
 商标分类
商标分类  商标转让
商标转让 
一种用于提高3D打印生物材料成形件的亲水性的方法与流程
 2021-01-29 15:01:49|
2021-01-29 15:01:49| 338|
338| 起点商标网
起点商标网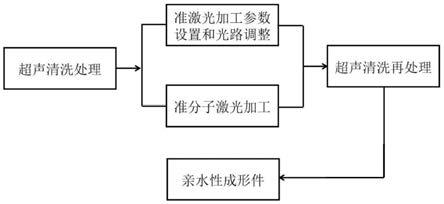
一种用于提高3d打印生物材料成形件的亲水性的方法
技术领域
[0001]
本发明涉及3d打印领域,特别是指一种用于提高3d打印生物材料成形件的亲水性的方法。
背景技术:
[0002]
激光选区熔化技术(selective laser melting,slm)是一种在惰性气体的保护下,利用聚焦的高功率激光束辐照金属粉末床,使金属粉末快速熔化、凝固,从而实现三维零件成形的3d打印技术。由于这种技术的激光热影响区较小,因而成形精度高,能够制造高性能、复杂几何形状的金属零件。利用slm技术制造的生物材料合金,具有高比强度、低弹性模量、抗蚀性优异等优点,正在被广泛应用于航空航天和汽车工业领域,但是仍然无法大量应用于医用领域。这是因为医用领域要求生物材料植入体表面具有良好的生物相容性,不仅能使细胞更好地附着在植入体上,同时还要使体液在植入体上具有一定的渗透率。然而,slm成形的生物材料合金表面粗糙,呈现疏水性,无法满足医疗领域对slm成形件表面性能的要求。因此,为了使slm成形的生物材料能够满足医疗领域的应用要求,需要降低其表面粗糙度同时提高亲水性。
[0003]
目前,钛合金的表面浸润性改性方法主要有:表面化学涂层法、纳/飞秒激光表面织构化、激光辐照法等。这些方法均可以有效地改变生物材料的表面浸润性,但是表面化学涂层法形成的涂层往往不是很稳定,极易发生脱落失效;纳/飞秒激光表面织构化对试样表面的平整度要求较高,不适合slm成形件的加工;而激光辐照法相较于前两种方法,具有加工面积可控、快速精确处理材料表面的优点,具有很好的应用前景。目前,准分子激光辐照对pa2200尼龙sls成形件表面改性,发现这种方法可以使打印件表面变得光滑,同时产生c==o双键亲水性基团,接触角由120
°
减小至70
°
,改善并调控了成形件的表面浸润性。但是,利用准分子激光辐照改变slm成形生物材料合金表面浸润性的应用研究成果较少。
技术实现要素:
[0004]
本发明的主要目的在于克服现有技术中的上述缺陷,提出一种用于提高3d打印生物材料成形件的亲水性的方法,能够快速、高效地提升3d打印成形件的表面质量,有助于加快3d打印件的应用效率。
[0005]
本发明采用如下技术方案:
[0006]
一种用于提高3d打印生物材料成形件的亲水性的方法,包括如下步骤:
[0007]
将3d打印的生物材料成形件,通过超声波清洗,对成形件表面进行激光加工前的预处理;
[0008]
调整用于生物材料激光加工的装置,在准分子激光器和样本台之间依次装载扩束镜和准直镜,调整准分子激光器与扩束镜的距离s1,以及扩束镜和准直镜之间的距离s2,使激光在样品台上的聚焦光斑为能量分布均匀的矩形,在光路调整完毕后,打开准分子激光器,使激光在样本台上的白纸烧蚀出矩形光斑,并用直尺测量得到矩形光斑的宽度w和长度
l,记为光斑的大小;
[0009]
将得出的矩形光斑的宽度w和长度l输入激光加工装置的计算机控制系统中;
[0010]
通过单一变量法调控激光能量密度e和激光的脉冲数n,使成形件的粗糙度达到设定的阈值,进行成形件的加工;
[0011]
将加工好的成形件进行二次超声波清洗。
[0012]
具体地,所述激光能量密度e具体为:
[0013]
e=p/(w*l)
[0014]
其中p为激光功率。
[0015]
一较佳实施例,所述准分子激光器为248nm krf准分子激光器,采用的激光波长为248nm,频率为2hz。
[0016]
一较佳实施例,准分子激光器与扩束镜的距离为3cm,扩束镜与准直镜的距离为17cm,准直镜与成形件的距离为33cm。
[0017]
一较佳实施例,激光的脉冲数n为50个,激光能量密度e为0-531mj/cm
2
[0018]
由上述对本发明的描述可知,与现有技术相比,本发明具有如下有益效果:
[0019]
1、与传统的3d打印成形件表面处理方法(如喷砂法)对比,本发明能够无接触地加工3d打印成形件,并且不产生有害生物活性的物质,不对外界环境产生污染,是一种高效、绿色的表面处理方法;
[0020]
2、本发明通过准分子激光加工3d打印件,通过调整激光器的能量密度和脉冲数,能够快速降低成形件的表面粗糙度,使成形件的亲水性大大提高,能加快3d打印成形件走向实际应用进程。
[0021]
3、本发明基于准分子激光加工3d打印件,单次加工面积大,且加工范围可控,对于3d打印件表面的大面积、大批量的高效处理具有应用前景。
附图说明
[0022]
图1是3d打印生物材料合金表面加工流程图;
[0023]
图2是准分子激光加工装置设计图;
[0024]
图3是3d打印生物材料表面处理前后对比图。
[0025]
以下结合附图和具体实施例对本发明作进一步详述。
具体实施方式
[0026]
以下通过具体实施方式对本发明作进一步的描述。
[0027]
本发明的3d打印生物材料合金表面亲水性提高方法的设计流程如附图1,具体的实施方式如下:
[0028]
步骤一:将3d打印的医用钴铬钼合金(cocrmo)成形件,通过超声波清洗(时间为30min),选用的清洗剂为无水乙醇,对成形件表面进行激光加工前的预处理;
[0029]
步骤二:调整用于cocrmo激光加工的装置;首先,在样品台上放置一张白纸;其次,在准分子激光与样品台之间装载整形均束的光学元件,以便提高激光加工能量的均匀性。具体装载方式为,在准分子激光后依次装载扩束镜和准直镜,两个光学元件的位置可自由调整,使激光在样品台上的聚焦光斑为能量分布均匀的矩形。最后,在光路调整完毕后,打
开准分子激光器,使激光在白纸上加工出矩形的烧蚀印记,用直尺测量得到矩形光斑的宽度w和长度l。例如,当光学元件装载位置为:准直镜与成形件的距离为33cm,扩束镜与准直镜的距离为17cm,扩束镜与准分子激光器的距离为3cm,此时聚焦光斑大小为0.4cm
×
0.8cm,此时加工效果最佳;
[0030]
步骤三:将步骤二测量的矩形光斑的宽度w和长度l输入激光加工装置的计算机控制系统中;首先通过调整激光功率p,得到激光加工的面能量密度e=p/(w
×
l);其次,设置激光加工的脉冲数n,得到单位时间内激光加工面的次数。将步骤一处理好的成形件放置到样品台,用夹具固定,通过设置不同的激光能量密度e与脉冲数n(可通过单一变量法调控激光加工参数),使成形件表面的粗糙度逐步降低,当面粗糙度(sa)降低至8μm以下,即认为成形件表面已经得到改善。以cocrmo合金为例,当激光加工参数为:脉冲数n=50,能量密度e=531mj/cm
2
,能得到理想的表面粗糙度,此时面粗糙度为7.9μm;
[0031]
步骤四:将步骤三加工好的样品进行二次超声波清洗(时间为10min),选用的清洗剂为无水乙醇。
[0032]
如图2是准分子激光加工装置的设计图,包括激光参数设置装置、准分子激光器、扩束镜、准直镜和样品台。
[0033]
其中当光学元件装载位置为:准直镜与成形件的距离为33cm,扩束镜与准直镜的距离为17cm,扩束镜与准分子激光器的距离为3cm,此时聚焦光斑大小为0.4cm
×
0.8cm,此时加工效果最佳。
[0034]
如图3,是3d打印cocrmo表面处理前后对比图,从图中可以看出,本发明提供的3d打印生物材料合金表面亲水性提高方法,无接触地消除成形件表面残留的粉末,实现表面抛光效果,且使成形件由疏水性表面(接触角为120
°±
4
°
)转化为亲水性表面(接触角为6
°±
1
°
),可满足生物医用工程的应用需求,且这种方法能大面积加工3d打印生物材料成形件。
[0035]
上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips