
 商标分类
商标分类  商标转让
商标转让 
一种奥氏体耐热钢焊丝及制备方法及应用与流程
 2021-01-29 15:01:38|
2021-01-29 15:01:38| 316|
316| 起点商标网
起点商标网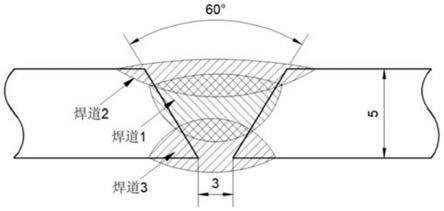
[0001]
本发明属于焊接材料技术领域,焊接材料技术领域,具体涉及一种奥氏体耐热钢焊丝及制备方法及应用。
背景技术:
[0002]
核电在提供大量能源的过程中不可避免的会产生高放射性废物,将放射性废物高温煅烧玻璃化处理后进行地质深埋处理是目前较为妥善的高放废物处理方法。放射性废物玻璃化处理是指将放射性废液转化为玻璃固化体的过程,这是一种已达到商用规模的放射性废液固化方法。通过将放射性废液在高温下熔制成玻璃体,使放射性核素固定在玻璃体内,再将熔铸好的玻璃体浇注到贮罐内。
[0003]
由于放射性废物玻璃化工艺决定需要将熔融的高放废物在高温浇注到包装容器(玻璃体贮罐)中进行固化。因而,高放核废物玻璃固化体包装容器需要承受高放废物玻璃体超高温浇注冲击不发生变形开裂,且包装容器运输过程中需要一定抵抗外界冲击开裂的性能。
[0004]
新型的高温用奥氏体耐热钢可成为高放核废物包装容器的候选材料,设计开发其配套用超高温奥氏体耐热钢焊材是推动新材料应用以及包装容器可靠服役的重要基础。
技术实现要素:
[0005]
本发明的目的在于提供一种奥氏体耐热钢焊丝及制备方法及应用,所制备的焊丝适用于高放核废物玻璃固化体包装容器的焊接,其高温强度高,抗氧化性好,冲击韧性好。
[0006]
本发明的目的是提供一种奥氏体耐热钢焊丝,按重量百分比计,该焊丝化学成分如下:c:0.04-0.10%;cr:18.0~21.0%;ni:23.0~26.0%;mn:0.7~1.5%;si:0.6~1.0%;nb:0.3~0.8%;w:1.5~2.5%;cu:1.0~2.0%;al:1.0~2.5%;b:≤80ppm;fe余量。
[0007]
作为优选,按重量百分比计,该焊丝化学成分还包括:s≤0.001%;p≤0.003%;h≤2ppm;n≤0.001%;o≤0.001%。
[0008]
作为优选,按重量百分比计,该焊丝化学成分如下,c:0.087%、cr:19.95%、ni:24.96%、mn:1.45%、si:0.8%、nb:0.6%、w:1.8%、cu:1.8%,al:1.5%、b:0.0050%,p:0.0020%、s:0.001%,n:≤0.001%,余量为fe。
[0009]
作为优选,按重量百分比计,该焊丝化学成分如下,c:0.077%、cr:19.94%、ni:24.95%、mn:1.42%、si:0.78%、nb:0.4%、w:2.4%、cu:1.6%,al:2.0%、b:0.0060%,p:0.0020%、s:0.001%、n:≤0.001%,余量为fe。
[0010]
作为优选,按重量百分比计,该焊丝化学成分如下,c:0.085%、cr:19.98%、ni:25.26%、mn:1.35%、si:0.65%、nb:0.8%、w:2.0%、cu:2.0%,al:1.46%、b:0.0040%,p:0.0020%、s:0.001%、n:≤0.001%,余量为fe。
[0011]
作为优选,按重量百分比计,该焊丝化学成分如下,c:0.081%、cr:20.05%、ni:
24.86%、mn:1.45%、si:0.70%、nb:0.65%、w:1.9%、cu:1.8%,al:2.3%、b:0.0055%,p:0.0020%、s:0.001%、n:≤0.001%,余量为fe。
[0012]
本发明还提供一种如上述所述的一种奥氏体耐热钢焊丝的制备方法,包括以下步骤:
[0013]
s1:采用真空熔炼、电渣重熔工艺炼制母合金钢锭,将钢锭冒口和表面氧化皮去除后在1150℃~1200℃保温1~1.5h后,锻造成40
×
40mm的方棒;
[0014]
s2:在1100~1130℃保温30~60min后热连轧成直径φ8mm的盘条;
[0015]
s3:将盘条采用酸洗、机械研磨的方式去除表面氧化皮,经过多道冷拉拔制成目标直径焊丝;
[0016]
s4:冷拉后焊丝需经过退火、酸洗,使得焊丝的抗拉强度为1100~1200mpa。
[0017]
作为优选,在s3步骤中,冷拉拔过程中当变形量超过60%时,需要氢退。
[0018]
本发明还提供一种如上述所述的奥氏体耐热钢焊丝的应用。奥氏体耐热钢焊丝可用于奥氏体耐热钢,镍基高温合金、低合金钢材料的焊接。
[0019]
有益效果
[0020]
与现有技术相比,本发明的有益效果是:
[0021]
1、采用本发明提供的焊丝焊接后,熔敷金属高温强度高,抗高温氧化性能好,且焊接过程稳定,无缺陷,工艺性能好,成品率高。
[0022]
2、奥氏体耐热钢焊丝不仅可以应用在核电高放废物熔融玻璃体包装容器的制备加工中,还可以应用在火电、化工等领域要求超高温高强耐腐蚀抗氧化器件的制备加工中。
附图说明
[0023]
图1为本发明实施例及比较例焊接坡口尺寸图(单位:mm);
[0024]
图2为本发明实施例1所得焊缝的典型金相组织,其中图2-a为100微米下金相结构,图2-b为20微米下金相结构;
具体实施方式
[0025]
为了理解本发明,下面结合实施例对本发明作进一步说明。
[0026]
实施例1:
[0027]
一种奥氏体耐热钢焊丝,按重量百分比计,其化学成分如下:c:0.087%、cr:19.95%、ni:24.96%、mn:1.45%、si:0.8%、nb:0.6%、w:1.8%、cu:1.8%,al:1.5%、b:0.0050%,p:0.0020%、s:0.001%,n:≤0.001%,余量为fe。
[0028]
实施例2:
[0029]
一种奥氏体耐热钢焊丝,按重量百分比计,其化学成分如下:c:0.077%、cr:19.94%、ni:24.95%、mn:1.42%、si:0.78%、nb:0.4%、w:2.4%、cu:1.6%,al:2.0%、b:0.0060%,p:0.0020%、s:0.001%、n:≤0.001%,余量为fe。
[0030]
实施例3
[0031]
一种奥氏体耐热钢焊丝,按重量百分比计,其化学成分如下:c:0.085%、cr:19.98%、ni:25.26%、mn:1.35%、si:0.65%、nb:0.8%、w:2.0%、cu:2.0%,al:1.46%、b:0.0040%,p:0.0020%、s:0.001%、n:≤0.001%,余量为fe。
[0032]
实施例4
[0033]
一种奥氏体耐热钢焊丝,按重量百分比计,其化学成分如下:c:0.081%、cr:20.05%、ni:24.86%、mn:1.45%、si:0.70%、nb:0.65%、w:1.9%、cu:1.8%,al:2.3%、b:0.0055%,p:0.0020%、s:0.001%、n:≤0.001%,余量为fe。
[0034]
为考察本发明的奥氏体耐热钢焊丝与普通奥氏体焊丝力学性能的不同,本发明还设置了对比例,其化学成分如对比例1所示:
[0035]
对比例1
[0036]
一种奥氏体耐热钢焊丝,按重量百分比计,其化学成分如下:c:0.12%、cr:19.96%、ni:24.95%、mn:1.45%、si:0.4%、nb:0.2%、cu:1.8%,b:0.0050%,p:0.0020%、s:0.001%、n:≤0.001%,余量为fe。
[0037]
将实施例1-4和对比例1中所制备的焊丝按表1焊接规范和图1所示焊接坡口尺寸制成试样后,按相关标准要求,测定焊接接头在室温和1100℃下的力学性能。
[0038]
焊接规范如下表1所示:
[0039][0040]
表1
[0041]
实施例1-4和对比例1中焊缝在室温下力学性能结果如表2所示:
[0042][0043]
表2
[0044]
实施例1-4和对比例1中焊缝在1100℃下力学性能结果如表3所示:
[0045][0046]
表3
[0047]
由表2和表3给出的本发明的实施例1-4与对比例1焊缝在室温与1100℃力学性能数据可知,本发明奥氏体耐热钢焊丝的焊缝性能要求满足:实施例1-4的奥氏体耐热钢焊丝在室温下,其抗拉强度σ
b
>690mpa,屈服强度σ
p0.2
>480mpa,伸长率a≥30%;在1100℃温度下,奥氏体耐热钢焊丝抗拉强度σ
b
>130mpa,屈服强度σ
p0.2
>100mpa,伸长率≥25%,1100℃氧化失重速率<0.5g m-2
h-1
。
[0048]
由表2和表3中实施例1-4和对比例1数据可知:采用本发明设计的超高温用奥氏体耐热钢焊丝成分,实施例1-4所制得奥氏体耐热钢焊丝满足本发明的性能要求。对比例中c含量高于本发明范围,nb含量低于本发明范围,且不含w和al元素,对比例焊缝的高温强度及氧化性能不满足本发明的设计要求,高温断后伸长率也低于本发明设计要求。
[0049]
实施例6
[0050]
一种奥氏体耐热钢焊丝的制备方法,包括以下步骤:
[0051]
s1:采用真空熔炼、电渣重熔工艺炼制母合金钢锭,将钢锭冒口和表面氧化皮去除后在1150℃保温1.5h后,锻造成40
×
40mm的方棒;
[0052]
s2:在1100℃保温60min后热连轧成直径φ8mm的盘条;
[0053]
s3:将盘条采用酸洗、机械研磨的方式去除表面氧化皮,经过多道冷拉拔制成目标直径焊丝;
[0054]
s4:冷拉后焊丝需经过退火、酸洗,使得焊丝的抗拉强度为1100mpa。
[0055]
实施例7
[0056]
一种奥氏体耐热钢焊丝的制备方法,其特征在于,包括以下步骤:
[0057]
s1:采用真空熔炼、电渣重熔工艺炼制母合金钢锭,将钢锭冒口和表面氧化皮去除后在1200℃保温1h后,锻造成40
×
40mm的方棒;
[0058]
s2:在1130℃保温30min后热连轧成直径φ8mm的盘条;
[0059]
s3:将盘条采用酸洗、机械研磨的方式去除表面氧化皮,经过多道冷拉拔制成目标直径焊丝;
[0060]
s4:冷拉后焊丝需经过退火、酸洗,使得焊丝的抗拉强度为1200mpa。
[0061]
实施例8
[0062]
一种奥氏体耐热钢焊丝的制备方法,其特征在于,包括以下步骤:
[0063]
s1:采用真空熔炼、电渣重熔工艺炼制母合金钢锭,将钢锭冒口和表面氧化皮去除后在1180℃保温1.5h后,锻造成40
×
40mm的方棒;
[0064]
s2:在1130℃保温60min后热连轧成直径φ8mm的盘条;
[0065]
s3:将盘条采用酸洗、机械研磨的方式去除表面氧化皮,经过多道冷拉拔制成目标直径焊丝;
[0066]
s4:冷拉后焊丝需经过退火、酸洗,使得焊丝的抗拉强度为1200mpa。
[0067]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何的简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips