
 商标分类
商标分类  商标转让
商标转让 
用于装配重卡轮毂总成螺栓的自动压装机及其压装方法与流程
 2021-01-29 15:01:46|
2021-01-29 15:01:46| 229|
229| 起点商标网
起点商标网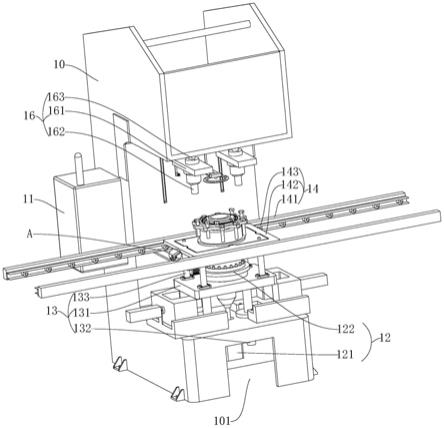
[0001]
本发明涉及压装机,尤其涉及用于装配重卡轮毂总成螺栓的自动压装机及其压装方法。
背景技术:
[0002]
重卡在行驶过程中承载着汽车的巨大重量、制动扭矩、驱动扭矩以及在行驶过程中所产生的各种交变载荷等,故车轮在使用过程中必须要保证和汽车前后轴总成能可靠的连接。根据汽车构造,通过轮毂螺栓和轮毂螺母把轮毂轴承总成和车轮相连固联在车桥上,使车轮总成能够实现动力的传递和汽车的承载,因此轮毂螺栓是汽车中很重要的一个零部件。由于车轮的高速旋转和车辆的颠簸,会导致轮毂螺栓与法兰盘轮毂之间的夹紧力逐渐削弱,最终使两零件之间的配合螺纹发生相对运动。如果两零件之间的装配的不当,或者紧固技术落后的话,对质量的影响很大,容易存在安全隐患。轮毂螺栓副的失效将导致很严重的后果,可能导致行驶中的车辆的车轮飞出,会引发严重的交通事故,不但会造成重大的财产损失,还会导致人员伤亡的惨剧。采用传统的人工装配螺栓的方式,不仅压装不到位,还很可能会出现漏装的现象。
[0003]
为了减省人力成本和提高安装精度,通过人们的不断创新,自动化的压装机就出现了,现有的压装机自动程度还交底,需要人工手动或者吊机将轮毂总成抬到放置轮毂的底座上,例如申请号201610051238.6的一种轮鼓螺栓自动压装机、压头装置及其压板。该技术的压头装置中的压杆数量与轮毂总成带压的螺栓数量相同,由于螺栓放置在轮毂总成上时可能会有偏差,当压头装置压装时,因为一颗螺栓的原因,导致全部螺栓无法压到位。
技术实现要素:
[0004]
本发明针对现有技术中压装机可靠性差的缺点,提供用于装配重卡轮毂总成螺栓的自动压装机及其压装方法。
[0005]
为了解决上述技术问题,本发明通过下述技术方案得以解决:
[0006]
用于装配重卡轮毂总成螺栓的自动压装机,包括支架和控制器,支架上端部设有压紧装置,支架下端部设有用于支撑轮毂总成的旋转装置和用于升降旋转装置的升降装置;旋转装置与压紧装置之间设有用于输送轮毂总成的输送装置,输送装置包括两根相对设置的导轨和用于输送轮毂总成的运载台,每根导轨上都设有传送带,运载台两端分别放置在两根导轨的传送带上,两根导轨之间固定有挡料定位机构,挡料定位机构包括固定板、限位板、滚轮和弹簧,固定板固定在两根导轨下端面之间,限位板一端通过销轴铰接在固定板上,其另一端向上倾斜与滚轮连接,弹簧固定在固定板与限位板之间,运载台下端面设有供滚轮行走的轨道槽,轨道槽端部设有向内凹陷的限位槽,限位槽底部镶嵌有磁铁,滚轮内安装有霍尔传感器,滚轮限位在限位槽内时,运载台运动到压紧装置的正下方,霍尔传感器感应磁铁并将信号发送给控制器,控制器控制输送装置、升降装置和旋转装置启停。
[0007]
压装机在对轮毂总成上的螺栓进行压装时,轮毂总成的位置很关键,传统安装轮
毂总成的底座是固定不动,这种结构方式,工作效率低。本压装机轮毂总成是通过运载台进行运输,这样提高了压装机的压装效率,由于运载台是动态输送,运载台带动轮毂总成在压装机的定位精度尤其重要,稍微有偏差就会影响压装。本压装机采用挡料定位机构来定位运载台,运载台输送到指定位置时,运载台内的限位槽能够与限位板上的滚轮进行定位,由于滚轮与限位槽内的磁铁会发生霍尔感应,从而控制输送装置的运输,并将运载台定位在压紧装置的正下方。通过挡料定位机构,运载台定位精度高,从而提高了轮毂总成的压装精度。
[0008]
作为优选,压紧装置包括数量为两个的压紧组件,压紧组件包括第一液压缸、液压平台和压头,第一液压缸固定在支架上,液压平台与第一液压缸的液压杆固定连接,压头可拆卸安装在液压平台上。
[0009]
两个压紧组件能够对轮毂总成进行对角安装,轮毂总成在压装时受压均匀,轮毂总成压装时稳定性好。压头可拆卸安装在液压平台上,从而使得本压装机能够压装不同型号的轮毂总成上的螺栓,本压装机的通用性能好。
[0010]
作为优选,支架的侧壁上固定有光栅尺,光栅尺上设有尺槽,液压平台侧壁中间位置上水平固定有指向光栅尺的光栅杆,光栅杆另一端固定有滑块,滑块滑动在尺槽内。
[0011]
光栅尺供人们直观的查看压紧装置压紧位移量,方便人们调控压紧装置的压紧力。
[0012]
作为优选,支架的侧壁上还固定有轨道,轨道上下两端都安装有复位感应器,液压平台上端面固定有向轨道位置延伸并用于感应复位感应器的感应杆。
[0013]
复位感应器用于定位液压平台,方便直观调整压紧装置中压头的升降位移,同时能够直观判断压紧装置压紧力是不是在设定值内,复位感应器能够时时监控压紧装置的工作状态。
[0014]
作为优选,两个压紧组件之间安装有视觉检测装置,视觉检测装置包括视觉检测安装台、ccd相机、led环形灯和报警器,视觉检测安装台通过延伸杆安装在旋转装置的正上方,ccd相机安装在视觉检测安装台上,led环形灯设在ccd相机的正下方,报警器与控制器连接,ccd相机采集并分析运载台上轮毂总成上螺栓压紧图像并将图像信息发送给控制器,控制器通过图像信息控制报警器启停。
[0015]
视觉检测装置通过ccd相机时时采集轮毂总成螺栓的压紧情况,当图像分析的信息与预存的信息有出入,即螺栓漏装,控制器就会启动报警器进行报警。
[0016]
作为优选,升降装置包括升降板和数量至少为两个的第二液压缸,支架的下端部设有腔体,第二液压缸的缸体通过腔体固定在支架上,第二液压缸的伸缩杆伸出支架安装面并与升降板固定连接,升降板上端面的四个端角处都固定有定位杆,运载台上设有定位孔,升降板上升时,定位杆的顶端伸入到定位孔内。
[0017]
升降装置一方面用于输送旋转装置;其另一方面是通过定位杆将运载台定位在升降板正上方,防止运载台在压装时晃动。
[0018]
作为优选,支架安装面两端都安装有支撑组件,支撑组件包括基座、气缸和用于支撑升降板的支撑块,基座上设有滑槽,支撑块滑动安装在滑槽内,基座外端部固定有向上延伸的支撑板,气缸的缸体横向安装在支撑板上,气缸内的推杆与支撑块固定连接,支撑块为u型支撑块。
[0019]
支撑组件中的支撑块是用于支撑升降板,当升降装置泄压后,升降板就会放置在支撑块上,这样压紧装置在压装螺栓时,升降板就不会窜动,大大提高了压装机压装螺栓的稳定性。
[0020]
作为优选,旋转装置包括电机和用于转动和支撑轮毂总成的回转支撑部件,电机安装在支架上,电机的传动轴伸出支架安装面并与回转支撑部件固定连接,回转支撑部件放置在升降板上。
[0021]
旋转装置一方面用于辅助支撑轮毂总成,另一方面用于带动轮毂总成转动,从而使得压紧装置的压头可以压装相邻的螺栓。
[0022]
一种采用自动压装机的螺栓压装方法,包括如下步骤:
[0023]
步骤a,输送轮毂总成,操作员将轮毂螺栓放入到运载台上的轮毂总成上,输送装置将运载台输送到压紧装置的正下方;
[0024]
步骤b,定位运载台,当滚轮滑动到限位槽内,滚轮上的霍尔传感器感应到限位槽底部的磁铁并产生霍尔信号,霍尔传感器将信号发送给控制器,控制器停止输送装置;
[0025]
步骤c,启动升降装置,控制器启动升降装置,第二液压缸带动升降板上升直到定位杆定位在运载台上的定位孔内,升降板带动旋转装置同步上升,回转支撑部件上端部与轮毂总成卡合连接;
[0026]
步骤d,支撑升降板,支架安装面两端的支撑组件同时启动,气缸推动支撑块水平向内移动并移动到升降板下方,第二液压缸泄压,升降板放置在支撑块上;
[0027]
步骤e,启动视觉检测装置,ccd相机对运载台上的轮毂总成进行时时图像采集并分析是否符合螺栓数目要求,符合螺栓数目要求,控制器启动压紧装置,压头压好一个螺栓后,回转支撑部件驱动轮毂总成旋转36
°
;不合符螺栓数目要求,控制器启动报警器并发出报警信号;
[0028]
压头压紧力计算公式为:
[0029]
f=πdlfp
max
[0030]
其中:f-压入力,n;d-配合面直径,mm;l-过盈结合长度,mm;f-结合面摩擦系数;pmax-结合面最大压强,n/mm;
[0031]
结合面最大连接强度的计算公式为:
[0032][0033]
其中,δmax-最大过盈量,mm;c1、c2-系数;e1-轮毂螺栓材料的弹性模量,mpa;e2-法兰盘轮毂材料的弹性模量,mpa
[0034]
系数c1、c2计算公式:
[0035][0036][0037]
其中,d1-法兰盘轮毂螺栓孔外径,mm,d2-轮毂螺栓内径,mm,μ1-轮毂螺栓材料的泊松比;μ2-法兰盘轮毂材料的泊松比;
[0038]
步骤f,轮毂总成螺栓压装结束,旋转装置脱离轮毂总成,支撑组件和升降装置复位,运载台脱离挡料定位机构并输送到下一工位。
[0039]
本发明由于采用了以上技术方案,具有显著的技术效果:
[0040]
压装机在对轮毂总成上的螺栓进行压装时,轮毂总成的位置很关键,传统安装轮毂总成的底座是固定不动,这种结构方式,工作效率低。本压装机轮毂总成是通过运载台进行运输,这样提高了压装机的压装效率,由于运载台是动态输送,运载台带动轮毂总成在压装机的定位精度尤其重要,稍微有偏差就会影响压装。本压装机采用挡料定位机构来定位运载台,运载台输送到指定位置时,运载台内的限位槽能够与限位板上的滚轮进行定位,由于滚轮与限位槽内的磁铁会发生霍尔感应,从而控制输送装置的运输,并将运载台定位在压紧装置的正下方。通过挡料定位机构,运载台定位精度高,从而提高了轮毂总成的压装精度。
[0041]
本发明技术方案的优势在于通过数据采集系统实现重卡轮毂螺栓的自动化压装,确保了压装精度和力度的到位,保证了轮毂和螺栓装配的有效性,并且提高了压装效率;并且具有防漏装功能,保证压头和法兰不被压坏。
附图说明
[0042]
图1是本发明第一位置状态下的结构示意图。
[0043]
图2是图1中a的局部放大图。
[0044]
图3是本发明第二位置状态下的结构示意图。
[0045]
图4是图3中b的局部放大图。
[0046]
图5是本发明第三位置状态下的结构示意图。
[0047]
图6是图5中c的局部放大图。
[0048]
图7是本发明第四位置状态下的结构示意图。
[0049]
以上附图中各数字标号所指代的部位名称如下:其中,10—支架、11—控制器、12—旋转装置、13—升降装置、14—输送装置、15—挡料定位机构、16—压紧组件、17—光栅尺、18—光栅杆、19—滑块、20—轨道、21—复位感应器、22—感应杆、23—视觉检测装置、24—支撑组件、101—腔体、102—支架安装面、121—电机、122—回转支撑部件、131—升降板、132—第二液压缸、133—定位杆、141—导轨、142—运载台、143—传送带、151—固定板、152—限位板、153—滚轮、154—弹簧、161—液压平台、162—压头、163—液压杆、171—尺槽、231—视觉检测安装台、232—ccd相机、233—led环形灯、234—延伸杆、241—基座、242—气缸、243—支撑块、244—支撑板、1421—轨道槽、1422—限位槽、2411—滑槽。
具体实施方式
[0050]
下面结合附图1-7与实施例对本发明作进一步详细描述。
[0051]
实施例1
[0052]
用于装配重卡轮毂总成螺栓的自动压装机,包括支架10和控制器11,支架10为弓形支架,支架10竖直放置时,支架10上下两端向外凸出,支架10中间位置向内凹陷。控制器11固定在支架10的侧边。支架10上端部设有压紧装置,支架10下端部设有用于支撑轮毂总成的旋转装置12和用于升降旋转装置12的升降装置13,旋转装置12与压紧装置之间设有用
于输送轮毂总成的输送装置14,输送装置14包括两根相对设置的导轨141和用于输送轮毂总成的运载台142,每根导轨141上都设有传送带143,每根导轨141上设有多个滚轮,传送带143套在滚轮上,导轨141一端部安装有用于驱动滚轮转动的驱动电机,本深似海李滚轮的圆周面为齿轮,传送带143为齿轮带,传送带141在输送过程中不会打滑,传送带143输送稳定性好。两个传送带143之间设有间隙,运载台142两端分别放置在两根导轨141的传送带143上,两根导轨141之间固定有挡料定位机构15,挡料定位机构15包括固定板151、限位板152、滚轮153和弹簧154,固定板151固定在两根导轨141下端面之间,固定板151垂直于两根导轨141,限位板152一端通过销轴铰接在固定板151上,其另一端向上倾斜与滚轮153连接,弹簧154固定在固定板151与限位板152之间,运载台142下端面设有供滚轮153行走的轨道槽1421,轨道槽1421端部设有向内凹陷的限位槽1422,限位槽1422底部镶嵌有磁铁,滚轮153内安装有霍尔传感器,滚轮153限位在限位槽1422内时,运载台142运动到压紧装置的正下方,霍尔传感器感应磁铁并将信号发送给控制器11,控制器11控制输送装置14、升降装置13和旋转装置12启停。本压装机轮毂总成是通过运载台142进行运输,这样提高了压装机的压装效率,由于运载台142是动态输送,运载台142带动轮毂总成在压装机的定位精度尤其重要,稍微有偏差就会影响压装。本压装机采用挡料定位机构15来定位运载台142,运载台142输送到指定位置时,运载台142内的限位槽1422能够与限位板152上的滚轮153进行定位,由于滚轮153与限位槽1422内的磁铁会发生霍尔感应,从而控制输送装置14的运输,并将运载台142定位在压紧装置的正下方。通过挡料定位机构15,运载台142定位精度高,从而提高了轮毂总成的压装精度。
[0053]
压紧装置包括数量为两个的压紧组件16,两个压紧装置16能够同时压紧轮毂总成上相对的两个螺栓,轮毂总成在压紧时稳定性好。压紧组件16包括第一液压缸、液压平台161和压头162,第一液压缸固定在支架10上,液压平台161与第一液压缸的液压杆163固定连接,液压杆163的升降带动液压平台161的升降,本实施例液压平台161为液压升降板,液压平台161用于安装压头162,压头162可拆卸安装在液压平台161上,当需要压装另外型号的轮毂总成的螺栓时,液压平台161能够更换压头162,从而使得本压装机通用性高。压紧装置内安装有压力传感器,它能够很好的检测到压头162的压力,远程监控压头162的压装力度。
[0054]
支架10的侧壁上固定有光栅尺17,光栅尺17上设有尺槽171,液压平台161侧壁中间位置上水平固定有指向光栅尺17的光栅杆18,光栅杆18另一端固定有滑块19,滑块19滑动在尺槽171内。光栅尺17供人们直观的查看压紧装置压紧位移量,即液压平台161的位移量,方便人们调控压紧装置的压紧力。
[0055]
两个压紧组件16之间安装有视觉检测装置23,视觉检测装置23包括视觉检测安装台231、ccd相机232、led环形灯233和报警器,视觉检测安装台231通过延伸杆234安装在旋转装置12的正上方,ccd相机232安装在视觉检测安装台231上,led环形灯233设在ccd相机232的正下方,报警器与控制器11连接,ccd相机232采集并分析运载台142上轮毂总成上螺栓压紧图像并将图像信息发送给控制器11,控制器11通过图像信息控制报警器启停。ccd相机232安装在视觉检测安装台231上,对轮毂总成上的螺栓图像进行采集,led环形灯233是为了保证光源的稳定,保证采集的螺栓图像清晰,采集的螺栓图像经信息处理后,若发现螺栓漏装,控制器11就会启动报警器进行报警。
[0056]
升降装置13包括升降板131和数量至少为两个的第二液压缸132,本实施例第二液压缸132的数量为两个,支架10的下端部设有腔体101,第二液压缸132的缸体通过腔体101固定在支架10上,第二液压缸132的伸缩杆伸出支架安装面102并与升降板131固定连接,升降板131上端面的四个端角处都固定有定位杆133,运载台142上设有定位孔,升降板131上升时,定位杆133的顶端伸入到定位孔内。升降装置13一方面用于输送旋转装置12;其另一方面是通过定位杆133将运载台142定位在升降板131正上方,防止运载台142在压装时晃动。
[0057]
支架安装面102两端都安装有支撑组件24,支撑组件24包括基座241、气缸242和用于支撑升降板131的支撑块243,基座241上设有滑槽2411,支撑块243滑动安装在滑槽2411内,基座241外端部固定有向上延伸的支撑板244,气缸242的缸体横向安装在支撑板244上,气缸242内的推杆与支撑块243固定连接,支撑块243为u型支撑块243。支撑组件24中的支撑块243是用于支撑升降板131,当升降装置13泄压后,升降板131就会放置在支撑块243上,这样压紧装置在压装螺栓时,升降板131就不会窜动,大大提高了压装机压装螺栓的稳定性。
[0058]
旋转装置12包括电机121和用于转动和支撑轮毂总成的回转支撑部件122,电机121安装在支架10上,电机121的传动轴伸出支架安装面102并与回转支撑部件122固定连接,回转支撑部件122放置在升降板131上。旋转装置13一方面用于辅助支撑轮毂总成,另一方面用于带动轮毂总成转动,从而使得压紧装置的压头162可以压装相邻的螺栓。
[0059]
实施例2
[0060]
实施例2与实施例1特征基本相同,不同的是支架10的侧壁上还固定有轨道20,轨道20上下两端都安装有复位感应器21,液压平台161上端面固定有向轨道20位置延伸并用于感应复位感应器21的感应杆22。复位感应器21用于定位液压平台161,方便直观调整压紧装置中压头162的升降位移,同时能够直观判断压紧装置压紧力是不是在设定值内,复位感应器21能够时时监控压紧装置的工作状态。
[0061]
实施例3
[0062]
一种采用自动压装机的螺栓压装方法,实施例3采用了实施例1或实施例2中的自动压装机,包括如下步骤:
[0063]
步骤a,输送轮毂总成,操作员将轮毂螺栓放入到运载台上的轮毂总成上,输送装置14将运载台输送到压紧装置的正下方;
[0064]
步骤b,定位运载台142,当滚轮153滑动到限位槽1422内,滚轮153上的霍尔传感器感应到限位槽1422底部的磁铁并产生霍尔信号,霍尔传感器将信号发送给控制器,控制器停止输送装置14;
[0065]
步骤c,启动升降装置13,控制器启动升降装置13,第二液压缸132带动升降板131上升直到定位杆133定位在运载台142上的定位孔内,升降板131带动旋转装置12同步上升,回转支撑部件122上端部与轮毂总成卡合连接;
[0066]
步骤d,支撑升降板131,支架安装面102两端的支撑组件24同时启动,气缸242推动支撑块243水平向内移动并移动到升降板131下方,第二液压缸132泄压,升降板131放置在支撑块243上;
[0067]
步骤e,启动视觉检测装置23,ccd相机232对运载台142上的轮毂总成进行时时图像采集并分析是否符合螺栓数目要求,符合螺栓数目要求,控制器启动压紧装置,压头162
压好一个螺栓后,回转支撑部件122驱动轮毂总成旋转36
°
;不合符螺栓数目要求,控制器11启动报警器并发出报警信号;
[0068]
压头162压紧力计算公式为:
[0069]
f=πdlfp
max
[0070]
其中:f-压入力,n;d-配合面直径,mm;l-过盈结合长度,mm;f-结合面摩擦系数;pmax-结合面最大压强,n/mm;
[0071]
结合面最大连接强度的计算公式为:
[0072][0073]
其中,δmax-最大过盈量,mm;c1、c2-系数;e1-轮毂螺栓材料的弹性模量,mpa;e2-法兰盘轮毂材料的弹性模量,mpa
[0074]
系数c1、c2计算公式:
[0075][0076][0077]
其中,d1-法兰盘轮毂螺栓孔外径,mm,d2-轮毂螺栓内径,mm,μ1-轮毂螺栓材料的泊松比;μ2-法兰盘轮毂材料的泊松比;
[0078]
步骤f,轮毂总成螺栓压装结束,旋转装置12脱离轮毂总成,支撑组件24和升降装置13复位,运载台142脱离挡料定位机构15并输送到下一工位。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips