
 商标分类
商标分类  商标转让
商标转让 
一种钢索自动定尺下料机的制作方法
 2021-01-29 15:01:53|
2021-01-29 15:01:53| 197|
197| 起点商标网
起点商标网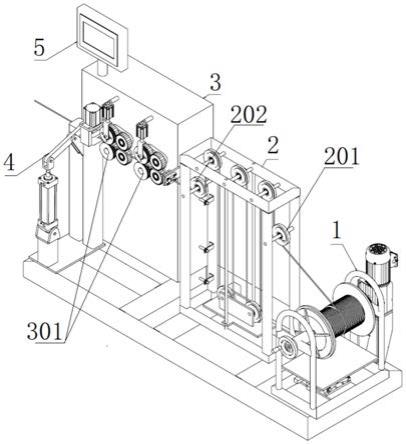
[0001]
本发明涉及钢索下料机技术领域,特别涉及一种钢索自动定尺下料机。
背景技术:
[0002]
钢索在很多领域都得到了广泛的应用,尤其是在建筑行业以及工业生产行业起到了极其重要的作用。在钢索应用过程中,作为产品的零件钢索,在买进原材料时,钢索是成辊的或不带辊的数百米长的一捆,企业需根据产品设计要求量取所需长度逐根裁剪下料。
[0003]
目前的钢索下料方式有两种,一是人工下料,下料时需两人协同,利用简易工装,先将钢索穿过刀具的小孔,一人牵拉钢索至所需长度,另一人从切刀后将钢索拉紧,操作切刀将钢索切断,人工下料需两人协同作业,将钢索从钢索辊上拉出,当所需钢索长度太长时,牵拉钢索需来回走动,这种方法既费工又费力,且生产效率低;二是利用下料机下料,由于下料机上只有一对驱动辊直接拉动钢索辊,且两辊中只有一个辊是驱动辊另一个辊是压紧辊,由于驱动辊与钢索之间的摩擦力不能完全克服钢索辊的惯性力,钢索在被牵拉的过程中会出现打滑的现象,不能保证下料精度。
[0004]
因此,如何提高钢索的下料精度及效率,是本领域技术人员亟待解决的技术问题。
技术实现要素:
[0005]
本发明的目的是提供一种钢索自动定尺下料机,能够提高钢索的下料精度及效率。
[0006]
为解决上述技术问题,本发明提供一种钢索自动定尺下料机,包括开卷机构、储料装置、拉料机构和切断机构,所述开卷机构的辊芯用于缠绕钢索,所述储料装置的后滑轮与所述开卷机构连接,用于将所述开卷机构的辊芯上的钢索输送至所述储料装置内,所述储料装置的前滑轮与所述拉料机构的牵引辊组连接,所述切断机构设置于所述拉料机构的出料端。
[0007]
优选地,还包括设置于所述拉料机构上的控制装置。
[0008]
优选地,所述储料装置包括机架、固定滑轮组、动滑轮组及接近开关,所述后滑轮和所述前滑轮分别对应设置在所述机架侧边上,所述固定滑轮组安装于所述机架上端,所述动滑轮组可滑动地设置于所述机架内,所述接近开关的数量为至少2个,且所述接近开关依次沿所述机架的高度方向设置。
[0009]
优选地,所述固定滑轮组的滑轮与所述动滑轮组的滑轮呈间隔设置。
[0010]
优选地,所述储料装置还包括动滑轮架和导向杆,所述动滑轮组安装于所述动滑轮架内,所述动滑轮架与所述导向杆滑动连接。
[0011]
优选地,所述拉料机构内设有至少两组所述牵引辊组。
[0012]
优选地,所述牵引辊组包括上牵引轮和下牵引轮,所述上牵引轮和下牵引轮均设置有钢索槽。
[0013]
优选地,所述牵引辊组还包括第一齿轮、第二齿轮、第三齿轮和第四齿轮,所述第
一齿轮与所述下牵引轮连接,所述第四齿轮与所述上牵引轮连接,所述第二齿轮分别与所述第一齿轮和所述第三齿轮啮合,所述第四齿轮与所述第三齿轮啮合。
[0014]
优选地,所述上牵引轮和下牵引轮均设置有至少两条宽度不同的所述钢索槽。
[0015]
优选地,所述钢索槽为v型槽。
[0016]
本发明所提供的钢索自动定尺下料机,包括开卷机构、储料装置、拉料机构和切断机构,开卷机构的辊芯用于缠绕钢索,储料装置的后滑轮与开卷机构连接,用于将开卷机构的辊芯上的钢索输送至储料装置内,储料装置的前滑轮与拉料机构的牵引辊组连接,切断机构设置于拉料机构的出料端。本申请公开的钢索自动定尺下料机,下料作业开始前需先穿钢索,钢索初始状态为缠绕于开卷机构上,钢索从开卷机构通过储料装置的后滑轮穿过储料装置,起到储存作用,然后钢索从储料装置的前滑轮绕出,进入到拉料机构,拉料机构将钢索从储料装置中拉出,最后钢索从切断机构的导向孔伸出,钢索准备好后,切断机构按照设定好的下料长度及根数后开始下料,拉料机构牵动钢索伸出,当钢索伸出长度达到设定值后拉料机构停止运转,切断机构上的压块将钢索压住,切刀动作将钢索切断,完成一根钢索的下料,切断机构上的压块升起,拉料机构继续运转,进行下一根钢索下料,节省了人工下料花费的大量人力物力,提高了下料效率。
附图说明
[0017]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
[0018]
图1为本发明所提供的一种具体实施方式的整体结构示意图;
[0019]
图2为图1所示的储料装置结构示意图;
[0020]
图3为图1所示的牵引辊组结构示意图。
[0021]
其中,图1-图3中:
[0022]
开卷机构—1,储料装置—2,后滑轮—201,前滑轮—202,机架—203,固定滑轮组—204,动滑轮组—205,接近开关—206,动滑轮架—207,导向杆—208,拉料机构—3,牵引辊组—301,上牵引轮—3011,下牵引轮—3012,第一齿轮—3013,第二齿轮—3014,第三齿轮—3015,第四齿轮—3016,切断机构—4,控制装置—5。
具体实施方式
[0023]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0024]
请参考图1至图3,图1为本发明所提供的一种具体实施方式的整体结构示意图;图2为图1所示的储料装置结构示意图;图3为图1所示的牵引辊组结构示意图。
[0025]
在本发明所提供的一种具体实施方式中,主要包括开卷机构1、储料装置2、拉料机构3和切断机构4,开卷机构1的辊芯用于缠绕钢索,储料装置2的后滑轮201与开卷机构1连
接,用于将开卷机构1的辊芯上的钢索输送至储料装置2内,储料装置2的前滑轮202与拉料机构3的牵引辊组301连接,切断机构4设置于拉料机构3的出料端。
[0026]
其中,开卷机构1的辊芯用于缠绕钢索,储料装置2的后滑轮201与开卷机构1连接,用于将开卷机构1的辊芯上的钢索输送至储料装置2内,储料装置2的前滑轮202与拉料机构3的牵引辊组301连接,储料装置2的前滑轮202用于将储料装置2中的钢索导向至拉料机构3,拉料机构3用于对钢索进行牵引至切断机构4,切断机构4设置于拉料机构3的出料端,切断机构4用于切断钢索。
[0027]
具体的,在实际的应用过程当中,下料作业开始前需先穿钢索,钢索初始状态为缠绕于开卷机构1上,钢索从开卷机构1通过储料装置2的后滑轮201穿过储料装置2,起到储存作用,然后钢索从储料装置2的前滑轮202绕出,进入到拉料机构3,拉料机构3将钢索从储料装置2中拉出,最后钢索从切断机构4的导向孔伸出,钢索准备好后,切断机构4按照设定好的下料长度及根数后开始下料,拉料机构3牵动钢索伸出,当钢索伸出长度达到设定值后拉料机构3停止运转,切断机构4上的压块将钢索压住,切刀动作将钢索切断,完成一根钢索的下料,切断机构4上的压块升起,拉料机构3继续运转,进行下一根钢索下料。
[0028]
为了优化上述实施例当中钢索自动定尺下料机具有自动下料的优点,钢索自动定尺下料机还包括设置于拉料机构3上的控制装置5。在下料作业开始前,对控制装置5进行参数设置,包括开卷机构1的开卷速度、储料装置2的限位控制、拉料机构3的拉料速度以及切断机构4的切断参数,在设置好上述参数后,即可开始进行下料,钢索初始状态为缠绕于开卷机构1上,钢索从开卷机构1通过储料装置2的后滑轮201穿过储料装置2,起到储存作用,然后钢索从储料装置2的前滑轮202绕出,进入到拉料机构3,拉料机构3将钢索从储料装置2中拉出,最后钢索从切断机构4的导向孔伸出,钢索准备好后,切断机构4按照设定好的下料长度及根数后开始下料,拉料机构3通过设定好的拉料速度牵动钢索伸出,当钢索伸出长度达到控制装置5设定值后,拉料机构3停止运转,控制装置5控制切断机构4上的压块将钢索压住,控制装置5控制切刀动作将钢索切断,完成一根钢索的下料,控制装置5控制切断机构4上的压块升起,控制装置5控制拉料机构3继续运转,进行下一根钢索下料,实现了下料的全自动化,提高下料效率。
[0029]
基于此为了提高钢索的下料效率,储料装置2包括机架203、固定滑轮组204、动滑轮组205及接近开关206,后滑轮201和前滑轮202分别对应设置在机架203侧边上,固定滑轮组204安装于机架203上端,动滑轮组205可滑动地设置于机架203内,接近开关206的数量为至少2个,且接近开关206依次沿机架203的高度方向设置。从钢索辊出来的钢索绕过固定滑轮组204和动滑轮组205后至拉料机构3,下料时,拉料机构3牵拉钢索,当拉料机构3的拉料速度高于钢索辊的开卷机构1出料速度时,缠绕在动滑轮组205上的钢索余量减少,使动滑轮组205上移,动滑轮组205上移触发第一个接近开关206,说明开卷机构1放料速度过慢,开卷机构1加速;动滑轮组205继续上移触发第二个接近开关206,缠绕在动滑轮组205上的钢索余量不足以补充拉料机构3的下料速度,说明钢索辊已放不出料,拉料机构3停机;当动滑轮组205下移触发第三个接近开关206时,开卷机构1速度过快,缠绕在动滑轮组205上的钢索余量增加,此时需要开卷机构1减速;当动滑轮组205下移触发第四个接近开关206时,说明开卷机构1速度过快,缠绕在动滑轮组205上的钢索余量增加到最大限度,需要开卷机构1停机,防止放出过多的钢索而导致钢索缠绕,提高了钢索的效率。需要说明的是,固定滑轮
组204的滑轮与动滑轮组205的滑轮呈间隔设置。间隔设置的固定滑轮组204与动滑轮组205,使钢索可以按照互相不影响的轨迹进行下料,避免了钢索出现缠绕的情况,提高了下料效率。
[0030]
需要说明的是,储料装置2还包括动滑轮架207和导向杆208,动滑轮组205安装于动滑轮架207内,动滑轮架207与导向杆208滑动连接。本申请是通过动滑轮组205、接近开关206的配合对开卷机构1和拉料机构3进行速度调整实现钢索下料的,而在动滑轮组205带动钢索触碰接近开关206的过程中,需要钢索具有相对稳定的状态,因此,通过动滑轮组205安装于动滑轮架207上,并将动滑轮架207设置于导向杆208上,可以使动滑轮组205在进行上下移动时,按照导向杆208的引导进行移动,从而规范了动滑轮组205的移动方向,使钢索下料的同时具有更加稳定的余量缩小和增加,避免了过多拉出的钢索容易相互缠绕,保证了下料速度。
[0031]
进一步地,拉料机构3内设有至少两组牵引辊组301;牵引辊组301包括上牵引轮3011和下牵引轮3012,上牵引轮3011和下牵引轮3012均设置有钢索槽;牵引辊组301还包括第一齿轮3013、第二齿轮3014、第三齿轮3015和第四齿轮3016,第一齿轮3013与下牵引轮3012连接,第四齿轮3016与上牵引轮3011连接,第二齿轮3014分别与第一齿轮3013和第三齿轮3015啮合,第四齿轮3016与第三齿轮3015啮合。本申请通过双主动牵引辊来实现对钢索的下料,钢索从储料装置2进入到拉料机构3内,钢索放入上牵引轮3011和下牵引轮3012之间对应的线槽中后,驱动电机带动下牵引轮3012和第一齿轮3013转动,由于第一齿轮3013和第二齿轮3014啮合,第一齿轮3013转动带动第二齿轮3014转动,由于第二齿轮3014和第三齿轮3015啮合,第二齿轮3014转动带动第三齿轮3015转动,由于第三齿轮3015和第四齿轮3016啮合,第三齿轮3015转动带动第四齿轮3016转动,又由于第四齿轮3016与上牵引轮3011同轴连接,第四齿轮3016转动带动上牵引轮3011转动,如此,便使上牵引轮3011和下牵引轮3012均对钢索施加牵引力,且均为主动牵引,避免出现钢索打滑现象,保证下料的速度和精度。
[0032]
进一步地,上牵引轮3011和下牵引轮3012均设置有至少两条宽度不同的钢索槽;钢索槽为v型槽。上牵引轮3011和下牵引轮3012的圆周上加工有至少两条v型槽,分别用于不同直径的钢索下料,在上牵引轮3011和下牵引轮3012增加v型槽后,钢索与上牵引轮3011和下牵引轮3012有四个位置接触,在上牵引轮3011和下牵引轮3012都是主动轮的情况下,上牵引轮3011和下牵引轮3012施加到钢索上的牵引力会因接触点的增加而增加,从而更加效率地对钢索进行牵引。
[0033]
综上所述,本实施例所提供的钢索自动定尺下料机主要包括开卷机构、储料装置、拉料机构和切断机构,开卷机构的辊芯用于缠绕钢索,储料装置的后滑轮与开卷机构连接,用于将开卷机构的辊芯上的钢索输送至储料装置内,储料装置的前滑轮与拉料机构的牵引辊组连接,切断机构设置于拉料机构的出料端。本申请公开的钢索自动定尺下料机,下料作业开始前需先穿钢索,钢索初始状态为缠绕于开卷机构上,钢索从开卷机构通过储料装置的后滑轮穿过储料装置,起到储存作用,然后钢索从储料装置的前滑轮绕出,进入到拉料机构,拉料机构将钢索从储料装置中拉出,最后钢索从切断机构的导向孔伸出,钢索准备好后,切断机构按照设定好的下料长度及根数后开始下料,拉料机构牵动钢索伸出,当钢索伸出长度达到设定值后拉料机构停止运转,切断机构上的压块将钢索压住,切刀动作将钢索
切断,完成一根钢索的下料,切断机构上的压块升起,拉料机构继续运转,进行下一根钢索下料,节省了人工下料花费的大量人力物力,提高了下料效率。
[0034]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips