
 商标分类
商标分类  商标转让
商标转让 
一种圆纬机三角信息化制造成型设备的制作方法
 2021-01-29 15:01:27|
2021-01-29 15:01:27| 216|
216| 起点商标网
起点商标网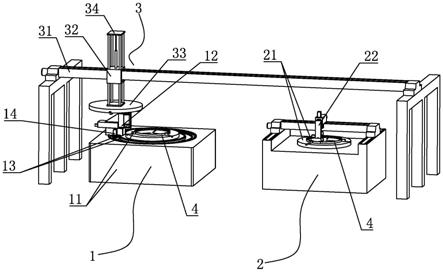
[0001]
本发明涉及针织机械领域,具体涉及的是一种圆纬机三角信息化制造成型设备。
背景技术:
[0002]
成圈三角座是针织横机的关键部件,通过织针在成圈三角座的轨道槽上移动,实现了织针的上下织布;现有的成圈三角座,都是通过多个三角安装在三角安装座上,环绕排列设置形成成圈三角座;传统制作成圈三角座的工艺都为加工单个三角,然后将单个三角安装到三角安装座上,在组装针织横机时,在将多个三角安装座环形排列设置到针织横机上形成成圈三角座,现有加工步骤繁琐且加工效率慢,且成圈三角座安装麻烦需要一个一个进行安装,装配效率低下。
[0003]
有鉴于此,本申请人针对现有技术中的上述缺陷深入研究,遂有本案产生。
技术实现要素:
[0004]
本发明的主要目的在于提供一种圆纬机三角信息化制造成型设备,其加工效率快,且制作出的三角工件安装便捷。
[0005]
为了达成上述目的,本发明的解决方案是:
[0006]
一种圆纬机三角信息化制造成型设备,包括以下步骤:
[0007]
(1)将环形的三角工件固定;
[0008]
(2)在环形的三角工件的内壁加工出闭环轨道槽;所述闭环轨道槽由多个中间高两边低的弧形轨道槽环形间隔排列组成;
[0009]
(3)在弧形轨道槽的一边与相邻的弧形轨道槽的连接处加工出铣刀让位槽;使得弧形轨道槽与另一个弧形轨道槽在连接处,弧形轨道槽的一边的下表面低于另一个弧形轨道槽的另一边的下表面;
[0010]
(4)沿着环形的三角工件的直径进行切割,形成左三角座和右三角座;
[0011]
其步骤(1)将环形的三角工件放在环切装置的放置台上,将环形的三角工件的中心对准放置台的中心后,夹持块抵顶住环形的三角工件外侧壁和上表面将其固定;
[0012]
其步骤(2)中,铣切机构绕着三角工件旋转对三角工件的内侧壁进行铣切,在内壁加工出闭环轨道槽;
[0013]
其步骤(3)中对铣切机构进行换刀,在弧形轨道槽的一边与另一个弧形轨道槽的另一边连接处进行加工,使得弧形轨道槽的一边的下表面低于另一个弧形轨道槽的另一边的下表面;
[0014]
其步骤(4)中所述夹持移动机构将环形的三角工件从环切装置上夹持到切割装置的转动盘上,将环形的三角工件圆心对准转动盘的圆心,夹持体夹持住环形的三角工件的外侧壁且抵顶住环形的三角工件上表面;通过转动盘进行转动,切割机构顺着环形的三角工件的直径进行切割,切割后形成左三角座和右三角座。
[0015]
进一步,所述步骤(2)中所述闭环轨道槽由多个中间高两边低的弧形轨道槽环形
间隔排列组成。
[0016]
进一步,所述步骤(1)-(4)采用一种圆纬机三角信息化制造成型设备进行加工。
[0017]
进一步,所述一种圆纬机三角信息化制造成型设备包括对工件内壁进行加工的环切装置,以及将三角工件切割成对称的两个半圆环三角工件的切割装置。
[0018]
进一步,所述环切装置包括对三角工件进行夹持和承载的夹持承载机构,以及绕着三角工件转动且对三角工件内壁进行加工的铣切机构。
[0019]
进一步,所述夹持承载机构包括承载台和对三角工件进行夹持的夹持块;所述承载台中心形成有放置三角工件的放置台,所述夹持块位于放置台上。
[0020]
进一步,所述铣切机构包括位于所述承载台上且环绕所述放置台的滑动导轨,在所述滑动导轨上滑动的铣切设备,以及驱动所述铣切设备在所述滑动导轨上滑动的滑动驱动机构。
[0021]
进一步,所述铣切设备包括在所述滑动导轨上滑动的铣切承载座,可在所述铣切承载座上朝三角工件圆心远离或靠近的铣切移动座,连接在所述铣切移动座朝向所述放置台圆心的一面的铣切固定座,以及可在所述铣切固定座上下滑动的铣切刀具。
[0022]
进一步,所述铣切固定座的背面与所述铣切移动座的上表面之间形成有加强连接件。
[0023]
进一步,所述滑动驱动机构包括位于所述承载台上且环绕所述放置台的滑动槽和连接在所述铣切设备上的滑动驱动电机;所述滑动槽的一面形成有滑动槽外齿,所述滑动驱动电机输出端形成有滑动驱动齿轮;所述滑动槽外齿与所述滑动驱动齿轮相啮合。
[0024]
进一步,所述放置台上表面环形间隔设置有三个及以上的移动槽;所述夹持块与所述移动槽滑动连接;所述夹持块数量与所述移动槽数量相匹配。
[0025]
进一步,所述夹持块包括抵顶在三角工件外侧壁上的夹持抵顶块,以及抵顶在三角工件上表面的轴向限位块。
[0026]
进一步,所述切割装置包括对驱动三角工件进行转动且夹持三角工件的转动夹持组件,对三角工件进行切割的切割机构。
[0027]
进一步,所述转动夹持组件包括转动盘和对三角工件进行夹持的夹持体。
[0028]
进一步,所述转动盘上表面环形间隔设置有三个及以上的滑动通道;所述夹持体与所述滑动通道滑动连接;所述夹持体数量与所述滑动通道数量相匹配。
[0029]
进一步,所述夹持体包括抵顶在三角工件外侧壁上的抵顶部,以及对三角工件上表面进行限位的限位部。
[0030]
进一步,所述转动盘形成有指向圆心的切割让位槽。
[0031]
进一步,所述转动夹持组件还包括承载所述转动盘的切割承载座。
[0032]
进一步,所述切割机构包括与所述切割承载座滑动连接的切割龙门架,以及可在所述切割龙门架上滑动的切割组件。
[0033]
进一步,所述切割组件包括对三角工件进行切割的锯片,在所述切割龙门架滑动的锯片承载座,以及固定连接锯片且可在所述锯片承载座上下移动的锯片安装座。
[0034]
进一步,所述一种圆纬机三角信息化制造成型设备还包括将所述环切装置上的三角工件夹持到所述切割装置上的夹持移动机构。
[0035]
进一步,所述夹持移动机构包括可在夹持移动龙门架上移动的夹持移动组件,以
及横跨所述环切装置和切割装置的夹持移动龙门架。
[0036]
进一步,所述夹持移动组件包括在所述夹持移动龙门架上移动的夹持移动承载座,对三角工件进行夹持的夹持盘,以及一端连接所述加持盘且可在所述夹持移动承载座上下滑动的滑动连接架。
[0037]
进一步,所述夹持盘包括对三角工件进行夹持的夹持移动块;所述夹持盘下表面形成有四条环形间隔设置的滑动凹槽;所述夹持移动块与所述滑动凹槽滑动连接;所述夹持移动块数量与所述滑动凹槽数量相配对。
[0038]
采用上述结构后,本发明涉及的一种圆纬机三角信息化制造成型设备,其具有以下有益效果:
[0039]
1.采用一种圆纬机三角数控加工设备进行加工更加的智能化,通过夹持块对三角工件进行夹持牢固后,铣切机构绕着三角工件对其内侧壁进行加工形成闭环轨道槽后,由切割装置进行切割形成左三角座和右三角座,加工效率高。
[0040]
2.采用一种圆纬机三角信息化制造成型设备,通过对整个环形三角工件进行加工,形成内侧壁具有闭环轨道槽的三角工件后进行切割,形成左三角座和右三角座,方便安装,且加工效率大大的提升。
附图说明
[0041]
图1为本发明涉及一种圆纬机三角信息化制造成型设备的立体结构示意图。
[0042]
图2为本发明中环切装置的立体结构示意图。
[0043]
图3为本发明中铣切设备的立体结构示意图。
[0044]
图4为本发明中切割装置的立体结构示意图。
[0045]
图5为本发明中左三角座和右三角座的立体结构示意图。
[0046]
图6为本发明中三角工件的立体结构示意图。
[0047]
图7为本发明中夹持块的立体结构示意图。
[0048]
图8为本发明中夹持体的立体结构示意图。
[0049]
图中:环切装置1;夹持承载机构11;承载台111;放置台1111;夹持块112;夹持抵顶块1121;轴向限位块1122;移动槽113;铣切设备12;铣切承载座121;铣切移动座122;铣切固定座123;铣切刀具124;刀具安装座1241;刀具1242;滑动导轨13;滑动驱动机构14;滑动驱动电机141;滑动驱动齿轮1411;滑动槽142;滑动槽外齿1421;切割装置2;转动夹持组件21;转动盘211;切割让位槽2111;夹持体212;抵顶部2121;限位部2122;滑动通道213;切割承载座214;切割机构22;切割龙门架221;锯片222;锯片承载座223;锯片安装座224;夹持移动机构3;夹持移动龙门架31;夹持移动承载座32;夹持盘33;滑动连接架34;三角工件4;左三角座41;右三角座42。
具体实施方式
[0050]
为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
[0051]
如图1至图8所示,其为本发明涉及的一种圆纬机三角信息化制造成型设备,包括以下步骤:
[0052]
(1)将环形的三角工件4固定;防止在加工时,三角工件4抖动;
[0053]
(2)在环形的三角工件4的内壁加工出闭环轨道槽;闭环轨道槽由多个中间高两边低的弧形轨道槽环形间隔排列组成;
[0054]
(3)在弧形轨道槽的一边与相邻的弧形轨道槽的连接处加工出铣刀让位槽;使得弧形轨道槽与另一个弧形轨道槽在连接处,弧形轨道槽的一边的下表面低于另一个弧形轨道槽的另一边的下表面;如图6所示,右边的弧形轨道槽与左边的弧形轨道槽的底壁呈现高低差,右边弧形轨道槽的底壁高于左边弧形轨道槽,织针从右边弧形轨道槽移动到左边弧形轨道槽时不会出现卡针的现象;
[0055]
(4)沿着环形的三角工件4的直径进行切割,形成左三角座41和右三角座42;将三角工件4切割成左三角座41和右三角座42,一次加工即可制作出一整个成圈三角,步骤简洁且高效。
[0056]
其步骤(1)将环形的三角工件4放在环切装置1的放置台1111上,将环形的三角工件4的中心对准放置台1111的中心后,夹持块112抵顶住环形的三角工件4外侧壁和上表面将其固定;
[0057]
其步骤(2)中,铣切机构绕着三角工件4旋转对三角工件4的内侧壁进行铣切,在内壁加工出闭环轨道槽;
[0058]
其步骤(3)中对铣切机构进行换刀,在弧形轨道槽的一边与另一个弧形轨道槽的另一边连接处进行加工,使得弧形轨道槽的一边的下表面低于另一个弧形轨道槽的另一边的下表面;
[0059]
其步骤(4)中夹持移动机构3将环形的三角工件4从环切装置1上夹持到切割装置2的转动盘211上,将环形的三角工件4圆心对准转动盘211的圆心,夹持体212夹持住环形的三角工件4的外侧壁且抵顶住环形的三角工件4上表面;通过转动盘211进行转动,切割机构22顺着环形的三角工件4的直径进行切割,切割后形成左三角座41和右三角座42。
[0060]
优选地,步骤(1)-(4)采用一种圆纬机三角信息化制造成型设备进行加工。使得加工更加的智能化。
[0061]
优选地,一种圆纬机三角信息化制造成型设备包括对工件内壁进行加工的环切装置1,以及将三角工件4切割成对称的两个半圆环三角工件4的切割装置2。环切装置1对三角工件4内侧壁进行加工,切割装置2对加工后的三角工件4进行切割,更加的高效和智能化。
[0062]
优选地,环切装置1包括对三角工件4进行夹持和承载的夹持承载机构11,以及绕着三角工件4转动且对三角工件4内壁进行加工的铣切机构。夹持承载机构11对三角工件4进行固定,三角工件4的圆心对准夹持承载机构11的圆心,使得加工更加的精准;然后铣切机构绕着三角工件4进行加工,直至三角工件4内侧壁加工出闭环轨道槽。
[0063]
优选地,夹持承载机构11包括承载台111和对三角工件4进行夹持的夹持块112;承载台111中心形成有放置三角工件4的放置台1111,夹持块112位于放置台1111上。三角工件4放置在放置台1111使得加工过程更加的合理,且夹持块112安装更加的方便。
[0064]
优选地,铣切机构包括位于承载台111上且环绕放置台1111的滑动导轨13,在滑动导轨13上滑动的铣切设备12,以及驱动铣切设备12在滑动导轨13上滑动的滑动驱动机构14。通过滑动驱动机构14驱动铣切设备12在滑动导轨13上移动使得加工过程更加的平稳。
[0065]
优选地,铣切设备12包括在滑动导轨13上滑动的铣切承载座121,可在铣切承载座
121上朝三角工件4圆心远离或靠近的铣切移动座122,连接在铣切移动座122朝向放置台1111圆心的一面的铣切固定座123,以及可在铣切固定座123上下滑动的刀具1242铣切刀具124。刀具1242铣切刀具124包括刀具安装座刀具安装座1241和刀具1242;铣切承载座121上表面具有铣切轨道,铣切移动座122形成有与铣切导轨配合的铣切导向槽,铣切移动座122形成有铣切螺杆,铣切承载座121上形成有与铣切螺杆配合的铣切螺纹孔,通过电机驱动铣切螺杆转动实现铣切移动座122朝三角工件4圆心远离或靠近;刀具安装座刀具安装座1241也是通过螺杆传动实现在铣切固定座123上进行上下滑动;通过螺杆传动更加的平稳。
[0066]
优选地,铣切固定座123的背面与铣切移动座122的上表面之间形成有加强连接件。使得铣切固定座123与铣切移动座122之间的连接更加的牢固。
[0067]
优选地,滑动驱动机构14包括位于承载台111上且环绕放置台1111的滑动槽142和连接在铣切设备12上的滑动驱动电机141;滑动槽142的一面形成有滑动槽外齿1421,滑动驱动电机141输出端形成有滑动驱动齿轮1411;滑动槽外齿1421与滑动驱动齿轮1411相啮合。通过齿轮传动,使得移动更加的平稳;滑动驱动电机141驱动滑动驱动齿轮1411转动,由于滑动槽外齿1421与滑动驱动齿轮1411相啮合,使得铣切设备12沿着滑动导轨13进行移动,从而实现铣切设备12对三角工件4内壁进行闭环轨道槽的铣切。
[0068]
优选地,放置台1111上表面环形间隔设置有三个及以上的移动槽113;夹持块112与移动槽113滑动连接;夹持块112数量与移动槽113数量相匹配。防止三角工件4在放置台1111上固定不牢固,夹持块112朝着放置台1111圆心滑动抵顶住三角工件4的外侧壁,对三角工件4进行限位。
[0069]
优选地,夹持块112包括抵顶在三角工件4外侧壁上的夹持抵顶块1121,以及抵顶在三角工件4上表面的轴向限位块1122。通过各夹持抵顶块1121的配合,限制住了三角工件4的水平方向的位移,通过各轴向限位块1122的配合,限制住了三角工件4的竖直方向的位移,使得整个铣切过程更加的平稳。
[0070]
优选地,切割装置2包括对驱动三角工件4进行转动且夹持三角工件4的转动夹持组件21,对三角工件4进行切割的切割机构22。通过转动夹持组件21夹持三角工件4进行转动,切割机构22沿着三角工件4直径进行切割,使得整个环形工件被切割成左三角座41和右三角座42,整个切割过程迅速且平稳。
[0071]
优选地,转动夹持组件21包括转动盘211和对三角工件4进行夹持的夹持体212。通过夹持体212进行夹持使得三角工件4在切割过程中定位更加牢固与稳定。
[0072]
优选地,转动盘211上表面环形间隔设置有三个及以上的滑动通道213;夹持体212与滑动通道213滑动连接;夹持体212数量与滑动通道213数量相匹配。通过设置三个环形间隔的夹持体212和滑动通道213,使得夹持体212对三角工件4的定位更加的稳定。
[0073]
优选地,夹持体212包括抵顶在三角工件4外侧壁上的抵顶部2121,以及对三角工件4上表面进行限位的限位部2122。通过各夹持体212的抵顶部2121的配合,限制住了三角工件4的水平方向的位移,通过各夹持体212的限位部2122的配合,限制住了三角工件4的竖直方向的位移,使得整个铣切过程更加的平稳。
[0074]
优选地,转动盘211形成有指向圆心的切割让位槽2111。防止切割机构22对三角工件4切割的时候切到转动盘211,防止刀具1242铣切刀具124损坏。
[0075]
优选地,转动夹持组件21还包括承载转动盘211的切割承载座214。转动盘211位于
切割承载座214上进行转动,转动盘211下方形成有转动盘外齿,转动夹持组件21还包括驱动转动盘211转动的转动盘电机,转动盘211电机输出端具有转动盘电机齿轮,转动盘电机齿轮与转动盘外齿相配合,通过齿轮啮合实现转动,更加的平稳。
[0076]
优选地,切割机构22包括与切割承载座214滑动连接的切割龙门架221,以及可在切割龙门架221上滑动的切割组件。切割组件在龙门架上可移动,使得三角工件4放入到转动盘211时可进行让位,使得放入更加的方便。
[0077]
优选地,切割组件包括对三角工件4进行切割的锯片222,在切割龙门架221滑动的锯片承载座223,以及固定连接锯片222且可在锯片承载座223上下移动的锯片安装座224。切割组件还包括驱动锯片222转动的锯片222电机,锯片222电机位于锯片安装座224的一面,锯片安装座224通过丝杆传动在锯片承载座223上进行上下移动,通过丝杆传动更加的平稳;锯片承载座223下方形成有锯片驱动轮,切割龙门架221上形成有供锯片驱动轮移动的锯片驱动轨道,通过电机驱动锯片驱动轮转动,使得锯片承载座223在切割龙门架221上滑动。
[0078]
优选地,一种圆纬机三角信息化制造成型设备还包括将环切装置1上的三角工件4夹持到切割装置2上的夹持移动机构3。更加的智能化,降低工人劳动强度。
[0079]
优选地,夹持移动机构3包括可在夹持移动龙门架31上移动的夹持移动组件,以及横跨环切装置1和切割装置2的夹持移动龙门架31。使得移动更加的平稳。
[0080]
优选地,夹持移动组件包括在夹持移动龙门架31上移动的夹持移动承载座32,对三角工件4进行夹持的夹持盘33,以及一端连接加持盘且可在夹持移动承载座32上下滑动的滑动连接架34。夹持移动承载座32套设在夹持移动龙门架31上,夹持移动龙门架31形成有螺杆,夹持移动承载座32形成有与螺杆相配合的螺纹孔,通过电机驱动螺杆旋转实现夹持移动承载座32在夹持移动龙门架31上的移动;滑动连接架34通过油缸实现上下滑动,油缸位于夹持移动承载座32上表面,油缸输出端抵顶在滑动连接架34的上方,油缸输出端伸出滑动连接架34向上移动,反之向下移动。
[0081]
优选地,夹持盘33包括对三角工件4进行夹持的夹持移动块;夹持盘33下表面形成有四条环形间隔设置的滑动凹槽;夹持移动块与滑动凹槽滑动连接;夹持移动块数量与滑动凹槽数量相配对。夹持移动块包括外侧壁夹持块112和内侧壁夹持块112,当要夹持三角工件4时,外侧壁夹持块112和内侧壁夹持块112分别夹住三角工件4上端的外侧壁和内侧壁,使得夹持更加的稳定。
[0082]
上述实施例和图式并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 龙门架

 热门咨询
热门咨询




tips