
 商标分类
商标分类  商标转让
商标转让 
新型双光束激光复合激光填粉焊接方法及装置与流程
 2021-01-29 15:01:45|
2021-01-29 15:01:45| 227|
227| 起点商标网
起点商标网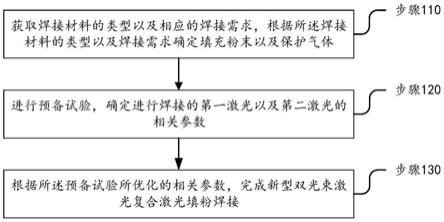
[0001]
本发明涉及激光修复技术领域,具体涉及新型双光束激光复合激光填粉焊接方法及装置。
背景技术:
[0002]
随着激光技术的快速进步,激光焊接逐渐成为现代工业发展必不可少的技术手段,激光焊接作为利用高能量密度的激光束为热源实现材料连接的一种先进技术,在航空航天、汽车、船舶、装备制造等领域得到广泛应用。
[0003]
由于激光焊接的快冷快热特性、焊接头常常存在宏观表面不平整、裂纹、气孔、组织混乱甚至出现焊不牢等问题。
[0004]
因此如何在激光焊接过程中,提高焊接头组织结构强度、减少裂纹气孔、消除应力、提高焊接件的力学性能是本领域技术人员亟待解决的技术问题。
技术实现要素:
[0005]
本发明旨在至少解决现有技术中存在的问题之一,本发明提供新型双光束激光复合激光填粉焊接方法及装置。
[0006]
提出了新型双光束激光复合激光填粉焊接方法,所述方法包括以下:步骤110:获取焊接材料的类型以及相应的焊接需求,根据所述焊接材料的类型以及焊接需求确定填充粉末以及保护气体;步骤120:进行预备试验,所述预备试验包括,初步设置第一激光以及第二激光的工艺参数,所述第一激光作为焊接激光即用于提供连续激光,利用其热效应使填充粉末及焊接区熔化形成熔池,所述第二激光作为微锻激光即用于提供短脉冲激光,对熔池进行冲击搅拌作用,利用视觉追踪系统以及温度传感系统确定最佳的液态微锻的区域,并优化第一激光以及第二激光的工艺参数对所述工艺参数进行更新;步骤130:根据所述预备试验所优化的相关参数,完成新型双光束激光复合激光填粉焊接。
[0007]
进一步,所述方法还包括:在上述步骤110之前还会焊接材料进行焊接前处理,所述焊接前处理具体包括,对焊接材料进行开坡口操作,之后对坡口附近位置表面清理、打磨。
[0008]
进一步,上述预备试验中利用视觉追踪系统以及温度传感系统确定最佳的液态微锻的区域具体包括,通过视觉追踪系统获取熔池区域飞溅图像,并形成第一曲线图,所述第一曲线图包括飞溅率与第二激光的参数之间的映射关系,所述飞溅率通过熔池区域飞溅图像获得,通过第一曲线图获得飞溅率最低处的第二激光的参数,即最佳微锻工艺参数;通过温度传感系统形成熔池温度曲线图,并根据所述熔池温度曲线图获得第一激光的
最佳工艺参数。
[0009]
本发明还提出新型双光束激光复合激光填粉焊接装置,包括,第一激光器,用于产生第一激光,所述第一激光作为焊接激光即用于提供连续激光,利用其热效应使填充粉末及焊接区熔化形成熔池;第二激光器,用于产生第二激光,所述第二激光作为微锻激光即用于提供短脉冲激光,对熔池进行冲击搅拌作用;视觉追踪系统,用于获取熔池区域飞溅图像,并形成第一曲线图,所述第一曲线图包括飞溅率与第二激光的参数之间的映射关系,所述飞溅率通过熔池区域飞溅图像获得,通过第一曲线图获得飞溅率最低处的第二激光的参数,即最佳微锻工艺参数;温度传感系统,用于形成熔池温度曲线图,并根据所述熔池温度曲线图获得第一激光的最佳工艺参数。
[0010]
进一步,所述装置还包括焊接前处理设备,所述焊接前处理设备用于对焊接材料进行开坡口操作,之后对坡口附近位置表面清理、打磨。
[0011]
进一步,所述第二激光器产生的第二激光的激光能量为豪焦级。
[0012]
相较于现有技术,本发明提供的所述新型双光束激光复合激光填粉焊接方法具有以下有益效果:本发明提出新型双光束激光复合激光填粉焊接方法,通过第一激光形成熔池,第二激光进行液态微锻,利用预备试验调优第一激光以及第二激光的相关参数,通过微锻激光对熔融状态下的焊接区域进行微锻,抑制了焊缝中气孔的数量,柱状晶向等轴晶转变、组织更加细化、初生相与共晶组织的形貌和尺寸受到影响、枝晶臂间距缩短、熔池区域化学成分不均匀性减少,焊缝组织和力学性能得到改善。
附图说明
[0013]
为了更清楚地说明本发明实例中的技术方案,下面将对实例描述中所使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1是本发明提供的新型双光束激光复合激光填粉焊接方法的流程图;图2是本发明提供的新型双光束激光复合激光填粉焊接方法的第一激光以及第二激光的作用原理图。
具体实施方式
[0014]
下面将结合本发明实例中的附图,对本发明实例中的技术方案进行清楚、完整地描述,显然,所描述的实例仅是本发明的一部分实例,而不是全部的实例。
[0015]
结合图1以及图2,实施例1,是本发明提出的新型双光束激光复合激光填粉焊接方法,所述方法包括以下:步骤110:获取焊接材料的类型以及相应的焊接需求,根据所述焊接材料的类型以及焊接需求确定填充粉末以及保护气体;步骤120:进行预备试验,所述预备试验包括,
初步设置第一激光以及第二激光的工艺参数,所述第一激光作为焊接激光即用于提供连续激光,利用其热效应使填充粉末及焊接区熔化形成熔池,所述第二激光作为微锻激光即用于提供短脉冲激光,对熔池进行冲击搅拌作用,利用视觉追踪系统以及温度传感系统确定最佳的液态微锻的区域,并优化第一激光以及第二激光的工艺参数对所述工艺参数进行更新;步骤130:根据所述预备试验所优化的相关参数,完成新型双光束激光复合激光填粉焊接。
[0016]
在实施例1中,通过第一激光形成熔池,第二激光进行液态微锻,利用预备试验调优第一激光以及第二激光的相关参数,通过微锻激光对熔融状态下的焊接区域进行微锻,抑制了焊缝中气孔的数量,柱状晶向等轴晶转变、组织更加细化、初生相与共晶组织的形貌和尺寸受到影响、枝晶臂间距缩短、熔池区域化学成分不均匀性减少,焊缝组织和力学性能得到改善。
[0017]
作为本发明的优选实施方式,所述方法还包括:在上述步骤110之前还会焊接材料进行焊接前处理,所述焊接前处理具体包括,对焊接材料进行开坡口操作,之后对坡口附近位置表面清理、打磨。
[0018]
作为本发明的优选实施方式,上述预备试验中利用视觉追踪系统以及温度传感系统确定最佳的液态微锻的区域具体包括,通过视觉追踪系统获取熔池区域飞溅图像,并形成第一曲线图,所述第一曲线图包括飞溅率与第二激光的参数之间的映射关系,所述飞溅率通过熔池区域飞溅图像获得,通过第一曲线图获得飞溅率最低处的第二激光的参数,即最佳微锻工艺参数;通过温度传感系统形成熔池温度曲线图,并根据所述熔池温度曲线图获得第一激光的最佳工艺参数。
[0019]
实施例2,本发明还提出新型双光束激光复合激光填粉焊接装置,包括,第一激光器,用于产生第一激光,所述第一激光作为焊接激光即用于提供连续激光,利用其热效应使填充粉末及焊接区熔化形成熔池;第二激光器,用于产生第二激光,所述第二激光作为微锻激光即用于提供短脉冲激光,对熔池进行冲击搅拌作用;视觉追踪系统,用于获取熔池区域飞溅图像,并形成第一曲线图,所述第一曲线图包括飞溅率与第二激光的参数之间的映射关系,所述飞溅率通过熔池区域飞溅图像获得,通过第一曲线图获得飞溅率最低处的第二激光的参数,即最佳微锻工艺参数;温度传感系统,用于形成熔池温度曲线图,并根据所述熔池温度曲线图获得第一激光的最佳工艺参数。
[0020]
在实施例2中,通过第一激光1形成熔池,第二激光2进行液态微锻,利用预备试验调优第一激光以及第二激光的相关参数,通过微锻激光对熔融状态下的焊接区域进行微锻,抑制了焊缝中气孔的数量,柱状晶向等轴晶转变、组织更加细化、初生相与共晶组织的形貌和尺寸受到影响、枝晶臂间距缩短、熔池区域化学成分不均匀性减少,焊缝组织和力学性能得到改善。
[0021]
作为本发明的优选实施方式,所述装置还包括焊接前处理设备,所述焊接前处理设备用于对焊接材料进行开坡口操作,之后对坡口附近位置表面清理、打磨。
[0022]
坡口是指焊件的待焊部位加工并装配成的一定几何形状的沟槽。开坡口主要为了焊接工件,保证焊接度,普通情况下用机加工方法加工出的型面,要求不高时也可以气割。
[0023]
作为本发明的优选实施方式,所述第二激光器产生的第二激光的激光能量为豪焦级。通过采用激光微锻的方式,使第二激光的激光能量大幅降低,仅为豪焦级即可满足需求。
[0024]
另外从本质上对冲击锻打以及液态微锻造进行说明如下:液态微锻是在金属熔融状态下进行一种冲击搅拌作用的方式改善焊接缺陷,冲击锻打是对金属最佳塑性成型态进行冲击锻打,对固态的焊缝进行工艺强化,从晶粒来说,冲击锻打主要起到对成型的粗大的晶粒进行冲击锻打,起一个细化晶粒的作用,增加晶界,使得硬度啊、金属强度啊在一定程度上提高;而液态微锻是引导晶粒的生长方向,由柱状晶向着等轴晶生长,且熔池区各成分不均匀兴减小。
[0025]
可以说是锻打改变晶粒状态;液态微锻引导晶粒生长,向着细化晶粒且等轴方向变化。
[0026]
从焊接缺陷来说,针对裂纹缺陷,冲击锻打将颗粒状的杂志裂纹改善成条状或线状,减小内应力,但裂纹依旧存在,液态微锻是在液态状态下进行改善焊接缺陷,冲击搅拌振动的帮助下消除裂纹缺陷;针对气孔来说,冲击锻打锻合气孔,冲击搅拌是减少并抑制气孔的产生,且液态微锻也具有对气孔的压合作用;针对裂纹气孔等缺陷,冲击锻打只是改善其缺陷,而液态微锻是抑制这些缺陷的存在,且液态微锻也有改善缺陷的作用。
[0027]
在进行液态微锻时,应当注意如下技术点,1.监测系统的准确性,不同材料不同工况下的融敷标准波动曲线需要多次实验,大数据统计计算得出;2.波动信号不同异常情况对应的锻打激光不同参数选择;激光是在金属处于熔融态时作用,具体作用的部位和能量大小根据监测熔池的实时状态来确定;3.通过监测熔池反馈的光辐射和,热辐射值的波动确定缺陷。
[0028]
以上所述仅为本发明的实例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips