
 商标分类
商标分类  商标转让
商标转让 
一种杆塔球体赤道缝焊接工艺的制作方法
 2021-01-29 15:01:22|
2021-01-29 15:01:22| 241|
241| 起点商标网
起点商标网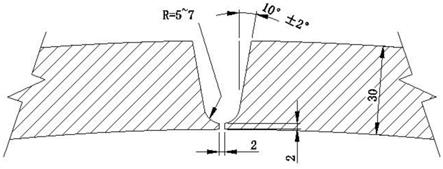
s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;
[0012]
步骤7:盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;
[0013]
步骤8:应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0014]
优选的,所述在步骤1中,半体球坡口形式为u型坡口结构,坡口根部半径r=5~7mm,坡口角度为10
°±
2
°
,钝边为2mm。
[0015]
优选的,所述在步骤1中,半球体的坡口加工方法为机加工坡口。
[0016]
优选的,所述在步骤2中,拼装前需对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等;拼装时两半球体所允许的对口错边量应小于1mm,且拼装间隙需为2mm。
[0017]
优选的,所述在步骤3中,定位焊采用的焊接方法为gmaw-ar(富氩气半自动气体保护焊),施焊电流为230~250a,电压为24~27v。
[0018]
优选的,所述在步骤4中,打底焊采用的焊接方法为gmaw-co
2
(二氧化碳半自动气体保护焊);焊接位置为立焊向上;所采用的焊丝为jq.70s-6,焊丝直径¢1.2mm;施焊时焊接电流为130~140a,焊接电压为18~20v,焊接速度为130~150mm/min;co
2
的气体纯度不低于99.95%。
[0019]
优选的,所述在步骤5中,填充焊2、3层所采用的焊接方法为gmaw-co
2
(二氧化碳半自动气体保护焊)采用平焊位置进行焊接;每层焊道厚度为3~5mm。
[0020]
优选的,所述在步骤6中,填充焊4、5、6层所采用的焊接方法为saw-s(埋弧焊),焊丝选用¢4.0mm,jq.h08mna专用焊丝,焊剂选用jq.sj301,焊接电流为500~600a,电压为30~31v,焊接速度为430~460mm/min。
[0021]
优选的,所述在步骤7中,盖面7层所采用的焊接方法为saw-s(埋弧焊),焊丝选用¢4.0mm,jq.h08mna专用焊丝,焊剂选用jq.sj301,焊接电流为600~680a,电压为30~31v,焊接速度为400~430mm/min。
[0022]
优选的,所述在步骤8中,控制装置以每小时不大于208℃/h的升温速度将空心球体加温至580~620℃,然后保持温度1.2~1.5小时,接着控制装置以每小时不大于280℃/h的降温速度将空心球体降温至300℃。
[0023]
与现有技术相比,本发明专利的有益效果如下:
[0024]
本发明专利从坡口形式的设计、焊接方法的运用及焊缝残余应力的消除等角度出发有效的控制了焊缝未焊透及裂纹等缺陷的产生,保证赤道焊缝的合格率,坡口的设计,坡口采用u型,坡口根部r=5~7mm、坡口角度为10
°±
2
°
、钝边为2mm,u型坡口的使用可减少焊缝的填充量从而减少赤道缝施焊时的加热次数以达到减少热裂纹产生的目的,且由于u型坡口根部r=5~7mm相较于v型坡口更有利于gmaw-co
2
焊枪的操作从而保证单面焊背面成型的焊缝质量;焊接方法为gmaw-co
2
即二氧化碳气体保护焊,由于空心球体的结构特点及
焊接位置的限制打底施焊时需采用短路过度形式进行焊接,而co
2
气体的保护更有利于提高电弧的穿透性及熔深度使打底焊接时根部充分溶透保证根部成型质量;焊接方法为saw-s,saw-s焊接方法可有效的提高生产速度,焊剂选用jq.sj301可在施焊时保证优良工艺性能,使电弧燃烧稳定、脱渣容易、焊缝成型美观;采用回火工艺方法降低焊道及附近部位的硬度值及裂纹敏感性,有效的提高了焊道及周边材质的韧性,从而保证空心球体赤道焊缝一级质量等级要求。
附图说明
[0025]
图1为本发明专利结构剖口截面图;
[0026]
图2为本发明专利结构剖口示意图;
[0027]
图3为本发明专利结构圆球剖面图;
[0028]
图4为本发明专利结构圆球效果图。
具体实施方式
[0029]
下面将结合本发明专利实施例中的附图,对本发明专利实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明专利一部分实施例,而不是全部的实施例。基于本发明专利中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明专利保护的范围。
[0030]
本发明提供一种技术方案:一种杆塔球体赤道缝焊接工艺,包括以下步骤:
[0031]
步骤1:半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度需要为10
°±
2
°
,钝边需要为2mm;
[0032]
步骤2:半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于1mm,两个半球体的拼装间隙需要为2mm;
[0033]
步骤3:球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;
[0034]
步骤4:打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;
[0035]
步骤5:填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;
[0036]
步骤6:填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;
[0037]
步骤7:盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;
[0038]
步骤8:应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0039]
实施例一:
[0040]
半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度需要为10
°±
2
°
,钝边需要为2mm;半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于1mm,两个半球体的拼装间隙需要为2mm;球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0041]
实施例二:
[0042]
在实施例一中,再加上下述工序:
[0043]
在步骤1中,半体球坡口形式为u型坡口结构,坡口根部半径r=5~7mm,坡口角度为10
°±
2
°
,钝边为2mm,半球体的坡口加工方法为机加工坡口,确保加工的精准度,减少后续的麻烦。
[0044]
半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度需要为10
°±
2
°
,钝边需要为2mm;半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于
1mm,两个半球体的拼装间隙需要为2mm;球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0045]
实施例三:
[0046]
在实施例二中,再加上下述工序:
[0047]
在步骤2中,拼装前需对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等;拼装时两半球体所允许的对口错边量应小于1mm,且拼装间隙需为2mm,消除毛刺和氧化物等便于进行拼装,确保拼装的效果。
[0048]
半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度需要为10
°±
2
°
,钝边需要为2mm;半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于1mm,两个半球体的拼装间隙需要为2mm;球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;盖面层:盖面7层采用平焊位置进行施焊,焊接
方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0049]
实施例四:
[0050]
在实施例三中,再加上下述工序:
[0051]
在步骤3中,定位焊采用的焊接方法为gmaw-ar(富氩气半自动气体保护焊),施焊电流为230~250a,电压为24~27v,确保焊接的效果。
[0052]
半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度需要为10
°±
2
°
,钝边需要为2mm;半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于1mm,两个半球体的拼装间隙需要为2mm;球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0053]
实施例五:
[0054]
在实施例四中,再加上下述工序:
[0055]
在步骤4中,打底焊采用的焊接方法为gmaw-co
2
(二氧化碳半自动气体保护焊);焊接位置为立焊向上;所采用的焊丝为jq.70s-6,焊丝直径¢1.2mm;施焊时焊接电流为130~140a,焊接电压为18~20v,焊接速度为130~150mm/min;co
2
的气体纯度不低于99.95%,确保打底焊的效果,提升焊接效率。
[0056]
半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度
需要为10
°±
2
°
,钝边需要为2mm;半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于1mm,两个半球体的拼装间隙需要为2mm;球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0057]
实施例六:
[0058]
在实施例五中,再加上下述工序:
[0059]
在步骤5中,填充焊2、3层所采用的焊接方法为gmaw-co
2
(二氧化碳半自动气体保护焊)采用平焊位置进行焊接;每层焊道厚度为3~5mm,让填充焊焊接的更好。
[0060]
半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度需要为10
°±
2
°
,钝边需要为2mm;半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于1mm,两个半球体的拼装间隙需要为2mm;球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,
saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0061]
实施例七:
[0062]
在实施例六中,再加上下述工序:
[0063]
在步骤6中,填充焊4、5、6层所采用的焊接方法为saw-s(埋弧焊),焊丝选用¢4.0mm,jq.h08mna专用焊丝,焊剂选用jq.sj301,焊接电流为500~600a,电压为30~31v,焊接速度为430~460mm/min,让填充焊4、5、6层的焊接可以更加顺利。
[0064]
半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度需要为10
°±
2
°
,钝边需要为2mm;半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于1mm,两个半球体的拼装间隙需要为2mm;球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0065]
实施例八:
[0066]
在实施例七中,再加上下述工序:
[0067]
在步骤7中,盖面7层所采用的焊接方法为saw-s(埋弧焊),焊丝选用¢4.0mm,jq.h08mna专用焊丝,焊剂选用jq.sj301,焊接电流为600~680a,电压为30~31v,焊接速度为400~430mm/min,可以让盖面7层的焊接达到设计效果。
[0068]
半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度需要为10
°±
2
°
,钝边需要为2mm;半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于1mm,两个半球体的拼装间隙需要为2mm;球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0069]
实施例九:
[0070]
在实施例八中,再加上下述工序:
[0071]
在步骤8中,控制装置以每小时不大于208℃/h的升温速度将空心球体加温至580~620℃,然后保持温度1.2~1.5小时,接着控制装置以每小时不大于280℃/h的降温速度将空心球体降温至300℃。
[0072]
半球体坡口制备:使用坡口加工装置对半体球的坡口进行精细加工,加工完成的半体球坡口形式需要呈u型结构,坡口的具体数据为:坡口根部需要为r=5~7mm,坡口角度需要为10
°±
2
°
,钝边需要为2mm;半球体拼装:半球体坡口精细加工完成后,使用抛光装置对半球体坡口表面及坡口外30mm区域进行抛光处理,消除毛刺和氧化物等,直至半体球坡口露出金属光泽,抛光完成后,将两个半球体进行对接拼装,并保证半球体对口错边量小于1mm,两个半球体的拼装间隙需要为2mm;球体定位焊:两个半球体对接拼装完成后,对球体的拼接处进行定位焊,定位焊采用gmaw-ar焊接方法进行施焊,施焊电流需要为230~250a,电压保持为24~27v;打底焊接:打底焊从球体坡口的外部采用爬坡位置进行施焊,焊接方法为gmaw-co
2
,焊丝选用¢1.2mm,jq.70s-6专用焊丝,施焊时气体流量保持在15l/min左右,焊接电流需要为130~140a,焊接电压需要为18~20v,焊接速度需要控制为130~150mm/min;填充焊接:填充2、3层采用平焊位置进行施焊,焊接方法为gmaw-ar,焊丝选用¢1.2mm,jq.70s-6专用焊丝,焊接时所用气体为混合气体,包括20%的co
2
和80%的ar,施焊
时气体流量保持在20l/min左右,焊接电流需要为240~260a,焊接电压需要为26~29v,焊接速度需要为300~380mm/min,焊层厚度需要为3~5mm;填充层4、5、6焊接:填充4、5、6层采用平焊位置进行施焊,焊接方法为saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,saw-s的焊接电流需要为500~600a,saw-s的焊接电压需要为30~31v,焊接速度需要为430~460mm/min;盖面层:盖面7层采用平焊位置进行施焊,焊接方法选用saw-s,saw-s的焊丝选用¢4.0mm,jq.h08mna专用焊丝,saw-s的焊剂选用jq.sj301,焊接电流需要为600~680a,焊接电压需要为30~31v,焊接速度需要为400~430mm/min;应力消除:空心球体赤道缝施焊完成后需要自然冷却24小时,自然冷却完成后再采用回火的工艺方法进行应力消除,将空心球体放入回火装置中,最后将空心球体静止空气中冷却到常温状态。
[0073]
尽管已经示出和描述了本发明专利的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明专利的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明专利的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 焊接加工

 热门咨询
热门咨询




tips