
 商标分类
商标分类  商标转让
商标转让 
一种钣金折弯自动化系统的制作方法
 2021-01-29 15:01:46|
2021-01-29 15:01:46| 282|
282| 起点商标网
起点商标网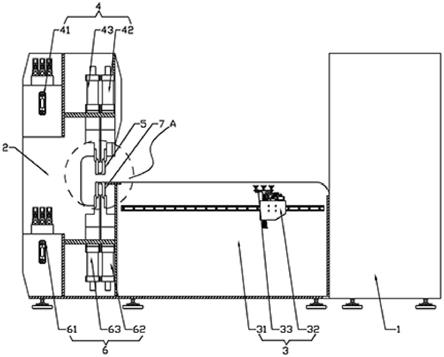
[0001]
本实用新型涉及一种钣金折弯设备,特别涉及一种钣金折弯自动化系统。
背景技术:
[0002]
现有钣金折弯工艺是金属板材下料后,在折弯机上弯曲和成型。通常下料工序是在激光机上完成,折弯一般有普通折弯机和数控折弯机。使用数控激光机下料保证了开展图形的统一,之后在数控折弯机上折弯成形,可以高效的融合定下的图纸。
[0003]
但是其还存在以下缺点:数控激光机下料后需要人工转移至折弯机上,工序连贯性差,生产周期长;传统钣金折弯加工是利用压力设备和专用模具将金属板料加工成几何体,因钣料的材质、厚度、长度和宽度的不同,以及成形的形状和角度的不同,因此选择的折弯机和上、下模也不同,增大了企业的生产成本。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种设计合理、生产效率高和降低企业生产成本的钣金折弯自动化系统。
[0005]
本实用新型所采用的技术方案是:本实用新型包括数控激光切割机和钣金折弯装置,所述数控激光切割机和所述钣金折弯装置之间设置有送料装置,所述钣金折弯装置包括上液压驱动组件、与所述上液压驱动组件相连接的上折弯模、下液压驱动组件和与所述下液压驱动组件相连接的下折弯模,所述上折弯模包括第一折弯刀上模和位于所述第一折弯刀上模一端的第二折弯刀上模,所述下折弯模包括位于所述第一折弯刀上模正下方的第一折弯刀下模和位于所述第二折弯刀上模正下方的第二折弯刀下模。
[0006]
进一步的,所述钣金折弯自动化系统还包括mcu控制系统,所述所述数控激光切割机、所述钣金折弯装置和所述送料装置均与所述mcu控制系统电性连接。
[0007]
进一步的,所述上液压驱动组件包括上液压站、第一上液压油缸和第二上液压油缸,所述第一上液压油缸和所述第二上液压油缸均与所述上液压站相连接,所述第一折弯刀上模与所述第一上液压油缸相连接,所述第二折弯刀上模与所述第二上液压油缸相连接;所述下液压驱动组件包括下液压站、第一下液压油缸和第二下液压油缸,所述第一下液压油缸和所述第二下液压油缸均与所述下液压站相连接,所述第一折弯刀下模与所述第一下液压油缸相连接,所述第二折弯刀下模与所述第二下液压油缸相连接。
[0008]
进一步的,所述自动送料装置包括机架,所述机架上设置有横向移动装置,所述横向移动装置上设置有真空吸盘,所述真空吸盘与所述数控激光切割机和所述钣金折弯装置上的工作台板处于同一高度。
[0009]
进一步的,所述第一折弯刀上模和所述第一折弯刀下模均包括刀柄和与所述刀柄相连接的平面刀头。
[0010]
进一步的,所述横向移动装置包括横移导轨、传动丝杆、载台和伺服驱动电机,所述载台设置于所述横移导轨上,所述传动丝杆与所述载台相连接,所述伺服驱动电机设置
于所述载台的下端且与所述传动丝杆相连接。
[0011]
本实用新型的有益效果是:由于本实用新型包括数控激光切割机和钣金折弯装置,所述数控激光切割机和所述钣金折弯装置之间设置有送料装置,所述钣金折弯装置包括上液压驱动组件、与所述上液压驱动组件相连接的上折弯模、下液压驱动组件和与所述下液压驱动组件相连接的下折弯模,所述上折弯模包括第一折弯刀上模和位于所述第一折弯刀上模一端的第二折弯刀上模,所述下折弯模包括位于所述第一折弯刀上模正下方的第一折弯刀下模和位于所述第二折弯刀上模正下方的第二折弯刀下模,所以本实用新型将所述数控激光切割机和所述钣金折弯装置高度融合,用送料装置将切割好的展开板材输送到所述钣金折弯装置,完成全部折弯工艺;另外,所述钣金折弯装置分成上折弯和下折弯两部分,一次送料可以分步完成一个边的多次折弯工作,提高折弯效率。
附图说明
[0012]
图1是本实用新型的结构示意图;
[0013]
图2是图1的a部分的放大示意图;
[0014]
图3是本实用新型的第一次折弯示意图;
[0015]
图4是本实用新型的第二次折弯示意图。
具体实施方式
[0016]
如图1至图4所示,在本实施例中,本实用新型包括数控激光切割机1和钣金折弯装置2,所述数控激光切割机1和所述钣金折弯装置2之间设置有送料装置3,所述钣金折弯装置2包括上液压驱动组件4、与所述上液压驱动组件4相连接的上折弯模5、下液压驱动组件6和与所述下液压驱动组件6相连接的下折弯模7,所述上折弯模5包括第一折弯刀上模51和位于所述第一折弯刀上模51一端的第二折弯刀上模52,所述下折弯模7包括位于所述第一折弯刀上模51正下方的第一折弯刀下模71和位于所述第二折弯刀上模52正下方的第二折弯刀下模72。
[0017]
在本实施例中,所述钣金折弯自动化系统还包括mcu控制系统,所述所述数控激光切割机1、所述钣金折弯装置2和所述送料装置3均与所述mcu控制系统电性连接。
[0018]
在本实施例中,所述上液压驱动组件4包括上液压站41、第一上液压油缸42和第二上液压油缸43,所述第一上液压油缸42和所述第二上液压油缸43均与所述上液压站41相连接,所述第一折弯刀上模51与所述第一上液压油缸42相连接,所述第二折弯刀上模52与所述第二上液压油缸43相连接;所述下液压驱动组件6包括下液压站61、第一下液压油缸62和第二下液压油缸63,所述第一下液压油缸62和所述第二下液压油缸63均与所述下液压站61相连接,所述第一折弯刀下模71与所述第一下液压油缸62相连接,所述第二折弯刀下模72与所述第二下液压油缸63相连接。
[0019]
在本实施例中,所述第一折弯刀上模51和所述第一折弯刀下模71均包括刀柄和与所述刀柄相连接的平面刀头。
[0020]
在本实施例中,所述自动送料装置3包括机架31,所述机架31上设置有横向移动装置32,所述横向移动装置32上设置有真空吸盘33,所述真空吸盘33与所述数控激光切割机1和所述钣金折弯装置2上的工作台板21处于同一高度,所述横向移动装置32包括横移导轨、
传动丝杆、载台和伺服驱动电机,所述载台设置于所述横移导轨上,所述传动丝杆与所述载台相连接,所述伺服驱动电机设置于所述载台的下端且与所述传动丝杆相连接,所述载台上设置有若干排真空吸盘33,所述载台上还设置有升降框架,所述升降架上设置有若干个驱动杆,所述驱动杆上设置有若干个驱动轮,所述驱动杆位于相邻的两排真空吸盘之间,此设计可以将被真空吸盘33吸住的钣材8部分通过驱动轮传送到钣金折弯装置2,即所述驱动架上升,所述真空吸盘33松开钣材8,所述驱动轮顶住钣材8,并转动使得钣材8滑动进入所述钣金折弯装置2上。
[0021]
在本实施例中,本实用新型通过所述数控激光切割机1和所述钣金折弯装置2高度融合,使得所述钣金折弯装置2前移与所述数控激光切割机1缩短距离,中间采用所述送料装置中使用底部所述真空吸盘33吸附板材,利用伺服驱动电机控制传动丝杆快速推进到所述钣金折弯装置2的折弯区域,开展钣金折弯工作;本实用新型把上、下折弯汇合到一块,按照“先简单后复杂”要求对钣材8进行折弯,简单说就是当折弯边往上折时,所述第一折弯刀下模71充当工作台板保持不动,所述上折弯模5先下压所述第一折弯刀上模51,压住钣材8不移位,然后所述第二折弯刀下模72上推使钣材8折弯成形。反之亦然。
[0022]
本实用新型应用于折弯设备的技术领域。
[0023]
虽然本实用新型的实施例是以实际方案来描述的,但是并不构成对本实用新型含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips