
 商标分类
商标分类  商标转让
商标转让 
一种提高精轧螺纹钢筋表面质量的生产方法与流程
 2021-01-29 15:01:16|
2021-01-29 15:01:16| 289|
289| 起点商标网
起点商标网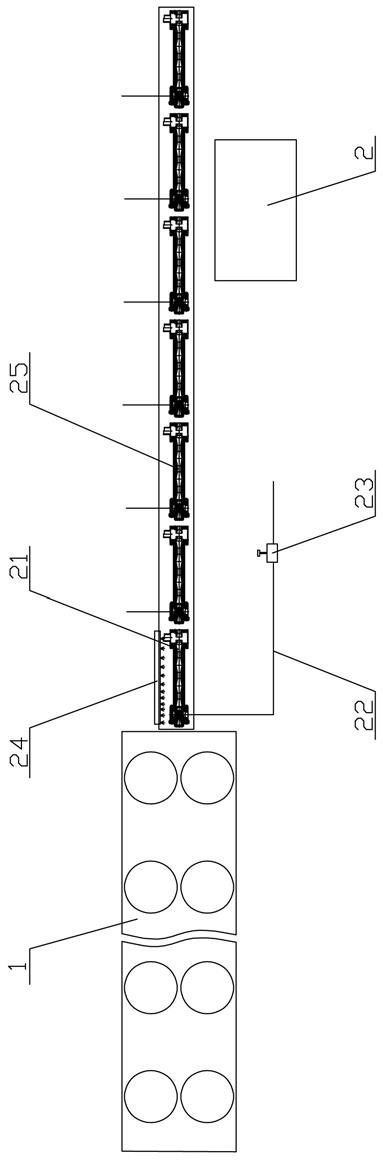
[0001]
本发明涉及轧钢螺纹钢筋生产技术领域,更为具体地说是指一种提高精轧螺纹钢筋表面质量的生产方法。
背景技术:
[0002]
精轧螺纹钢筋是在整根钢筋上榨油外螺纹的高强度、高精度直条钢筋,也叫预应力混凝土用螺纹钢筋,具有连接锚固简便,粘着力强,张拉锚固安全可靠,施工方便等有点,而且还可以节约钢筋,减少构建面积,减轻构建重量,具有显著的社会效益和经济效益,广分应用于大型水力工程、工业、公路、铁路和民用建筑中的连续梁和大型框架结构。
[0003]
目前,轧钢高速棒材生产线上生产直条螺纹钢筋,在2018年螺纹钢新标准实施后,主要是采用控轧控冷工艺来提高产品性能,确保螺纹钢基圆上不出现闭合的回火组织又能减少合金成分,其具体工艺流程如下:轧件经粗轧、中轧、预精轧后,进行预水冷全程冷却到一定温度,再进入精轧机组进一步轧制成要求的形状及尺寸,最后进入精轧后水箱冷却至一定温度后上冷床。轧件在精轧后水箱冷却时,若轧件上冷床温度低于820℃,螺纹钢筋表面会出现回火组织,不符合国标;而当螺纹钢筋上冷床温度在780-870℃范围内,螺纹钢筋表面会形成红锈,影响成品质量。故轧钢高速棒材生产线传统工艺上冷床温度需要控制在880℃以上。为防止螺纹钢筋表面出现回火组织以及形成红锈,同时降低螺纹钢筋上冷床温度,我们提供一种提高螺纹钢筋表面质量的生产方法。
技术实现要素:
[0004]
本发明提供一种提高精轧螺纹钢筋表面质量的生产方法,以解决现有的轧件在水箱冷却时容易在精轧螺纹钢筋表面出现回火组织和形成红锈,螺纹钢筋上冷床温度的温度较高等缺点。
[0005]
本发明采用如下技术方案:一种提高精轧螺纹钢筋表面质量的生产方法,包括如下步骤:(1)、对精轧机出口处的第一个水冷器进行改造,采用通氧气替代进水;(2)、将精轧机出来的螺纹钢筋直接进入内腔充满氧气的第一个水冷器中,使螺纹钢筋成品与氧气快速反应,在螺纹钢筋成品表面形成致密的四氧化三铁;(3)、加大精轧后其余若干个水冷器的进水量及进水压力,并将步骤(2)中从第一个水冷器出来的螺纹钢筋依次进入其余水冷器,使螺纹钢筋上冷床温度降低至820℃~830℃;(4)、将步骤(3)中从最后一个水冷器出来的螺纹钢筋送入冷床并收集打捆。
[0006]
作为本发明的进一步改进,所述步骤(1)中的通氧气管道上增设电控阀门,并使电控阀门与控制系统连接。
[0007]
作为本发明的进一步改进,所述步骤(1)中的第一个水冷器外布置一个水冷喷淋装置,以对第一个水冷器进行冷却。
[0008]
作为本发明的进一步改进,所述步骤(1)中的第一个水冷器内氧气的气压为
1.5mpa。
[0009]
作为本发明的进一步改进,所述螺纹钢筋从精轧机出来后的表层温度为930℃~950℃。
[0010]
作为本发明的进一步改进,所述螺纹钢筋进入第一个水冷器及其余水冷器的线速度均为28.0m/s~36m/s。
[0011]
由上述对本发明方法的描述可知,和现有技术相比,本发明具有如下优点:本发明将精轧机出口水箱的第一个水冷器由进水改为进氧气,让精轧螺纹钢筋从精轧机出来后直接进入富氧的水冷器中,高温状态下的精轧螺纹钢筋成品与氧气反应形成致密的四氧化三铁组织,从而阻断了精轧螺纹钢筋成品在后续水冷过程中螺纹成品表面与水蒸气及水中的杂质形成氧化物或氯化物(红锈成分),而后加大轧后其余水冷器进水量及压力,进一步降低螺纹钢筋上冷床温度。故本发明可在保证螺纹钢筋表面不产生回火组织的前提下,进一步降低了精轧螺纹钢筋上冷床温度,提高螺纹钢筋成品的力学性能,达到降低合金成分,降低生产成本,提高企业的经济效益;又能确保降低上冷床温度后螺纹钢筋表面不出现红锈,保证产品质量。
附图说明
[0012]
图1为本发明改造后水冷器的结构示意图。
具体实施方式
[0013]
下面参照附图说明本发明的具体实施方式。为了全面理解本发明,下面描述到许多细节,但对于本领域技术人员来说,无需这些细节也可实现本发明。
[0014]
本发明提供一种提高精轧螺纹钢筋表面质量的生产方法,具体包括如下步骤:(1)、参照图1,对精轧机1出口处的第一个水冷器21进行改造,采用通氧气替代进水。具体的管路改造如下:将原来第一个水冷器21的进水管切断,从厂房内将氧气管道22引出接入到第一个水冷器21中。
[0015]
参照图1,在该步骤(1)中的氧气管道22上增设一个电控阀门23,使电控阀门23与控制系统2连接。控制系统2对电控阀门23进行控制,精轧机停机则阀门关闭,即与飞剪自动碎断信号连锁,飞剪接收到自动切废或手动碎断命令时,氧气管道22上的电控阀门23自动关闭。
[0016]
另外,继续参照图1,在改造后通氧气的第一个水冷器21外布置一个水冷喷淋装置24,以对第一个水冷器21进行冷却,防止第一个水冷器21长期与高温螺纹钢筋成品接触使温度较高,或故障堆钢时高温螺纹钢筋成品停留在第一个水冷器21中,引起第一个水冷器21金属熔断事故。
[0017]
(2)、将精轧机1出来的螺纹钢筋直接进入内腔充满氧气的第一个水冷器21中,螺纹钢筋从精轧机出来后的表层温度为930℃~950℃。使螺纹钢筋成品与氧气快速反应,在螺纹钢筋成品表面形成致密的四氧化三铁,从而阻断螺纹钢筋成品在后续水冷过程中铁与水蒸气及水中的杂质形成氧化物或氯化物(红锈成分)。
[0018]
(3)、加大精轧后其余若干个水冷器25的进水量及进水压力,并将步骤(2)中从第一个水冷器21出来的螺纹钢筋依次进入其余水冷器25,使螺纹钢筋上冷床温度降低至820
℃~830℃。通过降低上冷床温度,进一步提高产品屈服强度,降低合金含量和生产成本,提高企业的经济效益。
[0019]
(4)、将步骤(3)中从最后一个水冷器出来的螺纹钢筋送入冷床并收集打捆。
[0020]
上述步骤(1)中的第一个水冷器内氧气的气压为1.5mpa。上述螺纹钢筋进入第一个水冷器及其余水冷器的线速度均控制在28.0m/s~36m/s。
[0021]
上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips