
 商标分类
商标分类  商标转让
商标转让 
丝材半固态连续挤压成型装置的制作方法
 2021-01-29 15:01:21|
2021-01-29 15:01:21| 214|
214| 起点商标网
起点商标网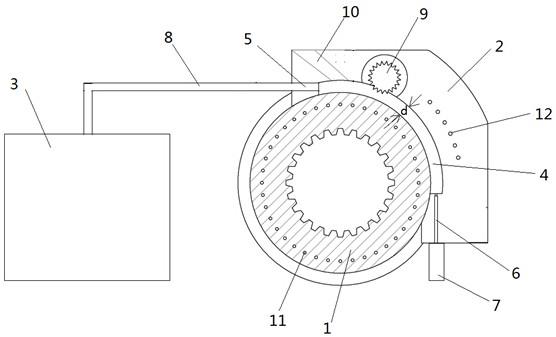
[0001]
本发明涉及金属材料加工领域,特别涉及一种丝材半固态连续挤压成型装置。
背景技术:
[0002]
目前,连续挤压技术(conform)已经发展的比较成熟,主要用于有色金属型材的连续挤压生产。conform的原材料多为固态杆料,固态杆料变形抗力大,往往需要预加热处理。若是高合金高强度杆料,则很难加工。固态原材料在急冷的条件下迅速大量异质形核,抑制宏观扩散,最终得到成分均匀,组织细小的组织。随后优异的坯料在挤压力和摩擦力的作用下致密化,被挤出模具成形。得到力学性能优异的产品。
[0003]
专利201210357149.6公开了一种制备高强铝合金导线的连续半固态挤压成形方法,改专利虽然具体到某一种半固态连续挤压,并且给出工艺参数;但是对于方法与设备创新描述较为简单。
技术实现要素:
[0004]
发明目的:针对现有技术中存在的问题,本发明提供一种丝材半固态连续挤压成型装置,不仅解决了固体材料变形抗力大的问题,同时也提高了产品的组织性能。
[0005]
技术方案:本发明提供了一种丝材半固态连续挤压成型装置,主要包括:挤压轮、模腔和半固态浆料槽;所述模腔与挤压轮相配合形成封闭挤压空间,模腔两端分别开设有与所述封闭挤压空间的两端连通的进料口和出料口,在所述出料口上安装有模具,所述进料口和所述出料口均沿所述挤压轮的切线开设,且所述进料口与所述出料口相互垂直,所述进料口与所述半固态浆料槽通过传输管连通;在所述模腔内还转动连接有浆料加速齿轮,所述浆料加速齿轮的一侧位于所述模腔内,另一侧边缘伸入至所述封闭挤压空间内。
[0006]
优选地,所述浆料加速齿轮通过固定在所述模腔外壁上的驱动电机驱动。
[0007]
进一步地,在所述模腔上与所述进料口相邻的位置,还开设有与所述封闭挤压空间连通的粉料进口。粉料进口的设置,能够在半固态浆料刚刚进入到封闭挤压空间内时加入与其成分相同的粉料,一方面增加异质形核的核心,使晶粒细小,另一方面调整液相与固相的比例,使浆料的状态更适合连续挤压过程的进行。
[0008]
优选地,所述粉料进口与所述进料口之间的夹角为20~45
°
。避免粉料进口与进料口垂直设置是为了防止从粉料进口吸入更多的外部气体,造成反压,使浆料和粉末出现返喷现象。
[0009]
优选地,从所述进料口至所述出料口,所述封闭挤压空间的径向尺寸逐渐减小。封闭挤压空间从进料口至出料口的径向尺寸逐渐减小,使得半固态浆料在封闭挤压空间内受到的挤压轮的挤压力能够逐渐增大,直至与出料口连通的模具,便于产品成型。
[0010]
进一步地,所述挤压轮内设有挤压轮冷却通道;所述模腔内设有模腔冷却通道。因为半固态浆料在进入到封闭挤压空间内时仍处于高温状态,为了使其在到达模具时能够尽快凝固成型,本申请中在挤压轮和模腔内均设有冷却通道,使得半固态浆料在封闭挤压空
间内就能够得到较快的预冷,使得后续在挤压阶段冷凝成型的效率更高,且避免模具因坯料温度过高导致的模具失效和产品质量问题。
[0011]
进一步地,所述挤压轮上设置有轮槽,所述模腔两端处分别设有与所述轮槽相配合的第一堵头和第二堵头。第一堵头和第二堵头分别构成封闭挤压空间的两端,是为了使模腔与挤压轮之间形成封闭挤压空间的适应性设计。
[0012]
工作原理及有益效果:本申请中,将半固态浆料直接从半固态浆料槽内传输至模腔与挤压轮之间形成的封闭挤压空间内,半固态浆料从封闭挤压空间的进料口进入时,为了避免半固态浆料直接冲击挤压轮表面导致挤压轮轮槽表面受到的热冲击过大,造成热蚀和热疲劳损伤,本申请中将进料口设计成与挤压轮表面相切;半固态浆料进入到封闭挤压空间内后,在封闭挤压空间内冷却、形核、长大、凝固,形成凝固后的金属坯料,凝固后的金属坯料在封闭挤压空间内一方面受到来自挤压轮有利的摩擦力作用,使金属坯料堆积在封闭挤压空间内形成挤压力,另一方面受到来自浆料加速齿轮驱动力的作用,使得半固态浆料在浆料加速齿轮与挤压轮之间较窄的空间内能够被加速传输;在挤压轮的挤压力和浆料加速齿轮的驱动力的双重作用下,半固态浆料以合适的速度通过出料口后进入模具,然后通过模具成型为产品。为了防止难成形、高合金坯料的变形抗力过高而损坏模具,对于小截面型材挤压时,出料口也设计成与挤压轮相切。
[0013]
由于在封闭挤压空间内的半固态浆料从进料口至出料口的传输速度会影响最终从模具挤压成型后产品的性能,若传输速度过慢,会导致坯料传输效率低下,高温坯料在挤压轮槽内的驻留时间延长,加剧对工模具非冷却部位的热侵蚀,使工模具热应力增大,加速工模具的非正常失效,所以最好是能控制半固态浆料从进料口迅速传输至出料口,快速经模具成型,本申请中在模腔内增加浆料加速齿轮,能够与挤压轮配合将半固态浆料快速从封闭挤压空间的进料口传输至出料口,进而传输至模具内挤压成型,保证了挤压成型后产品的性能。
[0014]
半固态坯料处于部分为液相部分为固相的状态,与全固相状态相比,具有较低的变形抗力,特别对高强度材料、高合金材料的加工有利;与全液相坯料相比,半固态坯料熔体内部含有更多的形核核心,能够获得细小的晶粒组织,提升制品性能;通过本申请中的丝材半固态连续挤压成型装置对半固态坯料连续挤压,可以对处在高温状态的坯料进行剧烈的剪切变形,进一步破碎坯料中粗大的相,使第二相均匀分布,不仅解决了固体材料变形抗力大的问题,同时也提高了产品的组织性能;连续挤压技术适合杆、线、管等大长径比型材的制备,用半固态坯料作为原材料,减小坯料变形抗力,可实现超细丝材的连续挤压制备,如0.2mm超细丝材。
附图说明
[0015]
图1 是丝材半固态连续挤压成型装置的立体结构示意图。
[0016]
图2 是丝材半固态连续挤压成型装置的主视图。
[0017]
图3 是丝材半固态连续挤压成型装置的俯视图。
[0018]
图4 是沿图3中b-b面的剖视图。
[0019]
图5 是模腔的立体结构示意图。
[0020]
图6是图5的剖视图;
图1 至图6 中的附图标记为:1-挤压轮;2
ꢀ-
模腔;3-半固态浆料槽;4-封闭挤压空间;5-进料口;6-出料口;7-模具;8-传输管;9-浆料加速齿轮;10-粉料进口;11-挤压轮冷却管道;12-模腔冷却管道;13-轮槽;14-第一堵头;15-第二堵头。
具体实施方式
[0021]
下面结合附图对本发明进行详细的介绍。
[0022]
实施方式1:本实施方式提供了一种丝材半固态连续挤压成型装置,如图1至6所示,主要由设有挤压轮冷却通道11的挤压轮1、设有模腔冷却通道12的模腔2和半固态浆料槽3组成,挤压轮1上设置有轮槽13,模腔2两端处分别设有与轮槽13相配合的第一堵头14和第二堵头15,模腔2两端的第一堵头14和第二堵头15与挤压轮1的轮槽13相配合形成封闭挤压空间4,模腔2两端分别开设有与封闭挤压空间4的两端连通的进料口5和出料口6,从进料口5至出料口6,封闭挤压空间4的径向尺寸(如图4所示的d)逐渐减小;在出料口6上安装有模具7,进料口5和出料口6均沿挤压轮1的切线开设,且进料口5与出料口6相互垂直,进料口5与半固态浆料槽3通过传输管8连通。在模腔2内还转动连接有浆料加速齿轮9,浆料加速齿轮9通过固定在模腔2外壁上的驱动电机驱动,浆料加速齿轮9的一侧位于模腔2内,另一侧边缘伸入至封闭挤压空间4内,且位于封闭挤压空间4内的浆料加速齿轮9一侧边缘与挤压轮1边缘之间的间距,小于封闭挤压空间4的宽度。
[0023]
上述丝材半固态连续挤压成型装置的工作原理如下:高合金金属的半固态浆料经传输管8上安装的压力泵提供的压力,从半固态浆料槽3传输至传输管8,再经传输管8传输至进料口5,经进料口5进入模腔2与挤压轮1之间形成的封闭挤压空间4内。在传输过程中,传输管8的温度控制在高合金金属的液相线与固相线之间,以保证半固态浆料在传输管8内仍然是半固态状态。半固态浆料进入到封闭挤压空间4后,经冷却、形核、长大、凝固,形成凝固后的金属坯料,凝固后的金属坯料在封闭挤压空间4内一方面受到来自挤压轮1有利的摩擦力作用,使金属坯料堆积在封闭挤压空间4内形成挤压力,另一方面受到来自浆料加速齿轮9驱动力的作用,使得半固态浆料在浆料加速齿轮9与挤压轮1之间较窄的空间内能够被加速传输;在挤压轮1的挤压力和浆料加速齿轮9的驱动力的双重作用下,半固态浆料以合适的速度通过出料口6后进入模具7,最后通过模具7成型为产品。根据模具7的不同,成型的产品可以是杆材、板材、型材、管材或中空的型材。在上述挤压过程中,挤压轮冷却管道11内通入循环冷却介质,使挤压轮1表面温度控制在0.5-0.85t,t为高合金金属的熔点。
[0024]
实施方式2:本实施方式为实施方式1的进一步改进,主要改进之处在于,在实施方式1中,半固态浆料进入到封闭挤压空间4内后,仅凭借模腔2和挤压轮1中的冷却管道对其进行冷却,冷凝速度较慢,会影响后续产品的成型效率,且具有晶粒组织粗大、浆料状态不易控制等缺点,所以在本实施方式中,在模腔2上与进料口5相邻的位置,还开设有与封闭挤压空间4连通的粉料进口10,且该粉料进口10与进料口5之间的夹角为20~45
°
。如图1以及3至6。这样,当半固态浆料从进料口5进入到封闭挤压空间4后能够立刻与经粉料进口投10入的粉料混合,混合后的半固态浆料更容易在封闭挤压空间4内形核、长大、凝固,以保证后续在模具7内的成型
效率和产品的性能。
[0025]
除此之外,本实施方式与实施方式1完全相同,此处不做赘述。
[0026]
上述实施方式只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所做的等效变换或修饰,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 齿轮加工

 热门咨询
热门咨询




tips