
 商标分类
商标分类  商标转让
商标转让 
水下局部干法激光焊接系统的制作方法
 2021-01-29 15:01:38|
2021-01-29 15:01:38| 209|
209| 起点商标网
起点商标网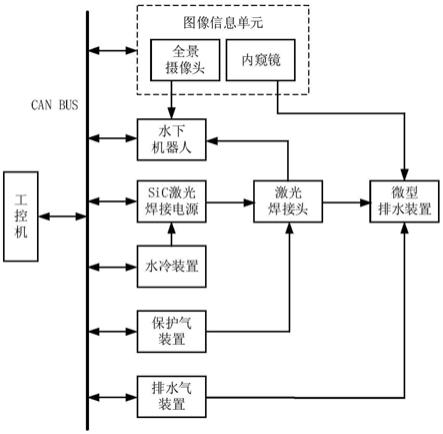
[0001]
本实用新型涉及水下激光焊接技术领域,更具体地说,涉及一种水下局部干法激光焊接系统。
背景技术:
[0002]
核电站反应堆压力容器和乏燃料水池等容器设备长期服役于高辐射环境,易发生应力腐蚀、裂纹甚至破孔等问题,严重威胁核电站的安全运行。
[0003]
核电设备焊接工作常在水下进行,存在可视性差、工作量大、操作难度高及高辐射等限制因素,因此用焊接机器人代替焊工可以更好地开展焊接修复工作。通过小型排水装置提供稳定气相空间的局部干法焊接兼具便捷性和稳定性,是机器人水下激光焊接修复的优选方法,但由于排水罩的封闭作用,目前的水下激光焊接设备的焊接状态获取较为困难,如中国实用新型专利《核电站水下焊接机器人及焊接系统》(公开号:cn207735741u)在机械臂上安装双目视觉摄像头以进行焊接前的位置获取和路径规划,但在焊接时排水罩覆盖焊接区域造成视线阻挡,因而无法实现焊接图像实时监测,不利于焊接质量的提高以及工艺影响因素的分析。
[0004]
核电容器水下焊接修复工作,存在强水冷却、潜流扰动以及工件水膜湿润等不利因素,造成目前以电弧为热源的水下焊接技术出现明显的燃弧稳定性问题,并且由于在水下环境受较长回路线缆寄生电感的影响,电弧能量控制困难,无法保证核电设备容器的焊接修复质量。相比电弧,激光具备能量密度高、稳定性好、定位精准等优势,受水下环境不利因素干扰程度相对较小,是水下焊接的理想热源,然而目前的激光焊接电源存在驱动电流波动大、调节速度慢以及自监控能力不足等缺陷,如中国发明专利《升压激光焊接电源系统》(公开号:cn104242663b)采用si基igbt作为逆变功率器件,在焊接这类大功率应用场合其开关频率理论极限仅为20~30khz,动特性不够理想,造成输出电流平稳性以及调节响应速度较差,相应的激光品质难以满足水下辐照环境的焊接需求。
技术实现要素:
[0005]
为克服现有技术中的缺点与不足,本实用新型的目的在于提供一种水下局部干法激光焊接系统;本实用新型可获取周围环境图像和焊接腔体内部图像,有利于实现焊接路径的精细化调节,提高焊接精准度和焊接质量,使焊接系统能更好地适应核电设备修复及其它水下焊接作业时的复杂工况。
[0006]
为了达到上述目的,本实用新型通过下述技术方案予以实现:一种水下局部干法激光焊接系统,其特征在于:包括工控机、水下机器人、sic激光焊接电源、激光焊接头、微型排水装置、排水气装置、保护气装置、水冷装置、内窥镜和全景摄像头;所述sic激光焊接电源的输出端与激光焊接头连接;所述全景摄像头、激光焊接头和微型排水装置分别设置在水下机器人上;所述激光焊接头位于微型排水装置内,并与保护气装置连接;所述内窥镜位于微型排水装置的焊接腔体中,以获取获取焊接腔体内部图像;所述排水气装置与微型排
水装置的焊接腔体连通;所述水下机器人、sic激光焊接电源、排水气装置、保护气装置、水冷装置、内窥镜和全景摄像头分别与工控机连接。
[0007]
本实用新型设有全景摄像头和内窥镜,可获取周围环境图像和焊接腔体内部图像,为焊接前路径规划、焊接时状态监测以及焊接后的质量分析提供可靠的信息源;有利于实现焊接路径的精细化调节,提高焊接精准度和焊接质量,使焊接系统能更好地适应核电设备修复及其它水下焊接作业时的复杂工况。
[0008]
所述sic激光焊接电源包括:用于实现电调谐激光输出的半导体激光器、用于为半导体激光器提供稳定低噪注入电流的功率模块,以及用于运行控制与监测的控制模块;所述功率模块与半导体激光器连接;控制模块与功率模块连接。
[0009]
优选地,所述功率模块包括依次连接的输入整流滤波电路、sic高频逆变电路、变压器和输出整流滤波电路;其中,输入整流滤波电路与三相交流电连接,输出整流滤波电路与半导体激光器连接。
[0010]
优选地,所述控制模块包括主控模块、用于驱动sic高频逆变电路的sic超高频驱动模块、用于采集输出整流滤波电路输出端电流信号的电流采样模块、用于采集半导体激光器温度并根据半导体激光器温度进行升温或降温的温控模块和用于通信的通信模块;所述sic超高频驱动模块、电流采样模块、温控模块和通信模块分别与主控模块信号连接。
[0011]
优选地,所述温控模块包括用于检测半导体激光器温度的桥式测温电路、差分放大电路、h桥电路、h桥驱动电路以及用于对半导体激光器进行升温或降温的半导体制冷器;所述桥式测温电路、差分放大电路与主控模块依次连接,以实现主控模块获取半导体激光器的温度值;半导体制冷器串联电感l1后并联在h桥电路的两桥臂中点;所述主控模块、h桥驱动电路和h桥电路依次连接,以实现主控模块根据半导体激光器的温度值驱动半导体制冷器工作。
[0012]
优选地,所述微型排水装置包括上下布设的上罩体和下罩体;所述焊接腔体是指上罩体和下罩体共同形成半封闭的焊接腔体;上罩体开设有与焊接腔体连通的焊接枪管道;焊接枪管道中设置有激光焊接枪;所述激光焊接头位于激光焊接枪上;下罩体在焊接腔体内壁处连接有用于紧贴待焊工件的密封圈;所述下罩体开设有用于焊接腔体与排水气装置连通的进气管;
[0013]
所述上罩体和下罩体之间可转动设置,使上罩体转动时下罩体保持不动从而使焊接腔体底部气相空间稳定;上罩体与下罩体之间连接有弹性连接结构;工作时,当上罩体出现转动时,下罩体通过密封圈由待焊工件定位而不转动,下罩体与上罩体之间发生相对转动使弹性连接结构出现弹性形变;在焊接完成后密封圈与待焊工件分离以解除下罩体定位,弹性连接结构弹性复位拉动下罩体转动,使下罩体与上罩体之间角度复位。
[0014]
优选地,所述上罩体设有上凸缘;下罩体设有与上凸缘位置相对的下凸缘;所述下凸缘开设有至少两个弧形导向孔;所有弧形导向孔均布设在以下罩体中心轴上的点为圆心的同一圆周上;弹性连接结构的组数≤弧形导向孔的数量;每组弹性连接结构包括导向联接柱、牵引柱和弹性元件;导向联接柱的一端与上凸缘连接,另一端穿过下凸缘的弧形导向孔延伸至下凸缘的下方并与弹性元件的一端连接;牵引柱设置在下凸缘的下方并与弹性元件的另一端连接。
[0015]
优选地,所述焊接枪管道倾斜设置,且焊接枪管道设有与激光焊接枪外螺纹相匹
配的内螺纹。
[0016]
与现有技术相比,本实用新型具有如下优点与有益效果:
[0017]
1、本实用新型将图像信息单元中的内窥镜内嵌安装在微型排水装置的焊接腔体,使得本系统能在维持局部干燥气相空间的同时,实现狭小密闭区域的焊接熔池图像及排水状态信息获取,为焊前路径规划、焊接实时状态监测以及焊后的质量分析提供可靠的信息源,使得整套焊接系统能更好地适应核电设备修复及其它水下焊接作业时的复杂工况;
[0018]
2、本实用新型中的sic激光焊接电源的功率模块采用宽禁带功率器件sicmosfet管组建全桥逆变拓扑,可将逆变频率提升至200khz以上,约为现有技术的10倍,能全面提升激光器所需驱动电流稳定性和响应速度;在此基础上内嵌全数字dsc控制模块,实现对半导体激光器驱动电流和温度的实时监测与精细控制,为水下焊接过程提供功率稳定的热源从而保证焊接质量;
[0019]
3、本实用新型基于can总线通信实现工控机、水下机器人、sic激光焊接电源及其他外围设备的信息交互和数字协同,进而保证机器人水下激光焊接在各个流程的自动化操作准确无误,具备抗干扰能力强、可重复性好、效率高以及安全性好的优点。
[0020]
4、本实用新型设有温控模块以用于精细控制半导体激光器的温度,保证激光中心波长和输出功率的稳定;
[0021]
5、本实用新型的微型排水装置在焊接过程中可保持下罩体不动,具有更稳定的排水效果,保证了底部气相空间的稳定,解决了小型弧状、带状焊缝传统水下激光焊接运动过程中排水罩内局部气相空间不稳定的问题,极大地减小了激光焊接过程中出现水干扰的可能性,保证了水下激光焊接的精度和质量;激光焊接枪可以实现螺旋运动来实现对离焦量的调节;焊接过程中,上罩体旋转运动完成焊接,运动灵活,可控性好;完成焊接后,下罩体可以相对于上罩体回复到初始位置,即完成自动复位,方便下次焊接,特别适合大规模自动化批量工件的水下焊接。
附图说明
[0022]
图1是本实用新型水下局部干法激光焊接系统的结构示意图;
[0023]
图2是本实用新型水下局部干法激光焊接系统的sic激光焊接电源结构示意图;
[0024]
图3是本实用新型水下局部干法激光焊接系统的sic激光焊接电源中温控模块原理图;
[0025]
图4是本实用新型水下局部干法激光焊接系统中微型排水装置结构示意图;
[0026]
图5是本实用新型水下局部干法激光焊接系统中微型排水装置剖面图。
具体实施方式
[0027]
下面结合附图与具体实施方式对本实用新型作进一步详细的描述。
[0028]
实施例
[0029]
本实施例一种水下局部干法激光焊接系统,其结构如图1所示,包括工控机、水下机器人、sic激光焊接电源、激光焊接头、微型排水装置、排水气装置、保护气装置、水冷装置、内窥镜和全景摄像头;sic激光焊接电源的输出端通过光纤与激光焊接头连接;全景摄像头、激光焊接头和微型排水装置分别设置在水下机器人上;激光焊接头位于微型排水装
置内,并与保护气装置连接;内窥镜位于微型排水装置的焊接腔体中,以获取获取焊接腔体内部图像;排水气装置与微型排水装置的焊接腔体连通;水下机器人、sic激光焊接电源、排水气装置、保护气装置、水冷装置、内窥镜和全景摄像头分别与工控机连接。
[0030]
工控机包括监控系统和监控界面,用于设定激光电源参数、排水气参数、保护气参数和水下机器人移动参数;工控机还用于接收微型排水装置内焊接状态图像信号和水下机器人周围环境图像信号,并在监控界面上实时显示;
[0031]
水下机器人包括驱动机构和机械手;驱动机构用于带动机器人本体在水中移动;机械手按照给定路径和速度带动激光焊接头和微型排水装置进行移动;
[0032]
sic激光焊接电源为水下激光焊接过程提供稳定热源;
[0033]
排水气装置用于提供局部干法焊接所需的高压排水气;
[0034]
保护气装置用于为焊接区域提供保护气;
[0035]
水冷装置用于sic激光焊接电源冷却;
[0036]
激光焊接头实现焊接电源激光导入,通过调整焦距和工作距离,为焊接过程提供尺寸和方向合适的激光束;激光焊接头负责保护气导入,为水下焊接区域提供气氛保护;
[0037]
微型排水装置为水下激光焊接区域提供干燥稳定的气相空间;
[0038]
内窥镜和全景摄像头组成图像信息单元;内窥镜用于获取微型排水装置内焊接状态图像光信号并将其转换为数字信号,通过can传输给工控机;全景摄像机用于获取水下机器人周围环境图像光信号并将其转换为数字信号,通过can传输给工控机。
[0039]
如图2所示,sic激光焊接电源包括:用于实现电调谐激光输出的半导体激光器3、用于为半导体激光器3提供稳定低噪注入电流的功率模块1,以及用于运行控制与监测的控制模块2;功率模块1与半导体激光器3连接;控制模块2与功率模块1连接。
[0040]
功率模块包括依次连接的输入整流滤波电路101、sic高频逆变电路102、变压器103和输出整流滤波电路104;其中,输入整流滤波电路101与三相交流电连接,输出整流滤波电路104与半导体激光器连接。
[0041]
输入整流滤波电路将三相交流电转化为直流母线电压,sic高频逆变电路将直流母线电压转化为交流方波并将其施加在变压器原边,变压器将原边高压小电流转化为副边的低压大电流,经过输出整流滤波电路得到平滑低噪的直流电,输出整流滤波电路连接半导体激光器正负极实现电流注入。
[0042]
sic高频逆变电路包括由sicmosfet管m1、m2、m3和m4组成的全桥逆变结构,其中m1源极和m3漏极连接,m2源极和m4漏极连接,m1漏极和m2漏极连接并与输入整流滤波电路输出正极相连,m3源极和m4源极连接并与输入整流滤波电路输出负极相连,m1~m4还分别在源漏极并联由电阻和电容串联组成的rc吸收网络。sic高频逆变电路还包括隔直电容cb,cb为防止变压器t1磁饱和的隔直电容,cb与变压器串联后再整体并联于全桥逆变结构两桥臂中点。
[0043]
输出整流滤波电路由sic肖特基二极管vd1、vd2和输出电抗lo组成,vd1和vd2阳极分别接变压器t1副边两绕组同名端和非同名端,阴极相连后串接lo;lo连接半导体激光器ld1阳极,t1中间抽头连接ld1阴极,为半导体激光器3提供注入电流,最终实现电调谐激光输出;本实施例采用sicmosfet管作为功率开关,可将逆变频率提升至200khz以上,能为半导体激光器ld1提供纹波更小、噪声更低以及响应更快的注入电流,从根源上保证了激光热
源的稳定性。
[0044]
控制模块包括主控模块201、用于驱动sic高频逆变电路的sic超高频驱动模块202、用于采集输出整流滤波电路输出端电流信号的电流采样模块203、用于采集半导体激光器温度并根据半导体激光器温度进行升温或降温的温控模块204和用于通信的通信模块205。
[0045]
sic超高频驱动模块202、电流采样模块203、温控模块204和通信模块205分别与主控模块201信号连接。
[0046]
主控模块201包括dsc芯片;dsc芯片可采用32位的dsc芯片stm32f405,包含了pwm1、pwm2、can、adc1及adc2等片上外设,用于进行任务调度、处理采样及监测数据以及产生控制信号。
[0047]
sic超高频驱动模块202可采用现有技术,例如采用中国发明专利申请《一种适用于宽禁带功率器件的高效驱动电路》(公开号:cn 108173419a)中详细公开的驱动电路。sic超高频驱动模块202前端经隔离连接dsc芯片pwm1接口,将pwm信号功率进行隔离放大,后端连接并驱动sic高频逆变电路102使m1、m4和m2、m3交替导通。
[0048]
电流采样模块203可采用现有技术,例如采用中国发明专利《基于dsc的全数字sic逆变式多功能氩弧焊电源》(公开号:cn 106392262b)中详细公开的负载电信号检测模块;电流采样模块203前端经隔离连接输出整流滤波电路输出端并采样注入电流,后端连接dsc芯片adc1接口;主控模块以adc1采样的电压信号为反馈,利用pid算法调整pwm1号占空比,实现功率模块1的恒流调节。
[0049]
通信模块205可采用can收发器sn65hvd230dr,连接dsc芯片can接口和can总线,用于实现sic激光焊接电源和can总线上其他设备的数据传输。
[0050]
温控模块204前端分别连接dsc芯片adc2和pwm2接口,后端机械连接半导体激光器3,用于精细控制半导体激光器3的温度,保证激光中心波长和输出功率的稳定。
[0051]
如图3所示,温控模块204包括桥式测温电路、差分放大电路、h桥电路、h桥驱动电路和用于对半导体激光器进行升温或降温的半导体制冷器;桥式测温电路、差分放大电路与主控模块依次连接,以实现主控模块获取半导体激光器的温度值;h桥电路由开关管q1~q4组成;半导体制冷器串联电感l1后并联在h桥电路的两桥臂中点;半导体制冷器和半导体激光器紧密贴合并在间隙涂有散热硅脂;主控模块、h桥驱动电路和h桥电路依次连接,以实现主控模块根据半导体激光器的温度值驱动半导体制冷器工作。
[0052]
dsc芯片pwm2接口经h桥驱动电路隔离放大控制q1~q4工作状态:当q1和q4导通时,半导体制冷器将半导体激光器的热量带走,实现降温,当q2和q3导通时,半导体制冷器向半导体激光器输送热量,实现升温。桥式测温电路包括精密电阻r2~r4和安装在半导体激光器3附近的热敏电阻rf1,桥式测温电路将半导体激光器的温度变化转换为电压信号uo;差分放大电路对uo进行线性变换和共模抑制,并将其输入dsc芯片adc2接口,dsc芯片对adc2采样转换的信号进行判断,确定pwm2波形,并利用pid算法调整pwm2占空比,从而控制h桥电路的输出电流方向和大小,实现半导体激光器内tec的热量管理及温度控制。
[0053]
如图4和图5所示,微型排水装置包括上下布设的上罩体12和下罩体8;本实施例中,螺母16和销17为待焊工件。上罩体12和下罩体8共同形成半封闭的焊接腔体;上罩体12开设有用于设置激光焊接枪13、与焊接腔体连通的焊接枪管道;下罩体8在焊接腔体内壁处
连接有用于紧贴待焊工件的密封圈7;下罩体8开设有用于焊接腔体与外部排水气装置连通的进气管5。
[0054]
上罩体12和下罩体8之间可转动设置,使上罩体12转动时下罩体8保持不动从而使焊接腔体底部气相空间稳定;上罩体12与下罩体8之间连接有弹性连接结构。
[0055]
具体地说,上罩体12设有上凸缘;下罩体8设有与上凸缘位置相对的下凸缘;下凸缘开设有至少两个弧形导向孔14;所有弧形导向孔14均布设在以下罩体8中心轴上的点为圆心的同一圆周上;弹性连接结构的组数≤弧形导向孔14的数量。例如本实施例中,弹性连接结构的组数为四组,弧形导向孔的数量为四个。每组弹性连接结构包括导向联接柱10、牵引柱15和弹性元件9;导向联接柱10的一端与上凸缘连接,另一端穿过下凸缘的弧形导向孔14延伸至下凸缘的下方并与弹性元件9的一端连接;牵引柱15设置在下凸缘的下方并与弹性元件9的另一端连接。上罩体12转动时,导向联接柱10可沿弧形导向孔14滑动,以实现转动导向。
[0056]
该微型排水装置的工作原理是:上罩体12连接有激光焊接枪13,并由水下机器人的机械手进行夹持;排水气装置通过进气管5向焊接腔体内通入气体,利用排水气压使焊接腔体形成稳定、局部干燥空间;激光焊接头输出光束聚焦于焊点;上罩体12在机械手的带动下转动一定角度,激光加热位置也不断移动;焊接前后及焊接时由内窥镜获取排水状况和焊接图像信息,待焊接完成后,停止输出激光。当上罩体12出现转动时,下罩体8通过密封圈7由待焊工件定位而不转动,下罩体8与上罩体12之间发生相对转动使弹性元件9弹性形变;焊接完成后,在焊接完成后密封圈7与待焊工件分离以解除下罩体8定位,弹性元件9复位使下罩体8相对于上罩体12返回原位置。
[0057]
与传统装置相比,该微型排水装置,分为分离式的上罩体12与下罩体8两个部分,并且上罩体12与下罩体8可以相对转动一定角度;焊接过程中,上罩体12旋转运动完成焊接,运动灵活,可控性好;焊接过程中保持下罩体8不动,保证了底部气相空间的稳定,解决了小型弧状、带状焊缝传统水下激光焊接运动过程中排水装置内局部气相空间不稳定的问题,极大地减小了激光焊接过程中出现水干扰的可能性,保证了水下激光焊接的精度和质量;完成焊接后,下罩体8可以相对于上罩体12回复到初始位置,方便下次焊接,特别是大规模自动化批量工件的焊接。
[0058]
本实用新型特别适用于工作位置狭小的小型环状焊缝的水下焊接,它能够解决小型弧状、带状焊缝传统水下激光焊接运动过程中排水罩内局部气相区不稳定的问题,有效提高水下焊接质量。
[0059]
焊接枪管道倾斜设置,且焊接枪管道设有与激光焊接枪13外螺纹相匹配的内螺纹。激光焊接枪13可以在上罩体12内沿螺纹螺旋运动,从而实现调整离焦量的功能,大大提高焊接过程的灵活度,提升能量的精细化控制水平。
[0060]
焊接腔体中设有用于获取焊接腔体内部图像的内窥镜4。该微型排水装置设有内窥镜4,可以实时监测水下焊接状况,也可以通过内窥镜4观测调整焊枪与待焊部分位置,能够实现远程机器人自动焊接。
[0061]
下罩体8与密封圈7之间通过密封圈固定环6连接。密封圈固定环6与下罩体8之间通过螺纹实现连接;密封圈固定环6与下罩体8之间留有安装间隙;密封圈7包括相连接的内圈和外圈;外圈卡设在安装间隙中,内圈延伸到焊接腔体中。密封圈7优选采用氟橡胶密封
圈;该设计便于密封圈7拆装和更换,便于密封圈7根据实际待焊工件选择,使密封圈7能够与待焊工件紧密连接。
[0062]
上罩体12与下罩体8的连接处设有密封垫11。密封垫11优选采用四氟垫;密封垫11可提高上罩体12与下罩体8连接处的密封性能。
[0063]
进气管5为至少两个,例如两个、三个、四个,甚至更多;进气管5沿下罩体8周向均匀布设。该设计可提高进气的均匀性。
[0064]
本实施例水下局部干法激光焊接系统的焊接方法,包括如下步骤:
[0065]
s1、工控机向水下机器人发送运动轨迹参数,水下机器人按轨迹运动至目标焊接区域附近,全景摄像头将水下机器人周围环境图像信号传输到工控机并由监控界面显示;工控机向水下机器人发送机械手运动参数,水下机器人的机械手通过多自由度运动带动微型排水装置以及激光焊接头对准焊接起始点;
[0066]
s2、开启三相交流电为sic激光焊接电源供电,由工控机向sic激光焊接电源发送焊接工艺参数;工控机控制排水气装置、保护气装置和水冷装置开始工作;内窥镜获取微型排水装置焊接腔体内部图像并传输到工控机;
[0067]
s3、当工控机根据焊接腔体内部图像确定焊接区域水介质排出后,sic激光焊接电源开始输出,水下机器人的机械手按轨迹参数运动,激光焊接头输出高能量密度的激光束将待焊区域金属熔化直至到达焊道终点;焊接过程sic激光焊接电源、排水气装置、保护气装置和水冷装置的工作状态以及内窥镜和全景摄像头获取的图像信息均在监控界面上显示,出现设备状态异常或焊接状态异常时,由工控机发出中断指令;
[0068]
s4、焊接完成后,工控机根据腔体内图像对焊缝质量进行评估,并将焊接过程信息和焊接质量标签进行存储;工控机控制排水气装置、保护气装置和水冷装置按时序停止工作并关闭sic激光焊接电源。
[0069]
上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips