨胀螺栓固定,第一滚轮架16的顶部转动连接有若干第一滚轮6,第一滚轮架16一侧设连接座5,连接座5通过若干对支撑槽钢17和地面27相连接,连接座5的两侧设有第二滚轮架29,第二滚轮架29的顶部转动连接有若干第二滚轮30,设置的第一滚轮6、第二滚轮30可用于输送钢管成型前的钢板。
[0024]
连接座5内设有链条7,链条7的两端均设有齿轮11,齿轮11通过支撑装置和连接座
5相连接,一端的齿轮11上转动连接有电机8,连接座5的顶部设有挡板底座3,挡板底座3的顶部垂直设有第一挡板1,第一挡板1的一侧通过挡板加劲板4连接有第二挡板2,第二挡板2和第一挡板1平行设置,连接座5的一端设有折弯下模26,折弯下模26的上方设有折弯上模25。
[0025]
进一步的,第二滚轮架29、第一滚轮架16的顶部均设有若干u形槽口28,第一滚轮6、第二滚轮30均通过滚轮轴24转动连接在u形槽口28内,设置的第一滚轮6、第二滚轮30在u形槽口28内进行稳定的转动,进而实现了钢板的正常运输。
[0026]
进一步的,支撑方钢23的底部通过第二底座22和地面27相连接,支撑方钢23的顶部连接有第二连板21,第一滚轮架16的底部设有第一连板20,第一连板20、第二连板21之间通过螺栓相连接,通过第一连板20、第二连板21的设置,即可保证支撑方钢23、第一滚轮架16、地面27之间连接的稳定性。
[0027]
进一步的,每对支撑槽钢17对称设置在连接座5的两侧,支撑槽钢17的顶部通过斜撑19连接在对应位置处的第二滚轮架29底部,每对支撑槽钢17的底部均通过第一底座18和地面27相连接,通过斜撑19的设置,即可提高了支撑槽钢17与第二滚轮架29之间的支撑力。
[0028]
进一步的,支撑装置包括两个支撑板14,两个支撑板14的底部通过支撑底座13和地面27相连接,两个支撑板14的侧边上均垂直设有固定板10,齿轮11通过转轴12转动连接在两个固定板10之间,转轴12上设有固定轴15,转轴12和电机8相连接,固定轴15以及转轴12的连接,即可保证齿轮11在两个固定板10之间连接的稳定性。
[0029]
进一步的,一侧固定板10上设有电机连接板9,电机8和电机连接板9相连接,通过电机连接板9的连接,保证了电机8在固定板10上连接的稳定性。
[0030]
本发明还提供了一种压制钢管制作方法,包括以下步骤:
[0031]
s1:根据下料展开尺寸,在等离子数控切割机上切割成型;
[0032]
s2:根据管径大小在钢板上划出制弯线;
[0033]
s3:将钢板移至第一滚轮架16、第二滚轮架29上,点动手柄开关,使电机8发生转动,带动齿轮11转动,进一步的链条7带动第一挡板1、第二挡板2、挡板加劲板4顶住制弯钢板边缘并向前输送;
[0034]
s4:当制弯钢板第一道制弯线对准折弯上模25、折弯下模26时,停止输送并将折弯上模25下压进行制弯;
[0035]
s5:进一步的,制弯最后一道的制弯线,即先制弯两端再制弯其余位置制弯线,最后将钢板制弯成型移至下一道工序。
[0036]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips