
 商标分类
商标分类  商标转让
商标转让 
汽车座椅靠背网格二次成型机构的制作方法
 2021-01-29 15:01:01|
2021-01-29 15:01:01| 345|
345| 起点商标网
起点商标网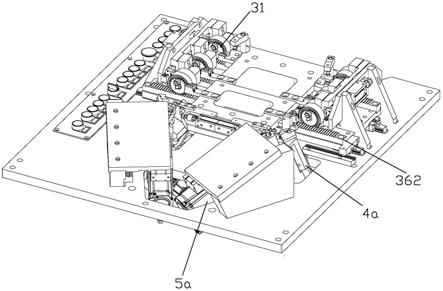
[0001]
本发明涉及汽车座椅靠背的网格制造技术。
背景技术:
[0002]
汽车座椅靠背网格设置在汽车座椅的靠背中,能够对驾乘人员的腰背起到弹性支撑的作用。汽车座椅靠背网格在一次成型后还要进行二次成型,图1和图2分别示出了二次成型后的汽车座椅靠背网格9的主视示意图和立体结构示意图。如图所示,汽车座椅靠背网格9包括n条(在图中的示例中为三条)需二次成型的横向钢丝91以及两条需二次成型的竖向钢丝92。对汽车座椅靠背网格9进行二次成型后,汽车座椅靠背网格9的三条横向钢丝91的两端分别形成一第一弯钩911,汽车座椅靠背网格9的两列竖向钢丝92的底端分别形成一第二弯钩921。各第二弯钩921由第一折弯部9211和第二折弯部9212组成。两个第一折弯部9211呈八字形排列,第二折弯部9212由第一折弯部9211的自由端向上弯折而形成。第一弯钩911和第二弯钩921用于钩挂在汽车座椅的框架上。
[0003]
目前,对第一弯钩911和第二弯钩921的成型都是借助模具通过人工操作来完成,这种依赖人工操作的方式劳动强度大,工作效率低,无法满足大规模生产的需求。
技术实现要素:
[0004]
本发明所要解决的技术问题在于提供一种自动化程度高、成型速度快的汽车座椅靠背网格二次成型机构。
[0005]
本发明实施例提供了一种汽车座椅靠背网格二次成型机构,所述汽车座椅靠背网格包括n条横向钢丝和两条竖向钢丝,n≥2;该汽车座椅靠背网格二次成型机构包括机架、定位工装、横向钢丝折弯机构、竖向钢丝一次折弯机构、竖向钢丝二次折弯机构和控制装置;定位工装、横向钢丝折弯机构、竖向钢丝一次折弯机构、竖向钢丝二次折弯机构分别设置在机架上;定位工装用于定位待二次成型的汽车座椅靠背网格;横向钢丝折弯机构用于分别折弯汽车座椅靠背网格的n条横向钢丝的两端,以在n条横向钢丝的两端分别形成第一弯钩;竖向钢丝一次折弯机构用于分别折弯汽车座椅靠背网格的两条竖向钢丝的底端,以在每条竖向钢丝的底端形成第一折弯部;竖向钢丝二次折弯机构用于分别折弯所述两条竖向钢丝的第一折弯部的自由端,以形成第二折弯部,所述第一折弯部和所述第二折弯部共同构成第二弯钩;控制装置用于控制横向钢丝折弯机构、竖向钢丝一次折弯机构和竖向钢丝二次折弯机构的动作。
[0006]
本发明至少具有以下优点:
[0007]
本发明实施例利用横向钢丝折弯机构在n条横向钢丝的两端分别形成第一弯钩,利用竖向钢丝一次折弯机构和竖向钢丝二次折弯机构在两条竖向钢丝的底端形成第二弯钩,从而实现了网格的自动成型,不但减少了操作人员的工作量,而且提高了成型的速度和效率,非常适用于大规模生产。
附图说明
[0008]
图1和图2分别示出了二次成型后的汽车座椅靠背网格的主视示意图和立体结构示意图。
[0009]
图3和图4分别从不同角度示出了根据本发明实施例的汽车座椅靠背网格二次成型机构的立体结构示意图。
[0010]
图5示出了根据本发明实施例的横向钢丝折弯机构、竖向钢丝一次折弯机构和竖向钢丝二次折弯机构的示意图。
[0011]
图6至图8分别示出了根据本发明实施例的横向钢丝折弯组件、一次折弯子机构和二次折弯子机构的结构示意图。
[0012]
图9和图10分别从不同角度示出了根据本发明实施例的横向钢丝折弯机构、竖向钢丝一次折弯机构和竖向钢丝二次折弯机构弯折弹簧钢丝的效果示意图。
具体实施方式
[0013]
下面结合附图和具体实施例对本发明进行详细说明。
[0014]
请参阅图3至图10。根据本发明一实施例的汽车座椅靠背网格二次成型机构包括机架1、定位工装2、横向钢丝折弯机构、竖向钢丝一次折弯机构、竖向钢丝二次折弯机构和控制装置。定位工装2、横向钢丝折弯机构、竖向钢丝一次折弯机构、竖向钢丝二次折弯机构分别设置在机架1上。
[0015]
定位工装2用于定位待二次成型的汽车座椅靠背网格9。在本实施例中,定位工装2设有多个用于定位汽车座椅靠背网格9的横向钢丝91的第一卡槽21以及多个用于定位汽车座椅靠背网格9的竖向钢丝92的第二卡槽22。
[0016]
横向钢丝折弯机构用于分别折弯汽车座椅靠背网格9的n条横向钢丝91(在本实施例中具有三条需二次成型的横向钢丝,即n等于3)的两端,以在n条横向钢丝91的两端分别形成第一弯钩911。竖向钢丝一次折弯机构用于分别折弯汽车座椅靠背网格9的两条竖向钢丝92的底端,以在每条竖向钢丝92的底端形成第一折弯部9211。竖向钢丝二次折弯机构用于分别折弯两条竖向钢丝92的第一折弯部9211的自由端,以形成第二折弯部9212,第一折弯部9211和第二折弯部9212共同构成第二弯钩921。
[0017]
在本实施例中,横向钢丝折弯机构包括两组横向钢丝折弯组件以及横向钢丝折弯驱动机构。
[0018]
两组横向钢丝折弯组件分别位于定位在定位工装2的汽车座椅靠背网格9的横向两侧,每组横向钢丝折弯组件包括分别与n条横向钢丝一一对应的n个折弯单元(本实施例中折弯单元的数量为三个)和基座30,n个折弯单元设置在基座30上,基座30固定在机架1上。各折弯单元包括一个第一齿轮31,第一齿轮31的表面设有第一定位销31a和第一折弯销31b,第一定位销31a位于第一齿轮31的中心,第一定位销31a与第一折弯销31b之间的间隙可容置待折弯的弹簧钢丝。
[0019]
横向钢丝折弯驱动机构用于驱动两组横向钢丝折弯组件分别向下折弯n条横向钢丝91的两端,以在n条横向钢丝91的两端分别形成第一弯钩911。横向钢丝折弯驱动机构包括第一电机(图中未示出)、第二齿轮332、两条第一齿条341(图6中仅示出了下方的一条第一齿条)、两个横向移动底座35以及2n条第二齿条362。第二齿轮332与第一电机的输出轴连
接,并分别与两条第一齿条341相啮合。两个横向移动底座35可滑移地设于机架1,并一一对应地分别与两条第一齿条341相连。其中,机架1上设有一对横向导轨11,第一横向导轨11沿着平行于横向钢丝91的方向延伸;各横向移动底座35设有与一对横向导轨11滑动配合的第一滑块351。其中n条第二齿条362固定于其中一个横向移动底座35,并一一对应地分别与其中一组横向钢丝折弯组件的n个第一齿轮31相啮合,其余n条第二齿条362固定于另一个横向移动底座35,并一一对应地分别与另一组横向钢丝折弯组件的n个第一齿轮31相啮合。
[0020]
在本实施例中,竖向钢丝一次折弯机构包括一对一次折弯子机构4a,各一次折弯子机构4a包括第一支撑架411、第二电机422、第一升降驱动部件431和第一轴套441。
[0021]
第一支撑架411固定连接于机架1,第二电机422可上下滑移地设置于第一支撑架411。其中,第一支撑架411设有沿上下方向倾斜延伸的一对第一导轨4111,第二电机422的外壳设有与一对第一导轨4111滑动配合的第二滑块4222。第一升降驱动部件431用于驱动第二电机422上下移动。可选地,第一升降驱动部件431为第一升降气缸,第一升降气缸431与第二电机422的外壳相连。第一轴套441与第二电机422的输出轴相连,并可跟随第二电机422的输出轴同步旋转,连接的方式例如可采用键连接,但不限于此。第一轴套441设有第二定位销441a和第二折弯销441b,第二定位销441a位于第一轴套441的中心。第二定位销441a和第二折弯销441b之间的间隙可容置待折弯的弹簧钢丝。
[0022]
在本实施例中,竖向钢丝二次折弯机构包括一对二次折弯子机构5a,各二次折弯子机构5a包括第二支撑架512、第三电机523、第二升降驱动部件532和第二轴套542。
[0023]
第二支撑架512固定连接于机架1,第三电机523可上下滑移地设置于第二支撑架512。其中,第二支撑架512设有沿上下方向倾斜延伸的一对第二导轨5122,第三电机523的外壳设有与一对第二导轨5122滑动配合的第三滑块5233。第二升降驱动部件532用于驱动第三电机523上下移动。可选地,第二升降驱动部件532为第二升降气缸,第二升降气缸532与第三电机523的外壳相连。第二轴套542与第三电机523的输出轴相连,并可跟随第三电机523的输出轴同步旋转,连接的方式例如可采用键连接,但不限于此。第二轴套542设有第三定位销542a和第三折弯销542b,第三定位销542a位于第二轴套542的中心。第三定位销542a和第三折弯销542b之间的间隙可容置待折弯的弹簧钢丝。要说明的是,为了更清楚地展示出竖向钢丝一次折弯机构和竖向钢丝二次折弯机构弯折弹簧钢丝的效果,图9和图10在图中示出了竖向钢丝一次折弯机构和竖向钢丝二次折弯机构均在折弯弹簧钢丝的情形,而在本实施例的实际操作中,竖向钢丝二次折弯机构只有在竖向钢丝一次折弯机构完成一次折弯并复位后才能进行二次折弯。
[0024]
控制装置用于控制横向钢丝折弯机构、竖向钢丝一次折弯机构和竖向钢丝二次折弯机构的动作。本实施例中,控制装置包括plc控制器(图中未示出)。
[0025]
根据本发明实施例的汽车座椅靠背网格二次成型机构的工作过程大致如下。
[0026]
在对汽车座椅靠背网格9进行成型时,plc控制器控制一对一次折弯子机构4a的第一升降气缸431的活塞杆伸出,进而带动第二电机422上升。将未成型的汽车座椅靠背网格9放置在定位工装2上,使汽车座椅靠背网格9的三条横向钢丝91的两端分别放入六个折弯单元的第一定位销31a与第一折弯销31b之间的间隙中,两条竖向钢丝92的底端分别放入一对一次折弯子机构4a的第一轴套441的第二定位销441a和第二折弯销441b之间的间隙中。然后,plc控制器控制第一电机和第二电机422转动。第一电机带动第二齿轮332转动,第二齿
轮带动两条第一齿条341以及分别与两条第一齿条341相连的两个横向移动底座35横向移动,固定在每个横向移动底座35上的三条第二齿条362也随之移动,带动三个第一齿轮31转动,第一定位销31a与第一折弯销31b也随之转动,折弯二者间隙内的弹簧钢丝,形成第一弯钩911。第二电机422转动时带动第一轴套441转动,第二定位销441a和第二折弯销441b也随之转动,折弯二者间隙内的弹簧钢丝,形成第一折弯部9211。完成折弯后,plc控制器控制第一电机和第二电机422停止转动,然后控制一对一次折弯子机构4a的第一升降气缸431的活塞杆缩回,进而带动第二电机422复位。之后,plc控制器控制一对二次折弯子机构5a的第二升降气缸532的活塞杆伸出,进而带动第三电机523上升。将两条竖向钢丝92的第一折弯部9211的自由端分别伸入两个第二轴套542的第三定位销542a和第三折弯销542b之间的间隙中。plc控制器控制第三电机523转动,第三定位销542a和第三折弯销542b也随之转动,折弯二者间隙内的弹簧钢丝,形成第二折弯部9212。完成二次折弯后,将汽车座椅靠背网格9从定位工装2上取走,plc控制器控制一对二次折弯子机构5a的第二升降气缸532的活塞杆缩回,进而带动第三电机523复位。
[0027]
本发明具有以下优点:
[0028]
1、本发明实施例利用横向钢丝折弯机构在n条横向钢丝的两端分别形成第一弯钩,利用竖向钢丝一次折弯机构和竖向钢丝二次折弯机构在两条竖向钢丝的底端形成第二弯钩,从而实现了网格的自动成型,不但减少了操作人员的工作量,而且提高了成型的速度和效率,非常适用于大规模生产;
[0029]
2、本发明实施例通过调整折弯单元的数量,还可以灵活地适应不同型号的汽车座椅靠背网格的成型,适用范围广泛。
[0030]
以上描述是结合具体实施方式和附图对本发明所做的进一步说明。但是,本发明显然能够以多种不同于此描述的其它方法来实施,本领域技术人员可以在不违背本发明内容的情况下根据实际使用情况进行推广、演绎,因此,上述具体实施例的内容不应限制本发明确定的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips