
 商标分类
商标分类  商标转让
商标转让 
一种轮毂反挤压模的制作方法
 2021-01-29 15:01:06|
2021-01-29 15:01:06| 263|
263| 起点商标网
起点商标网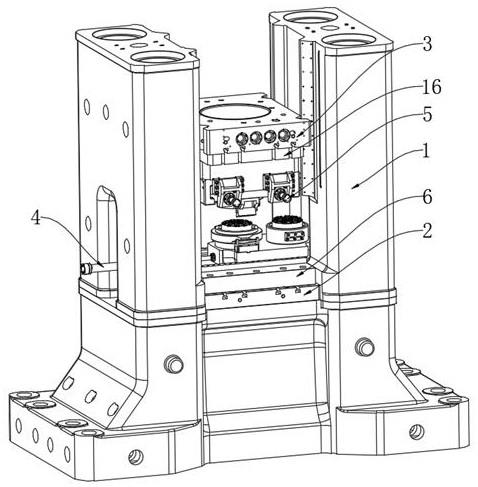
[0001]
本发明属于汽车模具技术领域,特别是涉及一种轮毂反挤压模。
背景技术:
[0002]
轮毂是轮胎内廓轮钢通过立柱连接的轮芯旋转部分,即支撑轮胎的中心装在轴上的金属部件,又叫轮圈、钢圈、轱辘、胎铃,它是汽车不可或缺的零件,轮毂主要有三种制造方法:重力铸造法、锻造法和低压精密铸造,其中,重力铸造法由于易产生砂眼,产品密度不均匀,表面不够平滑,逐渐被取代,而低压精密铸造需要在0.1mpa的低压下进行铸造,由于铸造条件较高,普及率较低,而锻造法是指整块铝锭由千吨的压力机在轮毂挤压模具上直接挤压成型,但是,现有的轮毂挤压模具都锻造轮毂时都是一次挤压成型,由于铝锭变型量较大,使得轮毂成品率只有五到六成,提高了生产成本,降低了生产效率。
技术实现要素:
[0003]
本发明的目的在于提供一种轮毂反挤压模,以解决了现有的问题:现有的轮毂挤压模具都锻造轮毂时都是一次挤压成型,由于铝锭变型量较大,使得轮毂成品率只有五到六成,提高了生产成本,降低了工作效率。
[0004]
为解决上述技术问题,本发明是通过以下技术方案实现的:本发明为一种轮毂反挤压模,包括压机、下机台、上机台、换芯活塞杆和卸料活塞杆,所述下机台和上机台装配于压机的内部,且所述上机台位于下机台的顶部,所述换芯活塞杆装配于压机的一端且位于下机台的一端,所述卸料活塞杆装配于压机的两侧且位于上机台的两侧;所述下机台的顶部固定有下底板,所述下底板的一端通过螺钉固定有下滑块限位支架,所述下底板顶部的两侧均固定有导轨,所述导轨的内部滑动连接有下滑台,且所述换芯活塞杆和下滑台通过螺栓固定连接,所述下滑台的顶部固定有精锻下模座,所述精锻下模座的顶部固定有精锻下模芯,所述精锻下模座的两侧均固定有精锻拉块;所述下滑台的顶部且位于精锻下模座的一端滑动连接有预锻下模座,所述下滑台和预锻下模座之间均布装配有若干矩形弹簧,所述预锻下模座的顶部通过螺钉固定有锁紧块挡块,所述下滑台的顶部且位于预锻下模座的两侧均固定有预锻下模芯;所述上机台的底部固定有上底板,所述上底板的底部固定有上导向座,所述上导向座的一侧固定有第一油缸支架,所述上导向座的另一侧固定有第二油缸支架,所述上导向座的两端均固定有上模导板,所述上底板的底部且位于上导向座的内部滑动连接有上模芯垫块,所述上底板和上模芯垫块之间均布装配有若干第一弹性元件,所述上底板的底部且位于上模芯垫块的内部滑动连接有精锻上模芯,所述上底板和精锻上模芯之间均布装配有若干第二弹性元件,所述上导向座的底部滑动连接有第一滑板和第二滑板,所述第一滑板位于第二滑板的一侧,且所述上模导板和第一滑板、上模导板和第二滑板之间均为滑动连接,其中位于上机台一侧的卸料活塞杆贯穿第一油缸支架与第一滑板固定连接,其中位于上机
台另一侧的卸料活塞杆贯穿第二油缸支架与第二滑板固定连接;所述第一滑板和第二滑板的底部均固定有若干上模限位座,所述第一滑板和第二滑板的底部均固定有支座,所述第一滑板和第二滑板的底部均固定有哈夫圈,所述哈夫圈的外侧均转动连接有拉板。
[0005]
进一步的,所述下滑台底部的四个端角均装配有滚轮组件,所述滚轮组件的下底面和下底板的顶部贴合,使得便于减小下底板和下滑台之间的摩擦力。
[0006]
进一步的,所述导轨和下滑台、上模导板和第一滑板、上模导板和第二滑板之间均为间隙配合。
[0007]
进一步的,所述精锻下模芯和预锻下模芯的材质均为h13,热处理洛氏硬度为hrc48-51。
[0008]
进一步的,所述上导向座顶部的两端均开设有限位凸台,便于对第一滑板和第二滑板限位。
[0009]
进一步的,所述上底板的内部固定有若干限位导柱,所述上模芯垫块的内部开设有若干导套固定通孔,所述导套固定通孔的内部均固定有石墨导套,所述限位导柱贯穿所述石墨导套,所述上底板和上模芯垫块通过所述限位导柱和石墨导套配合滑动连接。
[0010]
进一步的,所述上底板的底部均布开设有若干螺栓过孔,所述精锻上模芯的底部均布固定有若干限位螺栓,所述限位螺栓贯穿所述螺栓过孔,所述上底板和精锻上模芯通过所述限位螺栓滑动连接。
[0011]
进一步的,所述第一弹性元件和第二弹性元件均为螺旋弹簧。
[0012]
本发明具有以下有益效果:本发明通过换芯活塞杆、导轨、下滑台、精锻下模芯和预锻下模芯之间的相互配合,使得装置在锻压轮毂时,先对铝锭进行预锻压,再进行精锻压,避免铝锭一次成型变型量较大,提高了轮毂的成品率,降低了生产成本,提高了生产效率。
[0013]
当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
[0014]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0015]
图1为本发明整体的结构示意图;图2为本发明局部的结构示意图;图3为本发明局部结构的左视图;图4为下底板的结构示意图;图5为下底板的结构左视图;图6为上底板的结构示意图;图7为上底板的结构爆炸图;图8为上底板结构的俯视爆炸图。
[0016]
附图中,各标号所代表的部件列表如下:
1、压机;2、下机台;3、上机台;4、换芯活塞杆;5、卸料活塞杆;6、下底板;7、导轨;8、下滑台;9、精锻下模座;10、精锻下模芯;11、精锻拉块;12、预锻下模座;13、锁紧块挡块;14、预锻下模芯;15、下滑块限位支架;16、上底板;17、上导向座;18、第一油缸支架;19、第二油缸支架;20、上模导板;21、上模芯垫块;22、第一弹性元件;23、精锻上模芯;24、第二弹性元件;25、第一滑板;26、第二滑板;27、上模限位座;28、支座;29、哈夫圈;30、拉板。
具体实施方式
[0017]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0018]
请参阅图1-8所示,本发明为一种轮毂反挤压模,包括压机1、下机台2、上机台3、换芯活塞杆4和卸料活塞杆5,下机台2和上机台3装配于压机1的内部,且上机台3位于下机台2的顶部,换芯活塞杆4装配于压机1的一端且位于下机台2的一端,卸料活塞杆5装配于压机1的两侧且位于上机台3的两侧;下机台2的顶部固定有下底板6,下底板6的一端通过螺钉固定有下滑块限位支架15,下底板6顶部的两侧均固定有导轨7,导轨7的内部滑动连接有下滑台8,且换芯活塞杆4和下滑台8通过螺栓固定连接,下滑台8的顶部固定有精锻下模座9,精锻下模座9的顶部固定有精锻下模芯10,精锻下模座9的两侧均固定有精锻拉块11;下滑台8的顶部且位于精锻下模座9的一端滑动连接有预锻下模座12,下滑台8和预锻下模座12之间均布装配有若干矩形弹簧,预锻下模座12的顶部通过螺钉固定有锁紧块挡块13,下滑台8的顶部且位于预锻下模座12的两侧均固定有预锻下模芯14;上机台3的底部固定有上底板16,上底板16的底部固定有上导向座17,上导向座17的一侧固定有第一油缸支架18,上导向座17的另一侧固定有第二油缸支架19,上导向座17的两端均固定有上模导板20,上底板16的底部且位于上导向座17的内部滑动连接有上模芯垫块21,上底板16和上模芯垫块21之间均布装配有若干第一弹性元件22,上底板16的底部且位于上模芯垫块21的内部滑动连接有精锻上模芯23,上底板16和精锻上模芯23之间均布装配有若干第二弹性元件24,上导向座17的底部滑动连接有第一滑板25和第二滑板26,第一滑板25位于第二滑板26的一侧,且上模导板20和第一滑板25、上模导板20和第二滑板26之间均为滑动连接,其中位于上机台3一侧的卸料活塞杆5贯穿第一油缸支架18与第一滑板25固定连接,其中位于上机台3另一侧的卸料活塞杆5贯穿第二油缸支架19与第二滑板26固定连接;第一滑板25和第二滑板26的底部均固定有若干上模限位座27,第一滑板25和第二滑板26的底部均固定有支座28,第一滑板25和第二滑板26的底部均固定有哈夫圈29,哈夫圈29的外侧均转动连接有拉板30;在此,下滑台8底部的四个端角均装配有滚轮组件,滚轮组件的下底面和下底板6的顶部贴合,使得便于减小下底板6和下滑台8之间的摩擦力,便于换芯活塞杆4拉动下滑台8;在此,导轨7和下滑台8、上模导板20和第一滑板25、上模导板20和第二滑板26之间均为间隙配合;
在此,精锻下模芯10和预锻下模芯14的材质均为h13,热处理洛氏硬度为hrc48-51;在此,上导向座17顶部的两端均开设有限位凸台,便于对第一滑板25和第二滑板26限位;在此,上底板16的内部固定有若干限位导柱,上模芯垫块21的内部开设有若干导套固定通孔,导套固定通孔的内部均固定有石墨导套,限位导柱贯穿石墨导套,上底板16和上模芯垫块21通过限位导柱和石墨导套配合滑动连接;在此,上底板16的底部均布开设有若干螺栓过孔,精锻上模芯23的底部均布固定有若干限位螺栓,限位螺栓贯穿螺栓过孔,上底板16和精锻上模芯23通过限位螺栓滑动连接;在此,第一弹性元件22和第二弹性元件24均为螺旋弹簧。
[0019]
本实施例的一个具体应用为:将铝锭放置于锁紧块挡块13的顶部,启动装置,使得上机台3向下移动,通过上机台3和上底板16的固定连接,使得上机台3带动上底板16移动,进而使得哈夫圈29和锁紧块挡块13配合形成成型腔;上底板16继续向下移动,带动精锻上模芯23向下移动,使得精锻上模芯23对铝锭形成挤压,配合锁紧块挡块13使得精锻上模芯23对铝锭形成预锻压,预锻压后铝锭发生变形,使得哈夫圈29对预锻压后的轮毂形成夹持;控制装置,使得上机台3向上移动,进而使得哈夫圈29带动预锻压后的轮毂向上移动,启动换芯活塞杆4,通过换芯活塞杆4和下滑台8的固定连接,使得换芯活塞杆4带动下滑台8移动,进而使得下滑台8带动精锻下模芯10和锁紧块挡块13移动,进而使得精锻下模芯10位于精锻上模芯23的底部;启动装置,使得上机台3向下移动,进而使得哈夫圈29带动预锻压后的轮毂向下移动,进而使得精锻上模芯23和精锻下模芯10配合,对预锻压后的轮毂进行精锻压,进而使铝锭经过两次锻压成型,避免一次成型的变型量较大导致成品率较低,进而提高了生产效率,降低了生产成本;当轮毂锻压成型后,使得上机台3向上移动,启动卸料活塞杆5,卸料活塞杆5带动第一滑板25和第二滑板26互相远离,进而使得哈夫圈29不再对轮毂形成固定,进而对轮毂实现卸料。
[0020]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0021]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips