
 商标分类
商标分类  商标转让
商标转让 
一种耐候热轧H型钢生产方法与流程
 2021-01-29 15:01:20|
2021-01-29 15:01:20| 328|
328| 起点商标网
起点商标网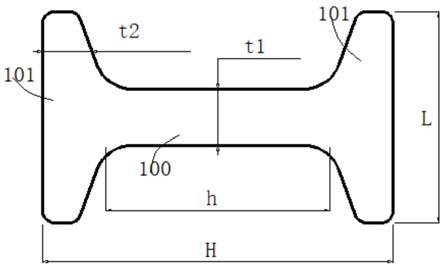
一种耐候热轧h型钢生产方法
技术领域
[0001]
本发明涉及金属材料生产技术领域,更具体地说,涉及一种耐候热轧h型钢生产方法。
背景技术:
[0002]
近些年,建筑、桥梁、铁路等领域越来越多地采用免涂装耐候热轧h型钢,从安全性、美观性和经济性角度考虑,对产品的表面质量要求越来越高。由于耐候钢添加cr、ni、cu等元素,增强表面氧化层致密度和与基体结合力,以达到阻碍腐蚀深入基体的目的。这极大限制了常规热轧流程中的喷水除磷效果,坯料表面的炉生氧化铁皮遗留至万能轧制阶段,在往复轧制过程中被压入基体,导致形成凹坑、麻烦等缺陷,影响产品外观。此外,对于特殊用途产品,表面缺陷需要进行修磨、焊补,深度较大和面积较大的缺陷则需要切废,增加生产成本。据统计,近些年生产的耐候热轧h型钢,因氧化铁皮压入造成的表面质量一次不合格比例最高达到23%,占表面质量缺陷总数比例的75%。随着市场对产品表面质量要求越来越高,其判定标准进一步加严,如不改变现状,不合格比例将大幅提升,对高效生产带来了挑战。
[0003]
经检索,中国专利申请号:2012105192282,发明创造名称为:一种h型钢热轧生产方法,该申请案公开了一种h型钢热轧生产方法,方法包括钢坯加热、高压水除磷、开坯轧制、可逆式万能轧机轧制等工序,其中,钢坯加热步骤中加热炉的均热温度为1250~1320℃,炉内坯料间隔为500~1500mm;开坯轧制过程中增加1~3个轻压下立轧道次;可逆式万能轧机轧制工序前和工序后增加压缩气体吹扫步骤,该申请案通过提高加热炉的均热温度,增加炉内坯料间隔,可增加炉生氧化铁皮中fe
2
o
3
和fe
3
o
4
厚度。由上述加热方法产生的炉生氧化铁皮呈疏松态,更易被高压水除磷装置去除;并增加立轧道次去除轧件腹板氧化铁皮,提高成品表面质量。但行业内仍需要更为多样化更为有效的生产方式,对于热轧h型钢的加工质量追求未曾停止。
技术实现要素:
[0004]
1.发明要解决的技术问题
[0005]
本发明的目的在于克服现有技术中热轧h型钢容易因氧化铁皮压入造成表面缺陷的不足,拟提供一种耐候热轧h型钢生产方法,在不进行工艺大幅调整的条件下,显著减少轧件表面的氧化铁皮残留,进而降低耐候热轧h型钢因氧化铁皮压入造成缺陷的发生概率,提升产品表面质量一次合格率。
[0006]
2.技术方案
[0007]
为达到上述目的,本发明提供的技术方案为:
[0008]
本发明的一种耐候热轧h型钢生产方法,包括以下步骤:
[0009]
s1、钢坯加热:坯料在加热炉内的均热温度为1220℃-1260℃,均热时间为120-160min;
[0010]
s2、开坯预轧制:坯料出加热炉后进行不低于2道次的开坯预轧制,采用先立轧后平轧方式,道次压下量不低于10mm;终轧温度控制为1050℃~1150℃;
[0011]
s3、喷水除磷;
[0012]
s4、吹扫清洁后进入万能轧制。
[0013]
研究表明,炉生氧化铁皮从内层往外层的组成分别是feo、fe
3
o
4
和fe
2
o
3
。其中,最内层的feo层组织致密,性质较粘,其与钢材基体结合力较强,是最难去除的氧化层;fe
3
o
4
层组织相对疏松,割裂氧化层的表层和内层,阻止应力向内层集中,限制了除磷效果;fe
2
o
3
层组织疏松,脆性较大。本发明实践发现,提高均热温度或延长均热时间,将促进o原子向基体扩散,导致feo层增厚,增强了其与基体间的结合力,降低喷水除磷及轻压下破碎氧化层的效果。对于耐候热轧h型钢,由于ni、cu、si元素含量较高,进一步增强了feo层与基体间的结合力,以及fe
3
o
4
层割裂作用。此时,若采用常规先喷水、再破碎的方法,无法有效去除feo层,不仅在开坯轧制阶段就有大量氧化铁皮被压入,在万能轧制前无法吹扫干净,反而损害了产品表面质量。
[0014]
本发明反其道而行,首先通过降低坯料在加热炉内的均热温度,缩短均热时间,以减小feo层厚度,然后不经喷水除磷,直接进行开坯预轧制,并采用立轧-平轧相结合,重点剥离、破碎feo层,然后再结合高压喷水除磷、万能轧制前吹扫清洁等以有效减少轧件表面氧化铁皮残留。
[0015]
具体地,本发明中均热温度为1220℃-1260℃,均热时间为120-160min,在适当降低均热温度、缩短均热时间以减少feo层厚度的基础上,同时保障满足耐候热轧h型钢生产的基本要求;且本发明发现当温度高于1260℃,均热时间高于160min时,feo层厚度显著增大,其占整体氧化层厚度比例超过60%,且fe与si形成的化合物在fe
3
o
4
层富集程度增加,进一步割裂了外层和内层,使得喷水除磷的作用力不能从外层传递至内侧,氧化层去除难度大幅提升。
[0016]
更进一步地,s1中坯料在加热炉内的均热温度为1225℃-1250℃,均热时间为125-150min。
[0017]
更进一步地,s1中坯料在加热炉内的均热温度为1230℃-1245℃,均热时间为130-140min。
[0018]
如图1所示,本发明中h型钢生产采用的异型坯横截面分为腹板100和翼缘101两个区域,h为腹板100内高高度,h为异型坯整体高度,l为翼缘101宽度,t1为腹板100的厚度,t2为翼缘101厚度。氧化层的硬度大、塑性差,而刚才基体在高温阶段塑性好。坯料先经立轧预变形,由于孔型限制,变形集中在腹板100区域,腹板100内高高度h减小而厚度t1增大,此时沿腹板100内高方向分布的氧化层与基体,因变形程度不同,在界面两侧形成压力差,促进养护层剥离;氧化层在变形过程中承受压应力,因脆性大发生破碎。然后将坯料翻转至图1所示方位进行平轧预轧制,此时的变形集中在翼缘101区域,翼缘101宽度l减小而厚度t2增大,剥离破碎了在翼缘101两侧沿宽度方向分布的氧化层。经过如此的先立轧再平轧的至少2道次预变形,有效剥离破碎了与基体直接接触的feo层,而fe
2
o
3
和fe
3
o
4
层因脆性更大,已全部破碎、疏松。此时,大部分氧化层已自行脱落,仅有少量feo层残留,且厚度较薄,为改善后续喷水除磷效果提供良好基础。
[0019]
进一步说明的是,本发明发现若不对钢坯进行至少2道次的预变形,则氧化层破碎
程度不足,不能充分破碎腹板100或翼缘101表面的氧化层;若压下量低于10mm,则氧化层与基体界面两侧的应力差不足,降低氧化层剥离破碎效果,导致残留的feo层增多,甚至残留fe
3
o
4
层,增大了后续除磷难度;若先进行平轧,则翼缘101外侧将突出呈小鼓形,坯料翻转立轧时,因与辊道接触面积小,且存在小鼓形,放置不稳,压下过程中会出现轧扭,进而引起后续轧制折叠或切肉,损害表现质量。本发明最终采用先立轧后平轧的至少2道次预轧制方式,控制道次压下量不低于10mm。
[0020]
更进一步地,s2中坯料出加热炉后进行立轧-平轧共2道次预轧制,道次压下量分别为13-20mm、10-14mm。
[0021]
更进一步地,s2中坯料出加热炉后进行立轧-平轧-平轧共3道次预轧制,道次压下量分别为14-18mm、12-14mm、10-12mm。
[0022]
本发明中对于开坯预轧制的终轧温度有明确控制,实践发现随着终轧温度的降低,feo层的脆性增大,有助于在喷水除磷阶段去除残留feo层,当温度降低至1150℃时,feo的脆性明显增大,其与基体的结合力大幅降低。当喷水压力达到13.0mpa时,可完全去除氧化层,这也是产线装备比较容易达到的技术水平。如终轧温度低于1050℃,坯料经喷水除磷后的温度更低,导致后续轧制变形抗力急剧增大,轧机负荷过高;终轧温度高于1150℃时,则氧化层脆性降低,其余基体结合力增大,存在后续除磷不尽的风险。
[0023]
更进一步地,s2中开坯预轧制的终轧温度控制为1080℃~1140℃。
[0024]
更进一步地,s2中开坯预轧制的终轧温度控制为1100℃~1135℃。
[0025]
更进一步地,s3中喷水除磷阶段的喷水压力不低于13.0mpa,以保障作用力充足,残留的feo层能完全去除,且满足装备能力和能源消耗。
[0026]
更进一步地,s3中喷水除磷阶段的喷水压力为14.0mpa~23.0mpa。
[0027]
更进一步地,s4中在万能轧制前采用0.5mpa~2.0mpa的压缩气体吹扫轧件腹板部位。
[0028]
对于热轧h型钢生产,万能轧制是翼缘101和腹板100厚度方向压缩变形的主要阶段,也是产生氧化铁皮压入缺陷的主要阶段,在万能轧制前增加压缩气体吹扫装置,可以有效确保去除轧件表面散落的氧化铁皮,避免已破碎的氧化铁皮掉落在腹板100表面,因两侧有翼缘101形成凹腔,且轧件较长而导致氧化铁皮不能自行掉落,进而被压入基体的风险。
[0029]
3.有益效果
[0030]
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
[0031]
(1)本发明的一种耐候热轧h型钢生产方法,通过降低坯料在加热炉内的均热温度、缩短均热时间,结合开坯预轧制、高压喷水除磷、万能轧前吹扫,显著减少轧件表面的氧化铁皮残留,进而降低耐候热轧h型钢因氧化铁压入造成缺陷的发生概率,提升产品表面质量检验一次合格率。
附图说明
[0032]
图1为异型坯的横截面结构示意图。
[0033]
示意图中的标号说明:
[0034]
100、腹板;101、翼缘。
具体实施方式
[0035]
为进一步了解本发明的内容,结合附图对本发明作详细描述。
[0036]
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0037]
下面结合实施例对本发明作进一步的描述。
[0038]
实施例1
[0039]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0040]
s1、钢坯加热:坯料在加热炉内的均热温度为1260℃,均热时间为150min;
[0041]
s2、开坯预轧制:坯料出加热炉后进行3道次的开坯预轧制,采用立轧-平轧-平轧方式,道次压下量分别为18mm、14mm、12mm;终轧温度控制为1140℃;
[0042]
s3、喷水除磷;喷水压力为23mpa。
[0043]
s4、吹扫清洁后进入万能轧制,万能轧制前采用2.0mpa的压缩气体吹扫轧件腹板部位。
[0044]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到99%,产品屈服强度级别达到355mpa。
[0045]
实施例2
[0046]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0047]
s1、钢坯加热:坯料在加热炉内的均热温度为1250℃,均热时间为160min;
[0048]
s2、开坯预轧制:坯料出加热炉后进行3道次的开坯预轧制,采用立轧-平轧-平轧方式,道次压下量分别为16mm、12mm、10mm;终轧温度控制为1089℃;
[0049]
s3、喷水除磷;喷水压力为22mpa;
[0050]
s4、吹扫清洁后进入万能轧制,万能轧制前采用1.7mpa的压缩气体吹扫轧件腹板部位。
[0051]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到96%,产品屈服强度级别达到450mpa。
[0052]
实施例3
[0053]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0054]
s1、钢坯加热:坯料在加热炉内的均热温度为1241℃,均热时间为140min;
[0055]
s2、开坯预轧制:坯料出加热炉后进行3道次的开坯预轧制,采用立轧-平轧-平轧方式,道次压下量分别为14mm、12mm、10mm;终轧温度控制为1050℃;
[0056]
s3、喷水除磷;喷水压力为22mpa;
[0057]
s4、吹扫清洁后进入万能轧制,万能轧制前采用1.5mpa的压缩气体吹扫轧件腹板部位。
[0058]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到98%,产品屈服强度级别达到355mpa。
[0059]
实施例4
[0060]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0061]
s1、钢坯加热:坯料在加热炉内的均热温度为1245℃,均热时间为143min;
[0062]
s2、开坯预轧制:坯料出加热炉后进行3道次的开坯预轧制,采用立轧-平轧-平轧方式,道次压下量分别为14mm、12mm、10mm;终轧温度控制为1092℃;
[0063]
s3、喷水除磷;喷水压力为22mpa;
[0064]
s4、吹扫清洁后进入万能轧制,万能轧制前采用1.4mpa的压缩气体吹扫轧件腹板部位。
[0065]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到97%,产品屈服强度级别达到450mpa。
[0066]
实施例5
[0067]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0068]
s1、钢坯加热:坯料在加热炉内的均热温度为1240℃,均热时间为125min;
[0069]
s2、开坯预轧制:坯料出加热炉后进行2道次的开坯预轧制,采用立轧-平轧方式,道次压下量分别为20mm、14mm;终轧温度控制为1150℃;
[0070]
s3、喷水除磷;喷水压力为20mpa;
[0071]
s4、吹扫清洁后进入万能轧制,万能轧制前采用0.8mpa的压缩气体吹扫轧件腹板部位。
[0072]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到98%,产品屈服强度级别达到355mpa。
[0073]
实施例6
[0074]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0075]
s1、钢坯加热:坯料在加热炉内的均热温度为1242℃,均热时间为130min;
[0076]
s2、开坯预轧制:坯料出加热炉后进行2道次的开坯预轧制,采用立轧-平轧方式,道次压下量分别为16mm、14mm;终轧温度控制为1135℃;
[0077]
s3、喷水除磷;喷水压力为20mpa;
[0078]
s4、吹扫清洁后进入万能轧制,万能轧制前采用0.8mpa的压缩气体吹扫轧件腹板部位。
[0079]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到97%,产品屈服强度级别达到450mpa。
[0080]
实施例7
[0081]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0082]
s1、钢坯加热:坯料在加热炉内的均热温度为1235℃,均热时间为129min;
[0083]
s2、开坯预轧制:坯料出加热炉后进行2道次的开坯预轧制,采用立轧-平轧方式,道次压下量分别为18mm、13mm;终轧温度控制为1100℃;
[0084]
s3、喷水除磷;喷水压力为18mpa;
[0085]
s4、吹扫清洁后进入万能轧制,万能轧制前采用0.8mpa的压缩气体吹扫轧件腹板部位。
[0086]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到98%,产品屈服强度级别达到355mpa。
[0087]
实施例8
[0088]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0089]
s1、钢坯加热:坯料在加热炉内的均热温度为1230℃,均热时间为133min;
[0090]
s2、开坯预轧制:坯料出加热炉后进行2道次的开坯预轧制,采用立轧-平轧方式,道次压下量分别为18mm、13mm;终轧温度控制为1096℃;
[0091]
s3、喷水除磷;喷水压力为17mpa;
[0092]
s4、吹扫清洁后进入万能轧制,万能轧制前采用0.8mpa的压缩气体吹扫轧件腹板部位。
[0093]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到96%,产品屈服强度级别达到450mpa。
[0094]
实施例9
[0095]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0096]
s1、钢坯加热:坯料在加热炉内的均热温度为1225℃,均热时间为135min;
[0097]
s2、开坯预轧制:坯料出加热炉后进行2道次的开坯预轧制,采用立轧-平轧方式,道次压下量分别为13mm、11mm;终轧温度控制为1087℃;
[0098]
s3、喷水除磷;喷水压力为14mpa;
[0099]
s4、吹扫清洁后进入万能轧制,万能轧制前采用0.6mpa的压缩气体吹扫轧件腹板部位。
[0100]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到96%,产品屈服强度级别达到355mpa。
[0101]
实施例10
[0102]
本实施例的一种耐候热轧h型钢生产方法,包括以下步骤:
[0103]
s1、钢坯加热:坯料在加热炉内的均热温度为1220℃,均热时间为120min;
[0104]
s2、开坯预轧制:坯料出加热炉后进行2道次的开坯预轧制,采用立轧-平轧方式,道次压下量分别为13mm、10mm;终轧温度控制为1080℃;
[0105]
s3、喷水除磷;喷水压力为13mpa;
[0106]
s4、吹扫清洁后进入万能轧制,万能轧制前采用0.5mpa的压缩气体吹扫轧件腹板部位。
[0107]
经实践,采用本实施例的方法,产品表面质量一次性合格率达到95%,产品屈服强度级别达到450mpa。
[0108]
如下表1和表2所示为上述实施例的主要工艺参数信息表,由此可见,对于生产翼缘101、102厚度16-50mm规格的耐候热轧h型钢,采用上述实施例方法,能显著提升其表面质量检验一次合格率,合格率由平均不足80%提升至95%以上。上述实施例展示的规格,已覆盖了当前市场需求,所以具有代表性。
[0109]
表1本发明实施例1~10的主要工艺参数
[0110][0111][0112]
表2本发明实施例1~10的实施效果
[0113][0114]
对比例1
[0115]
本对比例对于耐候热轧h钢进行生产,基本同上述实施例1,所不同的是,本对比例中钢坯加热阶段采用均热温度为1300℃,均热时间为180min,最终得到的产品表面质量一次合格率为86%。
[0116]
对比例2
[0117]
本对比例对于耐候热轧h钢进行生产,基本同上述实施例3,所不同的是,本对比例中开坯预轧制阶段采用一道次预轧制,压下率为5mm,最终得到的产品表面质量一次合格率为89%。
[0118]
对比例3
[0119]
本对比例对于耐候热轧h钢进行生产,基本同上述实施例5,所不同的是,本对比例
中万能轧制前不采用压缩空气吹扫,最终得到的产品表面质量一次合格率为93%。
[0120]
对比例4
[0121]
本对比例对于耐候热轧h钢进行生产,基本同上述实施例7,所不同的是,本对比例中喷水除磷压力为10mpa,最终得到的产品表面质量一次合格率为90%。
[0122]
对比例5
[0123]
本对比例对于耐候热轧h钢进行生产,基本同上述实施例9,所不同的是,本对比例中不进行开坯预轧制,最终得到的产品表面质量一次合格率为79%。
[0124]
如下表3,为上述对比例的工艺参数信息说明,不能达到有效改善产品表面质量的目的。
[0125]
表3超出本发明工艺参数的对比例实施效果
[0126][0127]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips