
 商标分类
商标分类  商标转让
商标转让 
用于PCB板修护的选择性波峰焊方法及系统与流程
 2021-01-29 15:01:05|
2021-01-29 15:01:05| 295|
295| 起点商标网
起点商标网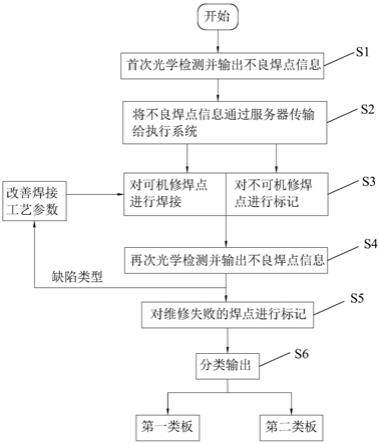
用于pcb板修护的选择性波峰焊方法及系统
技术领域
[0001]
本发明涉及选择性波峰焊技术领域,尤其涉及一种用于pcb板修护的选择性波峰焊方法及系统。
背景技术:
[0002]
选择性波峰焊工艺中出色地喷嘴设计可使焊接参数对应确定的焊点,而无须让整个组装件承受不必要的热应力,这样可以基本上消除损坏表面贴装器件的风险。鉴于选择性波峰焊的精密焊接工艺,一般选择性波峰焊使用在精密仪器设备的焊接,以及pcb的修护中。
[0003]
在使用选择性波峰焊进行pcb板修护中,一般都配置有aoi检测设备,aoi检测设备用于检测pcb板上的不良焊点坐标,aoi设备将检测数据发送给选择性波峰焊接设备,以对pcb板上的不良焊点进行有选择性地维修。现如今,在使用选择性波峰焊对pcb板维修后还需要人工判别是否全部维修成功(因为如果有机器不能维修的焊点还需要人工维修),不仅费时费力,而且容易造成误判和漏判。
技术实现要素:
[0004]
本发明的目的是为解决上述技术问题的不足而提供一种用于pcb板修护的选择性波峰焊方法及系统,对pcb板进行维修焊接后还能对维修结果进行智能检测,并可将不能维修的焊点标记出来。
[0005]
为了实现上述目的,本发明公开了一种用于pcb板修护的选择性波峰焊方法,其包括如下步骤:
[0006]
s1:通过光学检测系统对待处理pcb板进行焊点检测,以获得所述pcb板上的不良焊点信息,所述不良焊点信息包括不良焊点所属的不良类型和焊点坐标,所述不良类型包括可机修和不可机修;
[0007]
s2:所述光学检测系统将所述不良焊点信息传输给与执行系统通信连接的服务器,所述执行系统包括基于选择性波峰焊的焊接机构和对焊点进行标记的标记机构;
[0008]
s3:所述执行系统根据从所述服务器获得的所述不良焊点信息执行下述动作:
[0009]
s30:对于可机修的焊点,所述焊接机构根据其焊点坐标对其进行焊接维修;
[0010]
s31:对于不可机修的焊点,所述标记机构根据其焊点坐标对其进行标记,以在不可机修的焊点上形成识别记号;
[0011]
s4:再次通过光学检测系统对经过步骤s3处理过的所述pcb板进行检测,并再次输出不良焊点信息;
[0012]
s5:通过标记机构对上述步骤s30维修失败的焊点进行标记。
[0013]
较佳地,还包括对经过步骤s1至s4维修后的pcb板进行分类的分类步骤:
[0014]
s6:从所述服务器获取与当前pcb板对应的再次检测的不良焊点信息,根据所述不良焊点信息,将所述pcb板分为第一类板和第二类板,所述第一类板为完全修护的pcb板,所
述第二类板为带有不良焊点的pcb板,并将所述第一类板和所述第二类板分别存放。
[0015]
较佳地,对于所述第二类板,根据其上的所述识别记号找出不可机修的焊点,并对其进行人工维修。
[0016]
较佳地,所述标记机构可通过激光打点的方式在所述焊点位置形成蚀刻标记,或通过颜色喷涂的方式在所述焊点位置喷涂标记颜色。
[0017]
较佳地,还包括焊接工艺改进方法:
[0018]
在所述步骤4中,对不良焊点的缺陷类型进行检测,以得到缺陷类型信息,并将该缺陷类型信息反馈给所述焊接机构,所述焊接机构根据所述缺陷类型信息改进后续的焊接工艺参数。
[0019]
较佳地,所述缺陷类型包括少锡、空焊、短路和锡洞中的一个或多个;
[0020]
当所述缺陷类型为少锡、空焊时,焊接机构采用如下方式中的一个或多个进行焊接工艺调整:增大助焊剂的使用量、延长预热时间、提高预热温度、延长焊接时间、提升焊接高度;
[0021]
当所述缺陷类型为短路时,焊接机构采用如下方式中的一个或多个进行焊接工艺调整:增大助焊剂的量、根据短路的位置降低起点与终点焊接停留时间、加快拖焊的速度、延长收锡波的时间;
[0022]
当所述缺陷类型为锡洞时,焊接机构采用如下方式中的一个或多个进行焊接工艺调整:增加助焊剂的量、延长预热时间。
[0023]
本发明还公开一种用于pcb板修护的选择性波峰焊系统,其包括光学检测系统、传送系统、控制系统、服务器以及执行系统;
[0024]
所述传送系统,用于将待处理器pcb板在所述光学检测系统和所述执行系统之间传送;
[0025]
所述控制系统,用于控制所述传送系统的传送方向,以使得所述待处理pcb板在所述光学检测系统和所述执行系统之间往返传送,从而使得所述光学检测系统和所述执行系统对所述待处理pcb板进行二次处理;
[0026]
所述光学检测系统,用于对待处理pcb板进行焊点检测,以获得所述pcb板上的不良焊点信息,所述不良焊点信息包括不良焊点所属的不良类型和焊点坐标,所述不良类型包括可机修和不可机修;
[0027]
所述服务器,与所述光学检测系统和所述执行系统通信连接,用于对所述光学检测系统输出的不良焊点信息进行存储并转发给所述执行系统;
[0028]
所述执行系统,包括基于选择性波峰焊的焊接机构和对焊点进行标记的标记机构;
[0029]
所述焊接机构,用于根据所述不良焊点信息,对pcb板上可机修焊点进行焊接维修作业;
[0030]
所述标记机构,用于根据所述不良焊点信息对pcb板上的不可机修焊点进行标记,以形成识别记号。
[0031]
较佳地,所述用于pcb板修护的选择性波峰焊系统还包括与所述执行系统对接的收储系统,所述收储系统与所述服务器通信连接,所述收储系统用于根据从所述服务器获得的当前pcb板的不良焊点信息对所述pcb板进行分区存放。
[0032]
较佳地,所述标记机构包括激光打点器,所述激光打点器用于对要标记的焊点位置打点以形成蚀刻标记。
[0033]
较佳地,所述标记机构包括颜色喷涂器,所述颜色喷涂器用于对要标记的焊点位置喷涂颜色。
[0034]
较佳地,还包括焊接工艺调整系统,所述焊接工艺调整系统包括设置在所述光学检测系统中的缺陷分析模块和设置在所述焊接机构中的调整模块;所述缺陷分析模块,用于识别并分析不良焊点的缺陷类型,以形成缺陷类型信息,并将所述缺陷类型信息加入所述不良焊点信息中,所述缺陷类型反映不良焊点的缺陷特点;所述调整模块,用于根据所述缺陷类型信息调整所述焊接机构的焊接工艺参数。
[0035]
较佳地,所述缺陷类型包括少锡、空焊、短路和锡洞中的一个或多个;
[0036]
当所述缺陷类型为少锡、空焊时,所述焊接机构采用如下方式中的一个或多个对焊接工艺参数进行调整:增大助焊剂的使用量、延长预热时间、提高预热温度、延长焊接时间、提升焊接高度;
[0037]
当所述缺陷类型为短路时,所述焊接机构采用如下方式中的一个或多个对焊接工艺参数进行调整:增大助焊剂的量、根据短路的位置降低起点与终点焊接停留时间、加快拖焊的速度、延长收锡波的时间;
[0038]
当所述缺陷类型为锡洞时,所述焊接机构采用如下方式中的一个或多个对焊接工艺参数进行调整:增加助焊剂的量、延长预热时间。
[0039]
与现有技术相比,通过上述选择性波峰焊方法和系统对pcb板进行维修处理时,首先,在通过焊接机构对检测出的pcb板上的不良焊点维修完成后,再次通过光学检测系统对该pcb板进行再次智能检测,以判断当前pcb板上的可维修的不良焊点是否全部修护成功,从而实现了对选择性波峰焊修护效果的自动检测,并有效提高检测准确度,避免造成误判和漏判,提高产品合格率;其次,将不良焊点的类型分为可机修和不可机修,并可对不可机修的焊点进行标记,在pcb板上不可机修的焊点位置形成识别记号,从而节省人工维修时再次寻找不可机修焊点的时间,进一步提高工作效率,节约时间成本。
附图说明
[0040]
图1为本发明实施例中选择性波峰焊方法的执行流程示意图。
[0041]
图2为本发明实施例中选择性波峰焊系统的原理结构示意图。
具体实施方式
[0042]
为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
[0043]
如图1所示,本实施例公开了一种用于pcb板修护的选择性波峰焊方法,即通过选择性波峰焊工艺对pcb板上的不良焊点进行修护。具体地,该选择性波峰焊方法包括如下步骤:
[0044]
s1:通过光学检测系统对待处理pcb板进行焊点检测,以获得pcb板上的不良焊点信息,不良焊点信息包括不良焊点所属的不良类型和焊点坐标,不良类型包括可机修(缺陷比较轻,可通过机器焊接自动修护)和不可机修(缺陷比较重,不可通过机器焊接自动修
护)。本实施例中的光学检测系统优选为aoi光学检测仪,aoi光学检测仪通过摄像头自动扫描pcb板并采集图像,将图像中检测到的焊点与数据库中的合格的参数进行比较,经过图像处理,检查出pcb板上的缺陷焊点。为方便对不良类型进行分类,aoi光学检测仪的数据库中还设置若干不良焊点参数模型,该参数模型可为可机修参数模型,也可为不可机修参数模型,或者二者兼有,将有缺陷的不良焊点与不良焊点参数模型比较,以分辨出不良焊点所属类型。关于不良焊点参数模型的具体构造,为本领域技术人员的公知常识,在此不再赘述。
[0045]
s2:检测工作完成后,光学检测系统将不良焊点信息传输给与执行系统通信连接的服务器,执行系统包括基于选择性波峰焊的焊接机构和对焊点进行标记的标记机构。本实施例中,通过服务器存储和转发光学检测系统输出的不良焊点信息,从而可为一个光学检测系统配置多个执行系统,服务器将接收到的不良焊点信息存储后发送给当前处于闲置状态的执行系统,从而有效提高整体的工作效率。
[0046]
s3:执行系统根据从服务器获得的不良焊点信息执行下述动作:
[0047]
s30:对于可机修的焊点,焊接机构根据其焊点坐标对其进行焊接维修;
[0048]
s31:对于不可机修的焊点,标记机构根据其焊点坐标对其进行标记,以在不可机修的焊点上形成识别记号。本实施例中,该标记记号用于方便观察出不可机修焊点的位置。
[0049]
s4:执行系统工作完成后,将当前pcb板再次放入光学检测系统,从而再次通过光学检测系统对经过步骤s3处理过的pcb板进行检测,并再次向服务器输出不良焊点信息。
[0050]
s5:服务器将接收到的新的不良焊点信息发送给执行系统,此时,焊接机构不再动作,仅标记机构动作,对上述步骤s30维修失败的焊点进行标记。在此过程中,光学检测系统在检测过程中,如果检测到前一次可机修的不良焊点仍然存在缺陷,将该不良焊点的不良类型直接定义为不可机修,然后再通过标记机构对其进行标记,从而快速、准确地检测出焊接机构的焊接效果。
[0051]
为便于对处理后的pcb板进行分类收储,本发明选择性波峰焊方法还包括对经过上述步骤s1至s5维修后的pcb板进行分类的分类步骤:
[0052]
s6:从服务器获取与当前pcb板对应的再次检测的不良焊点信息,根据不良焊点信息,将pcb板分为第一类板和第二类板,第一类板为完全修护的pcb板,第二类板为带有不良焊点的pcb板,并将第一类板和第二类板分别存放。具体地,当从服务器获取到的与当前pcb板对应的再次检测的不良焊点信息中存在有不良焊点(不可机修焊点),该pcb板即为第二类板,当从服务器获取到的与当前pcb板对应的再次检测的不良焊点信息为空时,当前pcb板即为第一类板。
[0053]
经过上述步骤s1至s5对pcb板进行机器自动处理后,通过上述步骤s6的方式将pcb板分类输出,对于输出的第二类板,根据其上的识别记号快速找出不可机修的焊点,并对其进行人工维修,从而完成pcb板的整个修护工作。
[0054]
对于上述标记机构的具体原理结构,本实施例中公开两种方式,其一是标记机构可通过激光打点的方式在焊点位置形成蚀刻标记,其二是标记机构通过颜色喷涂的方式在焊点位置喷涂标记颜色
[0055]
为提高焊接机构的维护成功率,进一步改进,本实施例中的选择性波峰焊方法还包括焊接工艺改进方法,即:在所述步骤4中,还对不良焊点的缺陷类型进行检测,以得到缺陷类型信息,并将该缺陷类型信息反馈给焊接机构,焊接机构根据缺陷类型信息改进后续
的焊接工艺参数,从而形成一个对不良焊点缺陷信息进行检测并改善焊接工艺的闭环反馈系统,进而有效提高焊接机构的维护成功率。
[0056]
具体地,缺陷类型主要包括少锡、空焊、短路和锡洞等。
[0057]
当缺陷类型为少锡、空焊时,焊接机构采用如下方式中的一个或多个进行焊接工艺调整:增大助焊剂的使用量、延长预热时间、提高预热温度、延长焊接时间、提升焊接高度。
[0058]
当缺陷类型为短路时,焊接机构采用如下方式中的一个或多个进行焊接工艺调整:增大助焊剂的量、根据短路的位置降低起点与终点焊接停留时间、加快拖焊的速度、延长收锡波的时间。
[0059]
当缺陷类型为锡洞时,焊接机构采用如下方式中的一个或多个进行焊接工艺调整:增加助焊剂的量、延长预热时间。
[0060]
综上,采用本发明提供的选择性波峰焊方法对pcb板进行维修处理时,首先,在通过焊接机构对检测出的pcb板上的不良焊点维修完成后,再次通过光学检测系统对该pcb板进行再次智能检测,以判断当前pcb板上的可维修的不良焊点是否全部修护成功,从而实现了对选择性波峰焊修护效果的自动检测,并有效提高检测准确度,避免造成误判和漏判,提高产品合格率;其次,将不良焊点的类型分为可机修和不可机修,并可对不可机修的焊点进行标记,在pcb板上不可机修的焊点位置形成识别记号,从而节省人工维修时再次寻找不可机修焊点的时间,进一步提高工作效率,节约时间成本。
[0061]
本发明另一较佳实施例中还公开了一种用于pcb板修护的选择性波峰焊系统,如图2,其包括光学检测系统、传送系统、控制系统、服务器以及执行系统。
[0062]
传送系统,用于将待处理器pcb板在光学检测系统和执行系统之间传送。
[0063]
控制系统,用于控制传送系统的传送方向,以使得待处理pcb板在光学检测系统和执行系统之间往返传送,从而使得光学检测系统和执行系统对待处理pcb板进行二次处理。
[0064]
光学检测系统,用于对待处理pcb板进行焊点检测,以获得pcb板上的不良焊点信息,不良焊点信息包括不良焊点所属的不良类型和焊点坐标,不良类型包括可机修和不可机修。
[0065]
服务器,与光学检测系统和执行系统通信连接,用于对光学检测系统输出的不良焊点信息进行存储并转发给执行系统。
[0066]
执行系统,包括基于选择性波峰焊的焊接机构和对焊点进行标记的标记机构。焊接机构,用于根据不良焊点信息,对pcb板上可机修焊点进行焊接维修作业。标记机构,用于根据不良焊点信息对pcb板上的不可机修焊点进行标记,以形成识别记号。
[0067]
较佳地,选择性波峰焊系统还包括与执行系统对接的收储系统,收储系统与服务器通信连接,收储系统用于根据从服务器获得的当前pcb板的不良焊点信息对pcb板进行分区存放。
[0068]
进一步地,本实施例中公开两种不同原理的标记机构,其一是:标记机构包括激光打点器,激光打点器用于对要标记的焊点位置打点以形成蚀刻标记。其二是:标记机构包括颜色喷涂器,颜色喷涂器用于对要标记的焊点位置喷涂颜色。
[0069]
较佳地,本实施例中的选择性波峰焊系统还包括焊接工艺调整系统,焊接工艺调整系统包括设置在光学检测系统中的缺陷分析模块和设置在焊接机构中的调整模块。缺陷
分析模块用于识别并分析不良焊点的缺陷类型,以形成缺陷类型信息,并将缺陷类型信息加入不良焊点信息中,缺陷类型反映不良焊点的缺陷特点。所述调整模块用于根据缺陷类型信息调整焊接机构的焊接工艺参数。
[0070]
关于上述选择性波峰焊系统的工作原理和工作过程详见上述选择性波峰焊方法,在此不再赘述。
[0071]
以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips