
 商标分类
商标分类  商标转让
商标转让 
一种高强β钛合金激光焊接方法与流程
 2021-01-29 15:01:57|
2021-01-29 15:01:57| 252|
252| 起点商标网
起点商标网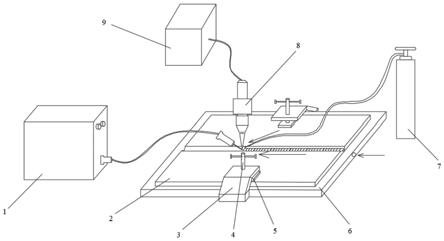
一种高强
β
钛合金激光焊接方法
技术领域
[0001]
本发明涉及一种高强β钛合金激光焊接方法,属于激光焊接技术领域。
背景技术:
[0002]
β钛合金由于具有比强度高、耐腐蚀性强、成形性好等优良特性,在航空航天领域具有较大的应用潜力。与传统钛合金相比,β钛合金拥有更高的强度,且兼具良好的冷热加工性能,被认为是军用/民用飞机上理想的高强结构材料。
[0003]
利用β钛合金制作航空航天结构件的过程中,难以避免其焊接工艺问题激光焊接具有能量密度高、操作简便、焊接精度高等优点,激光焊接β钛合金时,焊接接头成分完全取决于母材,无其他合金元素加入,焊缝生成相仅由β相构成,接头力学性能较差,因此,如何利用提高β钛合金激光焊接接头力学性能是亟需解决的技术难题。
技术实现要素:
[0004]
为了解决现有的技术缺陷,本发明提供一种高强β钛合金激光焊接方法,能够在β钛合金激光焊接过程中,改善焊缝构成物相,提高焊接接头力学性能,促进β钛合金在航空航天领域的进一步应用。
[0005]
本发明中主要采用的技术方案为:一种高强β钛合金激光焊接方法,其特征在于,包括以下步骤:步骤1:焊接前用丙酮擦拭待焊试样表面,去除油污,并依次通过酸洗和机械打磨,去除其表面氧化膜;步骤2:利用焊接夹具将待焊试样固定于工作台上,其中,焊接接头形式为对接接头,对接装配间隙为0mm,且待焊试样开“v”字形坡口,坡口角度为60
°
;步骤3:调节光纤激光器的激光头,使其位于v字形坡口中心上方;步骤4:通过电脑控制端设定激光工艺参数;步骤5:启动气体保护装置,向焊缝吹入保护气体,使得焊缝正面和背面处于充满保护气体的氛围内;步骤6:启动光纤激光器及送丝机,向焊缝中添加ta15焊丝,进行激光焊接,其中,焊丝与待焊试样的夹角为45
°
;步骤7:激光焊接完成后,关闭光纤激光器和送丝机,然后关闭气体保护装置。
[0006]
优选地,所述步骤1中的焊接夹具包括固定支座、螺纹杆和垫片,所述固定支座夹持在所述工作台上,且所述待焊试样位于固定夹座中,所述螺纹杆螺纹连接在固定支座上,且所述螺纹杆的底端通过垫片与固定支座配合固定待焊试样。
[0007]
优选地,所述步骤4中的激光工艺参数包括:激光功率为500w-1500w,光斑直径为0.2mm,离焦量为+5mm,焊接速度为500mm/min-1500mm/min。
[0008]
优选地,所述步骤5中的保护气体为99.99%的高纯度氩气,吹气流量为15-20l/min,且保护气喷嘴与待焊试样的夹角为60
°
;
优选地,所述送丝机为fronius送丝机,且焊接过程中焊丝与待焊试样的夹角为45
°
。
[0009]
有益效果:本发明提供一种高强β钛合金激光焊接方法,利用送丝机向焊缝中添加ta15焊丝,改变焊缝成分,促使焊缝成分由单一的β相向β相+针状α
’
相转变,提高焊接接头力学性能。
附图说明
[0010]
图1为本发明的激光焊接装置;图中:送丝机1、待焊试样2、支座3、螺纹杆4、垫片5、工作台6、气体保护装置7、激光头8、光纤激光器 9。
具体实施方式
[0011]
为了使本技术领域的人员更好地理解本申请中的技术方案,下面对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
[0012]
一种高强β钛合金激光焊接方法,包括以下步骤:步骤1:焊接前用丙酮擦拭待焊试样2表面,去除油污,并依次通过酸洗和机械打磨,去除其表面氧化膜;步骤2:利用焊接夹具将待焊试样2固定于工作台6上,其中,焊接接头形式为对接接头,对接装配间隙为0mm,且待焊试样开“v”字形坡口,坡口角度为60
°
;步骤3:调节光纤激光器9的激光头8,使其位于v字形坡口中心上方;步骤4:通过电脑控制端设定激光工艺参数;步骤5:启动气体保护装置7,向焊缝吹入保护气体,使得焊缝正面和背面处于充满保护气体的氛围内;步骤6:启动光纤激光器9及送丝机1,向焊缝中添加ta15焊丝,进行激光焊接,其中,焊丝与待焊试样2的夹角为45
°
;步骤7:激光焊接完成后,关闭光纤激光器9和送丝机1,然后关闭气体保护装置7。
[0013]
优选地,所述步骤1中的焊接夹具包括固定支座3、螺纹杆4和垫片5,所述固定支座3夹持在所述工作台6上,且所述待焊试样2位于固定夹座3中,所述螺纹杆4螺纹连接在固定支座3上,且所述螺纹杆4的底端通过垫片5与固定支座3配合固定待焊试样。本发明中的焊接夹具材料采用镍基高温合金。
[0014]
优选地,所述步骤4中的激光工艺参数包括:激光功率为500w-1500w,光斑直径为0.2mm,离焦量为+5mm,焊接速度为500mm/min-1500mm/min。
[0015]
优选地,所述步骤5中的保护气体为99.99%的高纯度氩气,吹气流量为15-20l/min,且保护气喷嘴与待焊试样的夹角为60
°
。
[0016]
优选地,所述送丝机1为fronius送丝机,且焊接过程中焊丝与待焊试样的夹角为45
°
。
[0017]
本发明中涉及的装置及仪器包括fronius送丝机1、光纤激光器9、气体保护装置7以及焊接夹具,其中,焊接夹具由支座3、螺纹杆4以及垫片5组成。本发明的工作原理图如图
1所示,激光焊接过程中,通过fronius送丝机1向焊缝中添加ta15焊丝,改变焊缝成分,促使焊缝成分由单一的β相向β相+针状α
’
相转变,以此改善焊缝表面成形,降低焊缝萌生裂纹的可能性,提高焊接接头力学性能。
[0018]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips