
 商标分类
商标分类  商标转让
商标转让 
一种防止漏装、错装的焊接工装的制作方法
 2021-01-29 15:01:35|
2021-01-29 15:01:35| 323|
323| 起点商标网
起点商标网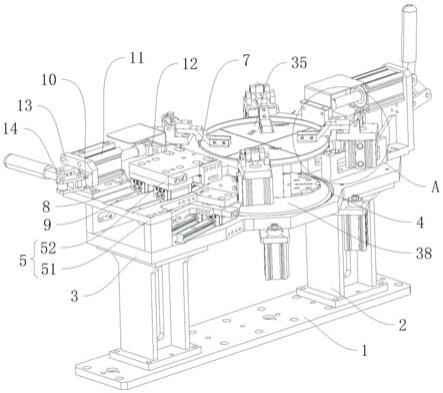
[0001]
本发明涉及焊接工装领域,特别涉及一种防止漏装、错装的焊接工装。
背景技术:
[0002]
随着焊接工艺技术的不断发展,对于焊接工装的结构要求也越来越高,尤其是国产汽车尾气封装系统中混合器的结构也越来越复杂。产品不仅需要方便员工操作,维修简单,更需要满足客户的质量、外观、性能等要求。
[0003]
如图1所示,需要进行焊接的混合器,包括进气隔板35、导流板36、混合板37和出气隔板38,所述导流板36设置在出气隔板38上,并向上贯穿进气隔板35,所述导流板36延伸出进气隔板35,所述混合板37竖直设置在进气隔板 35和出气隔板38之间。
[0004]
目前现有技术中,大部分依靠员工操作的熟练度来保证零件在装夹过程中的稳定性及一致性,但单纯依靠人是无法得到保证的,由于人存在多种不稳定因素,如心情、体力、精神状态等,这些因素会导致经常有零件忘记装夹,相似的零件也会有错装等现象,漏装的零件会导致产品报废,错装的零件如果不仔细检验会流到客户,导致客户抱怨、投诉,甚至造成索赔等损失。
技术实现要素:
[0005]
本发明的目的是提供一种防止漏装、错装的焊接工装,具有操作便捷,能够保证稳定生产的焊接工装,避免因操作不当引起的产品不良及客户投诉现象产生。
[0006]
本发明的上述技术目的是通过以下技术方案得以实现的:
[0007]
一种防止漏装、错装的焊接工装,包括底座和支撑柱,两个所述支撑柱竖直设置在底座的两端,所述支撑柱的上端固定连接有支撑底板,所述支撑底板上开设有限位孔,所述限位孔内嵌设有出气隔板,所述支撑底板上滑动连接有第一限位座和第二限位座,所述第一限位座和第二限位座分别设置在限位孔的两侧,所述第一限位座和第二限位座靠近限位孔的一侧均安装有限位板,所述限位板呈弧形,两个所述限位板夹持在出气隔板的两端;
[0008]
所述限位板上还设置有按压组件,所述按压组件沿进气隔板的中心轴对称设置有四个,所述支撑底板上滑动连接有滑动座,所述滑动座上安装有定位块,所述定位块中安装有传感器,所述传感器通过电线与外部供电系统连接,所述传感器的输出端与混合板抵触,所述传感器还通过电线连接有显示灯。
[0009]
进一步的,所述第一限位座包括固定连接在支撑底板上的支架、滑动连接在支架上的连接板,所述限位板拆卸连接在连接板上,所述连接板的下方设置有导向槽,所述支架上固定连接有导轨,所述导轨在导向槽上配合滑动。
[0010]
进一步的,所述支架上固定连接有定位座,所述定位座上安装有无杆气缸一,所述无杆气缸一的靠近限位板的一端连接有固定块,所述无杆气缸一通过固定块与第一限位座连接,所述无杆气缸一远离第一限位座的一端安装有连接座,所述连接座上安装有夹钳一,所述夹钳一与无杆气缸一的活塞杆连接。
[0011]
进一步的,所述第二限位座包括桂固定连接在支撑底板上的“l”型的支撑板、拆卸连接在支撑底板上的滑道,所述支撑板的一侧安装有无杆气缸二,另一侧安装有夹钳二,所述支撑板上开设有通孔,所述无杆气缸二的活塞杆滑动穿设在通孔内,所述无杆气缸二的活塞杆的端部通过双耳板与夹钳二连接,所述滑道上配合滑动有滑动板,所述限位板安装在滑动板上,所述限位板上连接有推板,所述无杆气缸二的活塞杆的端部与推板连接。
[0012]
进一步的,所述定位块和推杆上拆卸连接有防护板,所述防护板呈“l”型,所述防护板安装在无杆气缸一和无杆气缸二的活塞杆的上方。
[0013]
进一步的,所述滑动座上开设有滑动槽,所述支撑底板上安装有滑轨,所述滑动槽与滑轨配合滑动。
[0014]
进一步的,所述滑动座上还连接有导向板,所述导向板的端部穿设有连接套,所述支撑底板上拆卸连接有驱动气缸,所述驱动气缸的活塞杆穿设在连接套内。
[0015]
进一步的,所述驱动气缸的活塞杆的长度方向与导轨的长度方向平行。
[0016]
进一步的,所述按压组件包括拆卸连接在限位板上的连接底板、固定连接在连接底板上的双耳板,所述双耳板上转动穿设有转动轴,所述转动轴上转动套设有压板,所述压板抵紧在进气隔板上方,所述连接底板上连接有驱动气缸二。
[0017]
进一步的,所述压板呈阶梯型,所述压板包括第一梯级和第二梯级,所述第二梯级通过连接件连接在第一梯级的下方,所述第二梯级抵触在进气隔板上方。
[0018]
综上所述,本发明具有以下有益效果:
[0019]
1.通过第一限位座和第二限位座的设置,第一限位座和第二限位座上的限位板组成哈夫结构,混合器的出气隔板嵌如限位孔内,然后焊接导流板和混合板,之后将进气隔板放置在出气隔板的上方,第一限位座和第二限位座上的限位板抵紧在进气隔板的两侧,形成对进气隔板的定位,工作人员在焊接混合板时,调节混合板沿正确的方向安装在出气隔板上,当混合板的安装方向正确时,此时,传感器连接的显示灯亮起,提示工作人员混合板安装的方向是正确的,避免因操作不当引起焊接工装安装错误的现象;
[0020]
2.通过无杆气缸一和夹钳一的设置,工作人员将进气隔板安装在出气隔板上方时,此时,工作人员首先调节夹钳一使得夹钳一推动无杆气缸一的活塞杆推动限位板抵紧在进气隔板的外侧壁,对进气隔板进行预夹紧,然后打开无杆气缸一的开关,无杆气缸一推动限位板抵紧在进气隔板的外侧壁,进一步实现对进气隔板的夹紧,提高焊接工装的稳定性;
[0021]
3.通过按压组件的设置,为了提高进气隔板在焊接过程中的稳定性,工作人员打开驱动气缸二,驱动气缸二驱动压板绕转动轴转动,实现压板抵紧在进气隔板的上方,形成对进气隔板的定位,进一步提高进气隔板在加工过程中的稳定性。
附图说明
[0022]
图1是用于体现背景技术中的混合器的结构示意图;
[0023]
图2是用于体现本实施例的整体结构示意图;
[0024]
图3是用于体现第二限位座的结构示意图;
[0025]
图4是用于体现图2中a部分的放大结构示意图;
[0026]
图5是用于体现定位块的剖面结构示意图;
[0027]
图6是用于体现驱动气缸的剖面结构示意图;
[0028]
图中,1、底座;2、支撑柱;3、支撑底板;4、限位孔;5、第一限位座; 51、支架;52、连接板;6、第二限位座;61、支撑板;62、滑道;7、限位板; 8、导向槽;9、导轨;10、定位座;11、无杆气缸一;12、固定块;13、连接座; 14、夹钳一;15、无杆气缸二;16、夹钳二;17、通孔;18、滑动板;19、推板; 20、防护板;21、按压组件;2101、连接底板;2102、双耳板;22、转动轴;23、压板;2301、第一梯级;2302、第二梯级;24、驱动气缸二;25、滑动座;26、定位块;27、传感器;28、显示灯;29、滑动槽;30、滑轨;31、导向板;33、连接套;34、驱动气缸;35、进气隔板;36、导流板;37、混合板;38、出气隔板。
具体实施方式
[0029]
以下结合附图对本发明作进一步详细说明。
[0030]
其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
[0031]
实施例:
[0032]
一种防止漏装、错装的焊接工装,如图2所示,包括底座1和支撑柱2,两个支撑柱2竖直设置在底座1的两端,支撑柱2的上端焊接有支撑底板3。
[0033]
如图2和3所示,支撑底板3上开设有限位孔4,限位孔4内嵌设有出气隔板38,支撑底板3上滑动连接有第一限位座5和第二限位座6,第一限位座5和第二限位座6分别设置在限位孔4的两侧,第一限位座5和第二限位座6靠近限位孔4的一侧均安装有限位板7,限位板7呈弧形,两个限位板7夹持在出气隔板38的两端。
[0034]
如图2和3所示,第一限位座5包括焊接在支撑底板3上的支架51、滑动连接在支架51上的连接板52,限位板7通过螺栓连接在连接板52上,连接板52 的下方设置有导向槽8,支架51上固定连接有导轨9,导轨9在导向槽8上配合滑动。
[0035]
如图2和3所示,支架51上焊接有定位座10,定位座10上通过螺栓拆卸连接有无杆气缸一11,无杆气缸一11的靠近限位板7的一端连接有固定块12,无杆气缸一11通过固定块12与限位板7连接,无杆气缸一11远离第一限位座5 的一端安装有连接座13,连接座13上安装有夹钳一14,夹钳一14与无杆气缸一11的活塞杆连接。
[0036]
如图2和3所示,工作人员首先将进气隔板35放置在出气隔板38的上方,然后调节连接板52沿着导向槽8向靠近进气隔板35的方向滑动,之后夹钳一14 推动无杆气缸一11的活塞杆预夹紧在进气隔板35的外侧壁,然后打开无杆气缸一11的开关,无杆气缸一11驱动限位板7自动地夹紧在进气隔板35的外侧壁。
[0037]
如图3和4所示,工作人员调节第二限位座6抵紧在进气隔板35的另一侧。第二限位座6包括“l”型的支撑板61、滑道62,“l”型支撑板61的水平段焊接在支撑底板3上,和滑道62采用螺栓拆卸连接在支撑底板3上,支撑板61的一侧安装有无杆气缸二15,另一侧安装有夹钳二16,支撑板61上开设有通孔17,无杆气缸二15的活塞杆滑动穿设在通孔17内,无杆气缸二15的活塞杆的端部通过双耳板2102与夹钳二16连接,滑道62上配合滑动有滑动板18,限位板7安装在滑动板18上,限位板7上连接有推板19,无杆气缸二15的活塞杆的端部与推板19连接。
[0038]
如图3所示,夹钳二16首先推动推板19向靠近进气隔板35的方向滑动,使得滑动板18上的限位板7预夹紧在进气隔板35的外侧壁,然后无杆气缸二15 驱动限位板7自动夹紧在进气隔板35的外侧,实现对进气隔板35的位置的有效固定。
[0039]
如图2和3所示,在固定块12和推板19上拆卸连接有防护板20,防护板 20呈“l”型,防护板20安装在无杆气缸一11和无杆气缸二15的活塞杆的上方,防护板20可对无杆气缸一11和无杆气缸二15的活塞杆起到防护作用,避免出现工作过程中,外物将活塞杆压断的现象。
[0040]
如图1和4所示,由于在焊接过程中,会产生振动的现象,为了进一步使得进气隔板35稳定地焊接在出气隔板38的上方。在限位板7上还设置有按压组件 21,按压组件21沿进气隔板35的中心轴对称设置有四个。
[0041]
如图4所示,按压组件21包括拆卸连接在限位板7上的连接底板2101、双耳板2102,双耳板2102竖直焊接在连接底板2101上,双耳板2102上转动穿设有转动轴22,转动轴22上转动套设有压板23,压板23抵紧在进气隔板35上方,连接底板2101上连接有驱动气缸二24。
[0042]
如图4所示,压板23呈阶梯型,压板23包括第一梯级2301和第二梯级2302,第二梯级2302通过连接件连接在第一梯级2301的下方,第二梯级2302抵触在进气隔板35上方。通过第一梯级2301和第二梯级2302的设置,驱动气缸34二 24的活塞杆向上伸出,推动压板23压紧在进气隔板35的上方。
[0043]
如图5所示,在支撑底板3上滑动连接有滑动座25,滑动座25上安装有定位块26,定位块26中安装有传感器27,传感器27通过电线与外部供电系统连接,传感器27的输出端与混合板37抵触,传感器27还通过电线连接有显示灯 28。工作人员通过显示灯28,判断出混合板37的安装方向是正确的,通过传感器27的设置,能够提高工作人员判断安装方向的便捷性。
[0044]
如图5和6所示,为了提高工作人员加工不同混合器时,调节定位块26抵触在混合板37上的便捷性。在滑动座25上开设有滑动槽29,在支撑底板3上安装有滑轨30,滑动槽29与滑轨30配合滑动。滑动座25上还连接有导向板31,导向板31的端部穿设有连接套33,支撑底板3上拆卸连接有驱动气缸34,驱动气缸34的活塞杆穿设在连接套33内。驱动气缸34的活塞杆的长度方向与导轨9 的长度方向平行,使得驱动气缸34高效地驱动滑动座25沿滑动槽29滑动。
[0045]
具体实施过程:工作首先将需要焊接的出气隔板38嵌入限位孔4内,然后导流板36、混合板37分别焊接在出气隔板38上方。工作人员打开驱动气缸34 的开关,驱动气缸34通过导向板31推动滑动座25沿滑轨30滑动,使得定位块26紧贴在混合板37上,此时传感器27与混合板37接触,当混合板37的安装方向正确时,此时,传感器27连接的显示灯28亮起,从而使得工作人员知晓混合板37的安装在正确的方向。
[0046]
然后,工作人员将进气隔板35安装在导流板36上,工作人员调节夹钳一14 和夹钳二16,使得两侧的限位板7分别抵紧在进气隔板35的两侧,实现对进气隔板35的预夹紧,然后调节无杆气缸一11和无杆气缸二15使得两侧的限位板7 自动的夹紧在进气隔板35的外侧壁。之后,工作人员调节按压组件21按压在进气隔板35的上方,驱动气缸二24驱动压板23绕转动轴22转动,实现压板23 压紧在进气隔板35的上方,达到对进气隔板35的定位的目的。
[0047]
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips