
 商标分类
商标分类  商标转让
商标转让 
一种防止铝合金零件变形的焊接胎具的制作方法
 2021-01-29 15:01:37|
2021-01-29 15:01:37| 285|
285| 起点商标网
起点商标网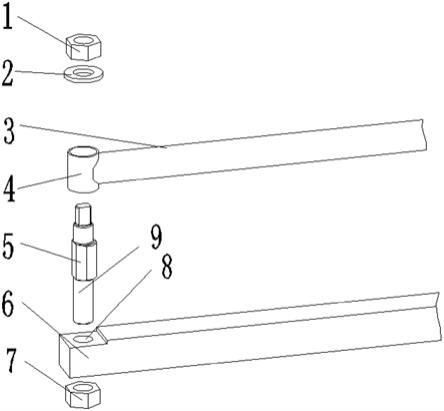
[0001]
本实用新型涉及焊接技术领域,尤其涉及一种防止铝合金零件变形的焊接胎具。
背景技术:
[0002]
铝合金密度小,普遍适用于目前的各种加工工艺,被广泛应用于各种领域,但其加工性能有别于铁碳合金材料,其熔点略低,导热系数较大等特点一直为铝合金的焊接工艺带来不便。
[0003]
目前解决铝合金焊接变形的方法包括:
[0004]
1.控制焊接工艺参数;
[0005]
2.制定有效控制变形量的焊接顺序;
[0006]
3.使用焊接胎具;
[0007]
4.采用预热零部件的方法;
[0008]
5.选用优质焊材;
[0009]
6.减小焊缝和焊道。
[0010]
以上这些控制铝合金焊接变形的工艺措施是目前普遍采用的方法,都可以在适合的铝合金结构件焊接中较好的控制其焊接变形量,但并不能彻底解决厚度较小(<2mm)的铝合金材料焊接。
技术实现要素:
[0011]
本实用新型所要解决的技术问题是提供结构简单,拆装方便,效果可靠的一种防止铝合金零件变形的焊接胎具。
[0012]
本实用新型是通过以下技术方案予以实现:
[0013]
一种防止铝合金零件变形的焊接胎具,其包括焊胎、焊胎销及压紧装置,所述焊胎前部开设有焊胎销孔,所述焊胎销中部固定设有焊接模具,焊件一及焊件二均为铝合金管材,焊接模具的熔点高于焊件一及焊件二,焊件二套装于焊接模具外且紧密配合,所述焊胎销底部穿过焊胎的焊胎销孔,所述压紧装置包括安装于焊胎销底部的下锁紧螺母及安装于焊胎销顶部的上压紧螺母,将焊件二夹紧。
[0014]
进一步,焊件二与上压紧螺母之间安装有垫圈。
[0015]
进一步,焊接模具的外壁加工为多个平面。
[0016]
优化的,焊接模具的材料为铁碳合金。
[0017]
实用新型的有益效果
[0018]
一种防止铝合金零件变形的焊接胎具,具有如下优点:
[0019]
1.结构简单,拆装方便,效果可靠。
[0020]
2.焊接胎具拥有限制零件变形的功能,限制焊接变形的模具表面同时起到定位和压紧的功能,且防止焊流进入到铝合金零件内部,减小零件的内径,降低零件的通流效果。
附图说明
[0021]
图1是焊接胎具爆炸结构示意图;
[0022]
图2是焊接胎具装配结构示意图;
[0023]
图中1.上压紧螺母,2.垫圈,3.焊件一,4.焊件二,5.焊接模具,6.焊胎,7.下锁紧螺母,8.焊胎销孔,9.焊胎销。
具体实施方式
[0024]
一种防止铝合金零件变形的焊接胎具,其包括焊胎、焊胎销及压紧装置,所述焊胎前部开设有焊胎销孔,所述焊胎销中部固定设有焊接模具,焊件一及焊件二均为铝合金管材,焊接模具的熔点高于焊件一及焊件二,焊件二套装于焊接模具外且紧密配合,所述焊胎销底部穿过焊胎的焊胎销孔,所述压紧装置包括安装于焊胎销底部的下锁紧螺母及安装于焊胎销顶部的上压紧螺母,将焊件二夹紧。
[0025]
进一步,焊件二与上压紧螺母之间安装有垫圈2,与上压紧螺母一起配合将带焊接零件压紧,且防止压紧螺母在压紧时损伤焊件。
[0026]
进一步,焊接模具的外壁加工为多个平面,既能将焊件进行支撑固定,又方便焊接完成后与焊件的快速拆除。
[0027]
优化的,焊接模具的材料为铁碳合金,焊接模具所选用的材料其机械化学性能必须高于焊件本身,防止焊接模具在焊接过程中被融化而与焊件固定在一起。
[0028]
本实用新型提供的一种防止铝合金零件变形的焊接胎具,在焊接胎具上安装一个焊接模具,焊接模具设于铝合金零件内,并通过压紧装置压紧固定,防止焊接过程中铝合金零件变形,限制铝合金零件在焊接过程中管壁向圆管内侧塌陷,并且防止焊流进入到铝合金零件内部,减小零件的内径,降低零件的通流效果。再配合采用适合的焊接工艺参数,制定适合的焊接顺序,预热铝合金零部件,选用适合的焊材及控制焊缝和焊道宽度,可以很好地控制其焊接变形量,并彻底解决厚度较小(<2mm)的铝合金材料的焊接问题。
[0029]
综上所述,本实用新型所保护的一种防止铝合金零件变形的焊接胎具,结构简单,拆装方便,效果可靠,且防止铝合金零件在焊接过程中变形,并防止焊流进入到铝合金零件内部。
[0030]
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips