
 商标分类
商标分类  商标转让
商标转让 
一种汽车传动轴花键轴精加工工艺的制作方法
 2021-01-29 15:01:16|
2021-01-29 15:01:16| 325|
325| 起点商标网
起点商标网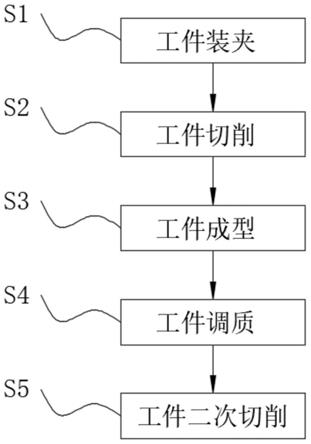
[0001]
本发明涉及汽车花键轴加工技术领域,具体为一种汽车传动轴花键轴精加工工艺。
背景技术:
[0002]
随着人们的生活水平不断的提高,越来越多家庭都拥有了汽车,汽车给人们的出行方面带来了方便和快捷,花键轴是汽车传动轴上一个必不可少的零件,它是机械传动一种,和平键、半圆键、斜键作用一样,都是传递机械扭矩的,在轴的外表有纵向的键槽,套在轴上的旋转件也有对应的键槽,可保持跟轴同步旋转,在旋转的同时,有的还可以在轴上作纵向滑动,如变速箱换档齿轮等。
[0003]
但是目前在对花键轴其韧性和强度都不高,在长时间使用后,花键轴容易出现裂痕,甚至断裂情况,进而具有一定的危险性,没有对此缺陷进行相应的改进。
技术实现要素:
[0004]
针对现有技术的不足,本发明提供了一种汽车传动轴花键轴精加工工艺,解决了目前在对花键轴其韧性和强度都不高,在长时间使用后,花键轴容易出现裂痕,甚至断裂情况的问题。
[0005]
为实现以上目的,本发明通过以下技术方案予以实现:一种汽车传动轴花键轴精加工工艺,包括以下步骤:
[0006]
s1、工件装夹:在铣床上安装好尾座和万能分度头,安装好后,工件安装在尾座和万能分度头之间;
[0007]
s2、工件切削:工件固定好后,使工件旋转,然后根据工件图纸尺寸,用铣刀对工件表面进行粗切削,切削后,将工件的两端切断,之后将切断的工件再次卡到尾座和分度头之间,使工件旋转,接着用铣刀对工件进行精切削,将花键轴初步形状给加工出来,在对工件进行粗切削和精切削过程中,用花洒将冷却液均匀喷洒到工件表面上,使工件冷却,在冷却的工件放置一个储液箱,储液箱的内部设置滤网,冷却后的冷却液用泵进行抽取循环喷洒;
[0008]
s3、工件成型:步骤s2中,工件粗切削和精切削完毕后,用滚齿机在工件表面上进行加工,将花键轴的两端表面键槽给加工出来,在加工的过程中,用高压喷头将步骤s2中的冷却液喷向键槽的位置,对加工的位置进行冷却和冲洗工作;
[0009]
s4、工件调质:将成型的工件放入到氮化炉中进行预热,预热时间为2~2.5h,在预热的过程中,向氮化炉中加入氮化盐进行盐浴氮化,工件预热完毕后,将工件放入到淬火炉中,向淬火炉中加入碳钛合金,淬火时间为1~1.5h,淬火完毕后,将工件放入到回火炉中,回火时间为40~50min,回火完毕后,将其拿出,先使其在空气中预冷却,然后将其放入到冷却水中进行冷却至常温;
[0010]
s5、工件二次切削:工件调质完毕后,分别用铣刀和滚齿机对工件再次进行精加工处理,使其满足图纸上需要的尺寸,切削完毕后,采用机械打磨方式,对工件表面进行抛光
处理,直至工件表面光滑为止。
[0011]
优选的,所述步骤s2中,粗切削时,使工件的长度和直径均保留有2~3mm的余量,精切削时,工件的长度和直径的误差范围为
±
0.01~0.015mm。
[0012]
优选的,所述步骤s2中,冷却液是由40%~46%的乳化油和水以及20%~24%的金属缓蚀剂组合而成,乳化油和水以及金属缓蚀剂的比例设置为1:3:0.4。
[0013]
优选的,所述步骤s2中,滤网的网孔径采用0.1~0.2mm。
[0014]
优选的,所述步骤s4中,氮化炉预热温度为520~560℃,淬火温度为900~1100℃,回火温度为580~640℃。
[0015]
优选的,所述步骤s4中,氮化盐是由44~48%尿素和30~36%氯化钾、28~34%碳酸钠以及0.1~0.2%硫化钾组合而成。
[0016]
优选的,所述步骤s4中,工作在空气中冷却至300~350℃时,再将其放入到冷却水中。
[0017]
优选的,所述步骤s2和s3以及s5中,将工件切削产生的废屑给收集起来,对其进行回收利用处理。
[0018]
有益效果
[0019]
本发明提供了一种汽车传动轴花键轴精加工工艺,与现有技术相比具备以下有益效果:
[0020]
(1)、该汽车传动轴花键轴精加工工艺,通过将工件依次放入到氮化炉和淬火炉以及回火炉中进行热处理,能够提高工件的热处理效果,且在氮化炉中添加氮化盐,在淬火炉中加入碳钛合金,使得热处理后的工件硬度,耐磨性,抗蚀性,抗疲劳强度和抗氧化性更强,这样生产出来的花键轴使用寿命会更持久,且提高了安全性能,对用户的生命安全起到了保护作用。
[0021]
(2)、该汽车传动轴花键轴精加工工艺,通过向冷却液中加入乳化油和金属缓蚀剂,在对金属切削的过程中,对金属起到了很好的防氧化作用和冷却作用,且用滤网对冷却液进行过滤,然后使冷却液进行循环冷却处理,不仅节约了冷却液的资源,而且还降低了成本。
附图说明
[0022]
图1为本发明的工艺流程图。
具体实施方式
[0023]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0024]
请参阅图1,本发明提供三种技术方案:
[0025]
实施例一
[0026]
一种汽车传动轴花键轴精加工工艺,包括以下步骤:
[0027]
s1、工件装夹:在铣床上安装好尾座和万能分度头,安装好后,工件安装在尾座和
万能分度头之间;
[0028]
s2、工件切削:工件固定好后,使工件旋转,然后根据工件图纸尺寸,用铣刀对工件表面进行粗切削,切削后,将工件的两端切断,之后将切断的工件再次卡到尾座和分度头之间,使工件旋转,接着用铣刀对工件进行精切削,将花键轴初步形状给加工出来,在对工件进行粗切削和精切削过程中,用花洒将冷却液均匀喷洒到工件表面上,使工件冷却,在冷却的工件放置一个储液箱,储液箱的内部设置滤网,冷却后的冷却液用泵进行抽取循环喷洒;
[0029]
s3、工件成型:步骤s2中,工件粗切削和精切削完毕后,用滚齿机在工件表面上进行加工,将花键轴的两端表面键槽给加工出来,在加工的过程中,用高压喷头将步骤s2中的冷却液喷向键槽的位置,对加工的位置进行冷却和冲洗工作;
[0030]
s4、工件调质:将成型的工件放入到氮化炉中进行预热,预热时间为2h,在预热的过程中,向氮化炉中加入氮化盐进行盐浴氮化,工件预热完毕后,将工件放入到淬火炉中,向淬火炉中加入碳钛合金,淬火时间为1h,淬火完毕后,将工件放入到回火炉中,回火时间为40min,回火完毕后,将其拿出,先使其在空气中预冷却,然后将其放入到冷却水中进行冷却至常温;
[0031]
s5、工件二次切削:工件调质完毕后,分别用铣刀和滚齿机对工件再次进行精加工处理,使其满足图纸上需要的尺寸,切削完毕后,采用机械打磨方式,对工件表面进行抛光处理,直至工件表面光滑为止。
[0032]
进一步的,所述步骤s2中,粗切削时,使工件的长度和直径均保留有2mm的余量,精切削时,工件的长度和直径的误差范围为
±
0.01mm。
[0033]
进一步的,所述步骤s2中,冷却液是由40%~46%的乳化油和水以及20%的金属缓蚀剂组合而成,乳化油和水以及金属缓蚀剂的比例设置为1:3:0.4。
[0034]
进一步的,所述步骤s2中,滤网的网孔径采用0.1mm。
[0035]
进一步的,所述步骤s4中,氮化炉预热温度为520℃,淬火温度为900℃,回火温度为580℃。
[0036]
进一步的,所述步骤s4中,氮化盐是由44%尿素和30%氯化钾、28%碳酸钠以及0.1%硫化钾组合而成。
[0037]
进一步的,所述步骤s4中,工作在空气中冷却至300℃时,再将其放入到冷却水中。
[0038]
进一步的,所述步骤s2和s3以及s5中,将工件切削产生的废屑给收集起来,对其进行回收利用处理。
[0039]
实施例二
[0040]
一种汽车传动轴花键轴精加工工艺,包括以下步骤:
[0041]
s1、工件装夹:在铣床上安装好尾座和万能分度头,安装好后,工件安装在尾座和万能分度头之间;
[0042]
s2、工件切削:工件固定好后,使工件旋转,然后根据工件图纸尺寸,用铣刀对工件表面进行粗切削,切削后,将工件的两端切断,之后将切断的工件再次卡到尾座和分度头之间,使工件旋转,接着用铣刀对工件进行精切削,将花键轴初步形状给加工出来,在对工件进行粗切削和精切削过程中,用花洒将冷却液均匀喷洒到工件表面上,使工件冷却,在冷却的工件放置一个储液箱,储液箱的内部设置滤网,冷却后的冷却液用泵进行抽取循环喷洒;
[0043]
s3、工件成型:步骤s2中,工件粗切削和精切削完毕后,用滚齿机在工件表面上进
行加工,将花键轴的两端表面键槽给加工出来,在加工的过程中,用高压喷头将步骤s2中的冷却液喷向键槽的位置,对加工的位置进行冷却和冲洗工作;
[0044]
s4、工件调质:将成型的工件放入到氮化炉中进行预热,预热时间为2.5h,在预热的过程中,向氮化炉中加入氮化盐进行盐浴氮化,工件预热完毕后,将工件放入到淬火炉中,向淬火炉中加入碳钛合金,淬火时间为1.5h,淬火完毕后,将工件放入到回火炉中,回火时间为50min,回火完毕后,将其拿出,先使其在空气中预冷却,然后将其放入到冷却水中进行冷却至常温;
[0045]
s5、工件二次切削:工件调质完毕后,分别用铣刀和滚齿机对工件再次进行精加工处理,使其满足图纸上需要的尺寸,切削完毕后,采用机械打磨方式,对工件表面进行抛光处理,直至工件表面光滑为止。
[0046]
进一步的,所述步骤s2中,粗切削时,使工件的长度和直径均保留有3mm的余量,精切削时,工件的长度和直径的误差范围为
±
0.015mm。
[0047]
进一步的,所述步骤s2中,冷却液是由40%~46%的乳化油和水以及24%的金属缓蚀剂组合而成,乳化油和水以及金属缓蚀剂的比例设置为1:3:0.4。
[0048]
进一步的,所述步骤s2中,滤网的网孔径采用0.2mm。
[0049]
进一步的,所述步骤s4中,氮化炉预热温度为560℃,淬火温度为1100℃,回火温度为640℃。
[0050]
进一步的,所述步骤s4中,氮化盐是由48%尿素和36%氯化钾、34%碳酸钠以及0.2%硫化钾组合而成。
[0051]
进一步的,所述步骤s4中,工作在空气中冷却至350℃时,再将其放入到冷却水中。
[0052]
进一步的,所述步骤s2和s3以及s5中,将工件切削产生的废屑给收集起来,对其进行回收利用处理。
[0053]
实施例三
[0054]
一种汽车传动轴花键轴精加工工艺,包括以下步骤:
[0055]
s1、工件装夹:在铣床上安装好尾座和万能分度头,安装好后,工件安装在尾座和万能分度头之间;
[0056]
s2、工件切削:工件固定好后,使工件旋转,然后根据工件图纸尺寸,用铣刀对工件表面进行粗切削,切削后,将工件的两端切断,之后将切断的工件再次卡到尾座和分度头之间,使工件旋转,接着用铣刀对工件进行精切削,将花键轴初步形状给加工出来,在对工件进行粗切削和精切削过程中,用花洒将冷却液均匀喷洒到工件表面上,使工件冷却,在冷却的工件放置一个储液箱,储液箱的内部设置滤网,冷却后的冷却液用泵进行抽取循环喷洒;
[0057]
s3、工件成型:步骤s2中,工件粗切削和精切削完毕后,用滚齿机在工件表面上进行加工,将花键轴的两端表面键槽给加工出来,在加工的过程中,用高压喷头将步骤s2中的冷却液喷向键槽的位置,对加工的位置进行冷却和冲洗工作;
[0058]
s4、工件调质:将成型的工件放入到氮化炉中进行预热,预热时间为2.3h,在预热的过程中,向氮化炉中加入氮化盐进行盐浴氮化,工件预热完毕后,将工件放入到淬火炉中,向淬火炉中加入碳钛合金,淬火时间为1.3h,淬火完毕后,将工件放入到回火炉中,回火时间为45min,回火完毕后,将其拿出,先使其在空气中预冷却,然后将其放入到冷却水中进行冷却至常温;
[0059]
s5、工件二次切削:工件调质完毕后,分别用铣刀和滚齿机对工件再次进行精加工处理,使其满足图纸上需要的尺寸,切削完毕后,采用机械打磨方式,对工件表面进行抛光处理,直至工件表面光滑为止。
[0060]
进一步的,所述步骤s2中,粗切削时,使工件的长度和直径均保留有2.5mm的余量,精切削时,工件的长度和直径的误差范围为
±
0.013mm。
[0061]
进一步的,所述步骤s2中,冷却液是由40%~46%的乳化油和水以及22%的金属缓蚀剂组合而成,乳化油和水以及金属缓蚀剂的比例设置为1:3:0.4。
[0062]
进一步的,所述步骤s2中,滤网的网孔径采用0.15mm。
[0063]
进一步的,所述步骤s4中,氮化炉预热温度为540℃,淬火温度为1000℃,回火温度为610℃。
[0064]
进一步的,所述步骤s4中,氮化盐是由46%尿素和33%氯化钾、31%碳酸钠以及0.15%硫化钾组合而成。
[0065]
进一步的,所述步骤s4中,工作在空气中冷却至330℃时,再将其放入到冷却水中。
[0066]
进一步的,所述步骤s2和s3以及s5中,将工件切削产生的废屑给收集起来,对其进行回收利用处理。
[0067]
同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
[0068]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0069]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips