
 商标分类
商标分类  商标转让
商标转让 
压紧装置、焊接设备及焊接系统的制作方法
 2021-01-29 15:01:28|
2021-01-29 15:01:28| 278|
278| 起点商标网
起点商标网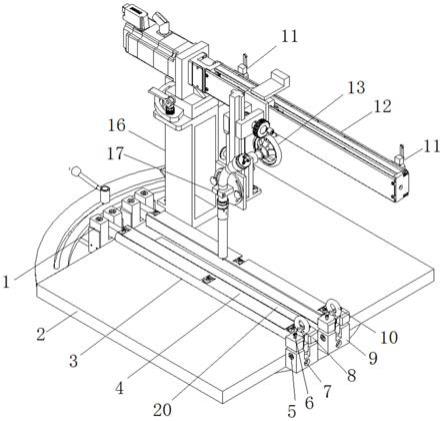
[0001]
本发明涉及焊接技术领域,具体地,涉及一种压紧装置、焊接设备及焊接系统。
背景技术:
[0002]
泵车是建筑施工中最常用的一种混凝土泵送设备,为了提升泵车整车性能,降低油耗,需要尽可能的控制整车的重量,因此在满足泵车受力及强度的基础上,泵车的臂架和支腿等高强钢结构件的腹板及盖板焊件通常采用厚薄板对接的形式。通常泵车产品型号和臂架型号较多,每款型号的泵车臂架上的对接焊缝位置、角度都存在差异,臂架的长和宽的尺寸不同,臂架长度约为4000mm~10000mm、宽度约为150mm~500mm。臂架腹板和盖板为零件折弯后组对拼接而成,焊缝质量要求高,需要100%无损探伤检测合格。由于泵车臂架的对接焊缝为短焊缝,臂架对接焊缝方向设计与臂架长度方向不垂直,而且对接焊缝两侧的母材存在板厚差,焊缝需要单面焊接双面成型,焊缝正、背面余高值需为0~1mm;所以不容易实现自动化焊接。目前行业中基本为人工手工焊接,但是人工手工焊接会存在以下问题:效率低;焊缝外观和内部质量差;焊缝两侧母材存在板厚差,焊接时薄板侧膨胀值大于厚板侧,薄板侧容易产生波浪变形,导致焊缝焊后存在错边的情况;焊缝两侧母材未固定和限位,焊后焊缝角变形较大,焊后需要增加一道校平工序。
技术实现要素:
[0003]
本发明的目的是提供一种压紧装置、焊接设备及焊接系统,该压紧装置、焊接设备及焊接系统可以防止焊缝焊后产生角变形和错边,不会阻碍工件向焊缝方向收缩,防止焊缝开裂,提高焊缝质量和焊接效率。
[0004]
为了实现上述目的,本发明第一方面提供一种压紧装置,所述压紧装置包括用于放置工件的焊接基座和设置于所述焊接基座上的分别用于压紧待焊接的两个所述工件的一对压轴机构,所述压轴机构包括压轴和用于将所述压轴安装于所述焊接基座的安装单元,所述压轴可转动地安装于所述安装单元,以在压制所述工件时能够绕所述压轴的轴线转动,从而在压紧所述工件的同时不会阻碍所述工件向焊缝方向收缩。
[0005]
优选地,所述安装单元包括第一连接结构和第二连接结构,所述压轴的第一端与所述第一连接结构转动连接,以使所述压轴能够绕所述压轴的轴线相对于所述第一连接结构转动,所述压轴的第二端与所述第二连接结构固连,所述第二连接结构与所述焊接基座转动连接,以使所述压轴在所述第二连接结构的带动下绕所述压轴的轴线转动。
[0006]
优选地,所述第一连接结构包括与所述焊接基座连接的压轴支座和设置于所述压轴支座上的第一销轴,所述压轴的第一端与所述第一销轴连接并彼此轴线垂直设置,所述压轴支座包括一对第一腔体,一对所述第一腔体对应的位置上分别设置有腰型孔,所述第一销轴的两端分别穿过一对所述腰型孔。
[0007]
优选地,所述压轴支座包括一对分别设置于一对所述第一腔体内部的第一弹簧,所述第一弹簧的两端分别与所述第一腔体的顶壁和位于所述第一腔体内部的所述第一销
轴的顶端抵接。
[0008]
优选地,所述第二连接结构包括锁紧件和锁紧基座,所述锁紧基座通过第二销轴与所述焊接基座转动连接,所述第二销轴的轴线与所述压轴的轴线一致,所述压轴的第二端通过所述锁紧件锁紧于所述锁紧基座上。
[0009]
优选地,所述锁紧件包括锁紧螺栓和第三销轴,所述第三销轴穿设于所述锁紧基座上,所述第三销轴上设置有螺纹孔,所述第二端形成有用于所述锁紧螺栓穿过的通道,所述锁紧基座上设置有与所述螺纹孔对应的让位腔,以使所述锁紧螺栓穿过所述通道能够进入所述螺纹孔中与所述第三销轴螺纹连接。
[0010]
优选地,所述第二端包括螺杆、一对弹簧盒、一对第二腔体以及一对第二弹簧,一对所述第二弹簧分别位于一对所述第二腔体内部,所述通道形成于一对所述第二腔体之间,所述第二腔体的顶端和底端分别形成有第一开口和第二开口,所述弹簧盒通过所述第二开口伸入所述第二腔体内并与所述第二腔体的内壁滑动连接,所述第二弹簧的两端分别与所述第二腔体的顶壁和所述弹簧盒的底壁抵接,所述螺杆从所述第一开口伸入所述第二腔体内并穿过所述第二弹簧与所述弹簧盒的底部螺纹连接,所述第二端通过所述弹簧盒与所述锁紧基座抵接。
[0011]
优选地,所述压轴机构包括用于保护所述压轴的挡弧板,所述挡弧板为l型板件,所述挡弧板包覆于所述压轴外侧,且所述l型板件的两个板面分别位于所述压轴的上方和靠近两个所述工件的焊缝的一侧;和/或,所述压紧装置包括设置于所述焊接基座上的衬垫,所述衬垫位于一对所述压紧机构之间且所述衬垫的上表面与所述焊接基座的上表面齐平。
[0012]
本发明第二方面提供一种焊接设备,所述焊接设备包括焊接装置和如上所述的压紧装置。
[0013]
优选地,所述焊接设备包括:
[0014]
固定基座,所述固定基座设置于所述焊接基座下方并通过旋转机构与所述焊接基座连接,以使所述焊接基座能够相对于所述固定基座转动;
[0015]
摇臂单元,所述摇臂单元包括摇臂,所述摇臂包括电动滑台和焊枪固定支架,所述焊枪固定支架与所述电动滑台上的滑动件连接,以使所述滑动件带动所述焊枪固定支架沿所述电动滑台的延伸方向做往复直线运动;
[0016]
摇臂基座,所述摇臂基座设置于所述焊接基座上,所述摇臂通过摇臂旋转机构与所述摇臂基座连接,以使所述摇臂能够相对于所述摇臂基座转动;
[0017]
摇臂基座位移机构,所述摇臂基座位移机构包括设置于所述焊接基座上的摇臂基座导轨和设置于所述摇臂基座底部并与所述摇臂基座导轨滑动连接的摇臂基座滑块,所述摇臂基座导轨与所述压轴垂直。
[0018]
本发明第三方面提供一种焊接系统,所述焊接系统包括铸铁平台、滑动单元和如上所述的焊接设备,所述滑动单元包括导轨和与所述导轨滑动连接的滑块,所述滑块设置于所述焊接设备上,所述导轨设置于所述铸铁平台上,以使所述焊接设备能够在所述铸铁平台上移动。
[0019]
通过上述技术方案,通过压轴压制工件,焊缝在收缩时,压轴可以在工件上稍微滚动,即可以实现压紧工件,又不会阻碍两个工件向焊缝方向收缩,所以不会对工件产生水平
方向的拘束应力,可以防止焊缝开裂;同时通过压紧装置压紧工件进行焊接,可以防止焊缝焊后产生角变形和错边,还可以提高焊缝正、反面外观质量,保证焊缝外观一致性,还可以提高对接焊缝的内部质量以及提高焊接效率。
[0020]
本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
[0021]
附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
[0022]
图1是本发明的焊接系统的一种实施方式的结构示意图;
[0023]
图2是本发明的焊接设备的一种实施方式的结构示意图;
[0024]
图3是图2所示的焊接设备的另一角度示意图;
[0025]
图4是图2所示的焊接设备的截面示意图;
[0026]
图5本发明的压紧装置的压轴和压轴支座的结构示意图;
[0027]
图6是图5所示的压紧装置的压轴和压轴支座的俯视图;
[0028]
图7是本发明的压紧装置的局部结构截面图;
[0029]
图8是本发明的压紧装置的压轴的第二端的截面图;
[0030]
图9是本发明的压紧装置的压轴的第一端的截面图。
[0031]
附图标记说明
[0032]
1、压轴支座;2、焊接基座;3、压轴;4、挡弧板;5、第三销轴;6、螺杆;7、第二销轴;8、第二腔体;9、锁紧基座;10、锁紧螺栓;11、限位开关;12、摇臂;13、摇臂位移手轮;15、控制盒;16、摇臂基座;17、焊枪固定支架;18、摇臂基座锁紧部件;19、第一销轴;20、衬垫;21、固定基座;22、螺纹传动杆;23、手轮基座;24、摇臂基座导轨;25、摇臂基座滑块;26、旋转机构;27、导轨;28、滑块;29、铸铁平台;30、第二弹簧;31、弹簧盒;32、第一弹簧;33、顶盖。
具体实施方式
[0033]
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
[0034]
在本发明中,在未作相反说明的情况下,使用的方位词如“上、下”通常是根据相应附图所示的方位而言。
[0035]
本发明第一方面提供一种压紧装置,如图2-3所示,所述压紧装置包括用于放置工件的焊接基座2和设置于所述焊接基座2上的分别用于压紧待焊接的两个所述工件的一对压轴机构,所述压轴机构包括压轴3和用于将所述压轴3安装于所述焊接基座2的安装单元,所述压轴3可转动地安装于所述安装单元,以在压制所述工件时能够绕所述压轴3的轴线转动,从而在压紧所述工件的同时不会阻碍所述工件向焊缝方向收缩。所述压轴3为圆柱形压轴。
[0036]
通过上述技术方案,通过压轴3压制工件,焊缝在收缩时,压轴3可以在工件上稍微滚动,即可以实现压紧工件,又不会阻碍两个工件向焊缝方向收缩,所以不会对工件产生水平方向的拘束应力,可以防止焊缝开裂;同时通过压紧装置压紧工件进行焊接,可以防止焊缝焊后产生角变形和错边,还可以提高焊缝正、反面外观质量,保证焊缝外观一致性,还可
以提高对接焊缝的内部质量以及提高焊接效率。
[0037]
作为一种实施方式,所述安装单元包括第一连接结构和第二连接结构,所述压轴3的第一端与所述第一连接结构转动连接,以使所述压轴3能够绕所述压轴3的轴线相对于所述第一连接结构转动,所述压轴3的第二端与所述第二连接结构固连,所述第二连接结构与所述焊接基座2转动连接,以使所述压轴3在所述第二连接结构的带动下绕所述压轴3的轴线转动。
[0038]
作为一种实施方式,如图5-7和图9所示,所述第一连接结构包括与所述焊接基座2连接的压轴支座1和设置于所述压轴支座1上的第一销轴19,所述压轴3的第一端与所述第一销轴19连接并彼此轴线垂直设置,所述压轴支座1包括一对第一腔体,一对所述第一腔体对应的位置上分别设置有腰型孔,所述第一销轴19的两端分别穿过一对所述腰型孔。在焊接时,工件向焊缝方向收缩,压轴3小幅度转动,同时带动第一销轴19在腰型孔内摆动(即以压轴的轴线为中心小幅度转动)。同时当需要装卸工件时,压轴3还可绕第一销轴19的轴线相对于压轴支座1转动,即压轴3既可以相对于压轴支座1绕自身的轴线小幅度转动,以使工件可以向焊缝方向收缩,也可以绕第一销轴19的轴线转动,以方便装卸工件。
[0039]
作为一种实施方式,如图9所示,所述压轴支座1包括一对分别设置于一对所述第一腔体内部的第一弹簧32,所述第一弹簧32的两端分别与所述第一腔体的顶壁和位于所述第一腔体内部的所述第一销轴19的顶端抵接。非工作状态时,第一销轴19受第一腔体内的第一弹簧32的支撑,第一销轴19置于腰形孔的下方;工作状态时,压轴3压住工件,工件具有一定厚度,第一销轴19会向上压缩第一弹簧32,从而使第一销轴19置于腰形孔的上方,第一销轴19上升的高度尺寸等于工件的厚度尺寸,工件越厚,第一弹簧32所受到的压轴3施加的压力越大,也就是说,可以根据工件的具体尺寸调节压轴的位置。
[0040]
可选地,如图2-5所示,所述压轴支座1为u型支座,一对所述第一腔体位于所述u型支座的上部,所述u型支座的下部通过螺栓连接固定在所述焊接基座2的端部。
[0041]
可选地,如图9所示,一对所述第一腔体分别包括具有顶端开口的下腔体和将下腔体的顶端开口封堵的顶盖33,所述顶盖33与所述下腔体之间以螺纹形式固定,第一弹簧32的顶端与顶盖33抵接。
[0042]
作为一种实施方式,如图2和图8所示,所述第二连接结构包括锁紧件和锁紧基座9,所述锁紧基座9通过第二销轴7与所述焊接基座2转动连接,所述第二销轴7的轴线与所述压轴3的轴线一致,所述压轴3的第二端通过所述锁紧件锁紧于所述锁紧基座9上。当需要将待焊接的工件放置于所述焊接基座2上时,将锁紧件拆除,然后转动压轴3,使压轴3绕第一销轴19的轴线转动至适合的位置,然后可以很方便地将待焊接的工件放置于焊接基座2上,然后向反方向转动压轴3,通过锁紧件将压轴3锁紧于锁紧基座9上。所述锁紧件设置为能够调节压轴3的第二端与所述焊接基座2之间的距离,以对不同厚度的工件进行压紧。在焊接时,工件向焊缝的方向收缩,压轴3的第一端通过第一销轴19在腰型孔内摆动,第二端在锁紧基座9的带动下产生转动,最终使压轴3产生小幅度转动,以适应工件的收缩。可选地,第二销轴7的轴线与压轴3的轴线平行。
[0043]
作为一种实施方式,如图2-3和图7-8所示,所述锁紧件包括锁紧螺栓10和第三销轴5,所述第三销轴5穿设于所述锁紧基座9上,所述第三销轴5上设置有螺纹孔,所述第二端形成有用于所述锁紧螺栓10穿过的通道,所述锁紧基座9上设置有与所述螺纹孔对应的让
位腔,以使所述锁紧螺栓10穿过所述通道能够进入所述螺纹孔中与所述第三销轴5螺纹连接。锁紧螺栓10的设计与压轴3的第一端和压轴支座1的连接方式相适应,即第一端可以通过第一销轴19在腰型孔内上下移动以适应不同厚度的工件,同样锁紧螺栓10也可以根据不同厚度的工件调节压轴3的第二端与焊接基座2之间的距离,从而使整个压轴3能够相对于焊接基座2上下移动,以对不同厚度的工件进行压紧。作为其他实施方式,所述锁紧件还可以仅包括锁紧螺栓10和形成于所述锁紧基座9上的螺纹孔,使锁紧件直接与锁紧基座9螺纹连接。
[0044]
作为一种实施方式,如图8所示,所述第二端包括螺杆6、一对弹簧盒31、一对第二腔体8以及一对第二弹簧30,一对所述第二弹簧30分别位于一对所述第二腔体8内部,所述通道形成于一对所述第二腔体8之间,所述第二腔体8的顶端和底端分别形成有第一开口和第二开口,所述弹簧盒31通过所述第二开口伸入所述第二腔体8内并与所述第二腔体8的内壁滑动连接,所述第二弹簧30的两端分别与所述第二腔体8的顶壁和所述弹簧盒31的底壁抵接,所述螺杆6从所述第一开口伸入所述第二腔体8内并穿过所述第二弹簧30与所述弹簧盒31的底部螺纹连接,所述第二端通过所述弹簧盒31与所述锁紧基座9抵接。第二弹簧30置于弹簧盒31内,螺杆6末端与弹簧盒31螺纹连接,弹簧盒31外壁与第二腔体8内壁契合,成活塞结构,以使所述压轴3的第二端与锁紧基座9之间弹性连接,以适应压轴3的第二端随锁紧基座9的转动。所述压轴3的第二端形成为u型端部。
[0045]
作为一种实施方式,如图2-3所示,所述压轴机构包括用于保护所述压轴3的挡弧板4,所述挡弧板4为l型板件,所述挡弧板4包覆于所述压轴3外侧,且所述l型板件的两个板面分别位于所述压轴3的上方和靠近两个所述工件的焊缝的一侧(即两个工件相对的内侧)。所述挡弧板4用于遮挡焊接时的焊接火花和飞溅,防止压轴3表面受到损伤,影响使用寿命。所述挡弧板4设置为一对,一对所述挡弧板4分别与一对压轴3连接,所述挡弧板4的设置不影响压轴3与工件的接触与转动。可选地,所述挡弧板4采用螺栓与压轴3固定。
[0046]
作为一种实施方式,如图2-4所示,所述压紧装置包括设置于所述焊接基座2上的衬垫20,所述衬垫20位于一对所述压紧机构之间且所述衬垫20的上表面与所述焊接基座2的上表面齐平。优选地,所述衬垫20为紫铜衬垫。可选地,所述紫铜衬垫由螺钉和压板固定在焊接基座2上,螺钉和压板低于焊接基座2的上表面设置,紫铜衬垫位于焊缝正下方,依靠铜的良好导热性能,阻碍焊接熔池中的高温液态金属下坠,保证焊缝背面余高≤1mm的标准要求。
[0047]
本装置中的一对压轴机构和焊接基座2相互配合后夹持待焊接的两个工件,使工件在焊接时不会产生角变形和波浪变形;焊缝焊后冷却收缩,工件会向焊缝方向略微收缩和移动,由于压轴3的第一端通过第一销轴19与压轴支座1连接,销轴孔为腰形孔,压轴3的第二端为u形开口设计和弹簧压紧设计,固定在锁紧基座9上,锁紧基座9与焊接基座2通过第二销轴7转动连接,因此,压轴3可以随着焊缝收缩而转动,既可以对焊缝产生压紧力,又不会阻碍两侧工件向焊缝方向收缩,所以不对工件产生水平方向的拘束应力,可防止焊缝开裂。
[0048]
本发明第二方面提供一种焊接设备,所述焊接设备包括焊接装置和如上所述的压紧装置。
[0049]
作为一种实施方式,如图2-4所示,所述焊接设备包括:固定基座21,所述固定基座
21设置于所述焊接基座2下方并通过旋转机构26与所述焊接基座2连接,以使所述焊接基座2能够相对于所述固定基座21转动;摇臂单元,所述摇臂单元包括摇臂12,所述摇臂12包括电动滑台和焊枪固定支架17,所述焊枪固定支架17与所述电动滑台上的滑动件连接,以使所述滑动件带动所述焊枪固定支架17沿所述电动滑台的延伸方向做往复直线运动;摇臂基座16,所述摇臂基座16设置于所述焊接基座2上,所述摇臂12通过摇臂旋转机构与所述摇臂基座16连接,以使所述摇臂12能够相对于所述摇臂基座16转动;摇臂基座位移机构,所述摇臂基座位移机构包括设置于所述焊接基座2上的摇臂基座导轨24和设置于所述摇臂基座16底部并与所述摇臂基座导轨24滑动连接的摇臂基座滑块25,所述摇臂基座导轨24与所述压轴垂直。
[0050]
可选地,旋转机构26由轴承和轴承座组成,起到连接固定基座21和焊接基座2的作用,并且有利于焊接基座2在固定基座21上以轴承为中心向圆周方向旋转,可以调整焊接设备上焊枪的行走方向,使焊枪行走方向与焊缝方向基本一致;固定基座21用以支撑焊接基座2以及焊接设备上的其他结构。
[0051]
优选地,所述焊接设备包括用于将转动后的焊接基座2锁紧的焊接基座锁紧机构,当焊枪的行走方向调节至与焊缝方向基本重叠的时候,调节焊接基座锁紧机构至锁紧状态,使焊接设备在焊接时不会产生方向上的位移。
[0052]
可选地,如图2-4所示,所述摇臂单元还包括控制盒15,控制盒15安装固定在摇臂基座16侧面,上面有“启动”、“停止”、“焊接方向”和“焊接速度”等调节按钮。所述电动滑台包括伺服马达、滚珠螺杆、直线滑轨、联轴器和限位开关11等部件,电动滑台为市场上成熟的产品,被集成在焊接设备上。电动滑台上搭载焊枪固定支架17和焊枪。焊接至极限位置时,焊枪固定支架17可触发电动滑台两端的限位开关11,焊枪固定支架17立即停止移动。焊枪固定支架17用以固定焊枪,焊枪固定支架17上有三组调节旋钮,可手动操作调节焊枪上下的高度和左右、前后的焊接角度。焊枪的移动速度、移动方向、启动和停止等动作是通过电动滑台上的电机和控制盒15来协同控制。本设备不包括焊机和焊枪,可搭载任何品牌的焊机和焊枪。
[0053]
优选地,电动滑台的水平中心线与焊接基座2的上表面平行,以保证焊接时的焊枪高度始终保持一致。
[0054]
可选地,所述摇臂基座位移机构设置于摇臂基座16的下方,摇臂基座位移机构还包括手轮基座23、螺纹传动杆22、摇臂位移手轮13和摇臂基座锁紧部件18等结构。摇臂基座位移机构控制摇臂基座16以水平方向往复移动,再依靠摇臂基座锁紧部件18固定移动后的位置。摇臂基座滑块25和摇臂基座导轨24支撑摇臂基座16,可通过转动摇臂位移手轮13调节摇臂基座16在摇臂基座导轨24上的位置,以使焊枪焊接时的收弧处与焊缝末端重合。
[0055]
可选地,摇臂旋转机构包括轴承和轴承座,起到支撑摇臂12在其上方旋转的作用,使摇臂12相对于摇臂基座16转动。可选地,摇臂旋转机构可以水平方向旋转90
°
,通过人工调整摇臂12的摆动,实现焊接起弧处与焊缝起始点重合。优选地,摇臂旋转机构上设置有摇臂旋转锁紧部件,用于固定摆动后的摇臂12的位置。摇臂12摆动至焊接位置后,锁紧摇臂旋转锁紧部件,以固定摇臂12的焊接姿态。
[0056]
当待焊接的两个工件放置于焊接基座2上并通过一对压轴机构压紧之后,调节焊接基座2相对于固定基座21转动,使安装于焊枪固定支架17上的焊枪与焊缝的位置大致对
应,待焊接基座2调节完毕,调节焊接基座锁紧机构至锁紧状态以将焊接基座2锁紧固定;然后通过摇臂旋转机构调节摇臂12相对于摇臂基座16转动,以使焊枪能够更精确地与焊缝对应,待摇臂12调节完毕,调节摇臂旋转锁紧部件至锁紧状态以固定摇臂12的位置,此时,滑动件的运动方向(即焊枪的运动方向)与焊缝的延伸方向基本一致;通过转动摇臂位移手轮13调节摇臂基座16在摇臂基座导轨24上的位置,以使焊枪焊接时能到达焊缝处,待摇臂基座16调节完毕,调节焊接基座锁紧机构至锁紧状态,使焊接设备在焊接时不会产生方向上的位移。
[0057]
本发明第三方面提供一种焊接系统,所述焊接系统包括铸铁平台29、滑动单元和如上所述的焊接设备,所述滑动单元包括导轨27和与所述导轨27滑动连接的滑块28,所述滑块28设置于所述焊接设备上,所述导轨27设置于所述铸铁平台29上,以使所述焊接设备能够在所述铸铁平台29上移动。本焊接系统为半自动焊接系统,铸铁平台29的长、宽尺寸能够满足臂架腹板和盖板的摆搭和焊接空间的要求。铸铁平台29起到支撑焊接设备的作用,手动移动焊接设备能到达铸铁平台29上任意工件焊接接头位置;导轨27与滑块28支撑焊接设备,在平台上变化焊接位置。
[0058]
可选地,所述导轨27设置为两根,两根导轨27平行布置在铸铁平台29的一侧,滑块28用螺栓固定在焊接设备的固定基座21的底部,焊接设备通过滑块28与导轨27契合,可在铸铁平台29长度方向人工推动。可选地,导轨27的两端有限位机构,防止焊接设备和滑块28脱离导轨27。
[0059]
操作时,工件摆放至焊接设备的焊接基座2上后,调整好焊接设备的位置和角度,使工件上的焊接接头置于紫铜垫板上方,然后落下压轴3,将压轴3的第二端锁紧在锁紧基座9上,旋转锁紧螺栓10至工件成压紧状态,再锁紧焊接基座2上的焊接基座锁紧机构。焊接前,需调整焊枪行走轨迹、高度和角度,调节好行走机构的移动速度和方向,再按下“启动”开关和焊机上的焊接开关,便可以开始正常焊接;待焊接完毕后,按下控制盒15上的“停止”开关和焊机的焊接开关,即可停止焊接作业;工件焊接完毕后,将焊枪上调至高过压轴3的位置,再将摇臂12摆动至不干涉上、下料的位置上,松开锁紧螺栓10,抬起压轴3,便可以将工件从焊接设备上取出。焊接前、后的工件摆放或上、下物料等工作,可通过组合式双梁起重机(kbk)和专用吊具来实现。
[0060]
本发明用于泵车臂架腹板和盖板对接焊缝的焊接,既可以实现薄板对接焊缝单面焊接双面成型,又可以焊接厚板对接焊缝,取代人工焊接作业。与人工焊接相比,采用本设备焊接对接焊缝,不仅可以提高焊缝正、反面外观质量,保证焊缝外观一致性,而且还可以提高对接焊缝的内部质量(无损探伤检测合格率);采用本设备焊接对接焊缝,可提高50%以上的焊接效率。与机器人自动焊相比,本设备的结构简单,操作容易,不需要编程;本设备造价低廉,成本投入少,投资回报快;对于少批量的产品,不需要焊前编程工序,焊接效率高。焊缝焊接时,因压轴3为圆柱型、销轴孔为腰形孔的结构设计,焊缝收缩时,压轴3可以在工件上稍微滚动,即可以压紧工件,又不会对焊件产生水平方向的拘束力。焊接设备可以随着焊缝在平台和工件上的位置、角度不同,手动进行自由调节,适用于任何型号的臂架对接焊缝的焊接。焊接设备上设计有摇臂基座位移机构、摇臂旋转机构和焊接基座2、固定基座21等结构,焊接路径可以实现精准调节。
[0061]
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实
施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0062]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0063]
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips