
 商标分类
商标分类  商标转让
商标转让 
一种机器人及其焊接浸润装置的制作方法
 2021-01-29 15:01:06|
2021-01-29 15:01:06| 237|
237| 起点商标网
起点商标网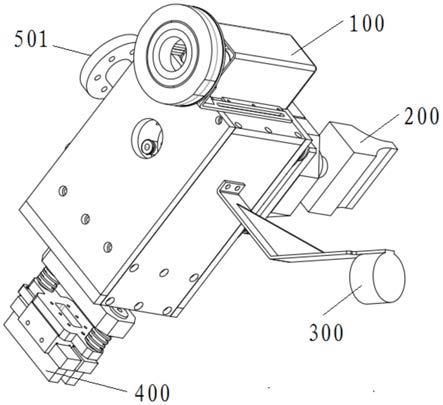
[0001]
本发明涉及试条检测设备领域,特别是涉及一种焊接浸润装置。此外,本发明还涉及一种包括上述焊接浸润装置的机器人。
背景技术:
[0002]
在焊接浸润工艺中,首先需要对焊接靶材添加焊锡液,然后经过钢刷打磨和超声波振动后,方可完成浸润过程。
[0003]
现有技术中,在进行焊接浸润工艺时,添加焊锡液、钢刷打磨和超声波振动的过程,一般都是由人工操作完成,液态焊锡的温度约为230℃,整个作业环境温度都在40℃以上,在高温环境下操作,不仅作业效率低下,而且对作业人员的人身安全也是一个极大的隐患。
[0004]
因此,如何提高焊接浸润装置的效率,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
[0005]
本发明的目的是提供一种焊接浸润装置,该焊接浸润装置通过集成化设置,高效稳定,更加安全。本发明的另一目的是提供一种包括上述焊接浸润装置的机器人。
[0006]
为实现上述目的,本发明提供如下技术方案:
[0007]
一种焊接浸润装置,包括支撑主体、用于定位焊接靶材的视觉定位组件、用于向所述焊接靶材的表面添加焊锡液的焊锡液添加组件以及用于对所述焊接靶材的表面进行处理的表面处理组件;所述支撑主体可与机器人的机械臂连接,并可跟随所述机械臂移动,所述视觉定位组件、所述焊锡液添加组件以及所述表面处理组件均安装在所述支撑主体上。
[0008]
优选的,所述视觉定位组件包括视觉光源、视觉相机和视觉保护罩,所述视觉保护罩罩设在所述视觉相机的外部,所述视觉光源安装在所述支撑主体上,且所述视觉光源位于所述视觉相机的镜头前端。
[0009]
优选的,所述焊锡液添加组件包括支架和用于盛放焊锡液的容器,所述支架的一端安装在所述支撑主体上,另一端与所述容器连接。
[0010]
优选的,所述表面处理组件包括钢刷打磨组件和超声波振动组件,所述视觉定位组件、所述焊锡液添加组件、所述钢刷打磨组件以及所述超声波振动组件分别设置在所述支撑主体的不同方向上,并可择一转动至与所述焊接靶材的位置对应。
[0011]
优选的,所述钢刷打磨组件包括钢刷本体、电机、与所述电机的输出轴连接的偏心轮、与所述偏心轮连接并可带动所述钢刷本体往复移动的移动部件以及用于限制所述移动部件移动方向的导向座,所述移动部件与所述偏心轮的第一端铰接,所述电机的输出轴与所述偏心轮的第二端固定连接。
[0012]
优选的,所述导向座固设在所述支撑主体上,所述导向座上设有直线导轨;所述移动部件与所述偏心轮之间设有第一滑块和第二滑块,所述偏心轮与所述第一滑块铰接,所
408;第一滑块-409;第二滑块-410;支撑主体-500;安装法兰-501;加热台-600;焊锡炉-700。
具体实施方式
[0026]
本发明的核心是提供一种焊接浸润装置,该焊接浸润装置通过集成化设置,高效稳定,更加安全。本发明的另一核心是提供一种包括上述焊接浸润装置的机器人。
[0027]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0028]
请参考图1至图4,图1为本发明所提供的焊接浸润装置一种具体实施方式的结构示意图;图2为本发明所提供的焊接浸润装置中超声波振动组件和视觉定位组件的结构示意图;图3为本发明所提供的焊接浸润装置中钢刷打磨组件的结构示意图;图4为本发明所提供的机器人在实际使用中的结构示意图。
[0029]
在该实施方式中,焊接浸润装置包括支撑主体500、视觉定位组件100、焊锡液添加组件300和表面处理组件。
[0030]
其中,视觉定位组件100用于定位焊接靶材,确定焊接靶材的位置,方便后续操作,焊锡液添加组件300用于向焊接靶材的表面添加焊锡液,具体的,焊锡液添加组件300将焊锡液从焊锡炉700内转移到焊接靶材的表面,表面处理组件用于对焊接靶材的表面进行处理,例如钢刷打磨和超声波振动;支撑主体500可与机器人的机械臂连接,并可跟随机械臂移动,视觉定位组件100、焊锡液添加组件300以及表面处理组件均安装在支撑主体500上,并可择一移动至与焊接靶材的位置对应,依次完成对应工序。
[0031]
本发明所提供的焊接浸润装置,通过将视觉定位组件100、焊锡液添加组件300以及表面处理组件集成在一起,并安装在机械臂上,可以通过控制机械臂的移动,来依次完成各浸润加工工序,不仅避免了人工操作,而且自动化操作,高效性、稳定性以及安全性上都有很大的优势。
[0032]
在上述各实施方式的基础上,视觉定位组件100包括视觉光源101、视觉相机102和视觉保护罩103,视觉保护罩103罩设在视觉相机102的外部,防止粉尘等物体进入视觉相机102内,影响使用,视觉光源101安装在支撑主体500上,且视觉光源101位于视觉相机102的镜头前端,用于提供亮度,方便视觉相机102获取焊接靶材的位置信息。具体的,视觉定位组件100还包括相机安装底座,光源安装底座,视觉相机102位于相机安装底座上,视觉光源101位于光源安装底座上,视觉定位组件100主要是对工作台上人工放置的焊接靶材进行精度定位。优选的,视觉定位组件100为aoi自动光学检测组件。
[0033]
在上述各实施方式的基础上,焊锡液添加组件300包括支架和用于盛放焊锡液的容器,支架的一端安装在支撑主体500上,另一端与容器连接。进一步,容器优选为不锈钢容器,焊锡液添加组件300是通过不锈钢容器从外部焊锡炉700中汲取焊锡液倾倒至焊接靶材表面。
[0034]
在上述各实施方式的基础上,表面处理组件包括钢刷打磨组件400和超声波振动组件200,视觉定位组件100、焊锡液添加组件300、钢刷打磨组件400以及超声波振动组件
200分别设置在支撑主体500的不同方向上,并可择一转动至与焊接靶材的位置对应。上述设置,通过在支撑主体500的不同方向上设置具有不同作用的各部件,仅需改变支撑主体500的方向既可以实现对应的操作,操作简便,集成度高,而且,能够有效避免相互干扰。进一步,支撑主体500优选为长方体型,支撑主体500与机械臂之间通过安装法兰501进行固定。
[0035]
优选的,视觉定位组件100、焊锡液添加组件300、钢刷打磨组件400以及超声波振动组件200沿支撑本体的同一方向依次设置,方便在加工过程中,仅需同一方向转动支撑本体即可,效率高。
[0036]
在上述各实施方式的基础上,钢刷打磨组件400包括钢刷本体406、电机401、与电机401的输出轴连接的偏心轮402、与偏心轮402连接并可带动钢刷本体406往复移动的移动部件407以及用于限制移动部件407移动方向的导向座408,移动部件407与偏心轮402的第一端铰接,电机401的输出轴与偏心轮402的第二端固定连接。电机401优选为步进电机401,具体的,利用步进电机401通过偏心轮402机构使刚刷本体处于高速往返运动,从而使钢刷本体406与打磨对象接触时,有更高效的打磨效果。
[0037]
当然,钢刷本体406的往复移动,也可以通过气缸来实现,但是气缸的稳定性与高效性低于采用电机401和偏心轮402的组合。
[0038]
进一步,导向座408固设在支撑主体500上,导向座408上设有直线导轨403;移动部件407与偏心轮402之间设有第一滑块409和第二滑块410,偏心轮402与第一滑块409铰接,第二滑块410安装在直线导轨403上,第二滑块410可沿直线导轨403的延伸方向滑动,第一滑块409可相对于第二滑块410沿垂直于直线导轨403的方向滑动。具体的,电机401在转动时,会带动偏心轮402转动,偏心轮402的转动分解为第一滑块409和第二滑块410的直线移动,第二滑块410在直线导轨403的限制下,实现往复移动,进而带动移动部件407往复移动,电机401配合偏心轮402结构以及直线导轨403,使得钢刷本体406实现高速往返运动。同时,还可以增设传感器,可以保证钢刷本体406停止在所需的任何位置。
[0039]
在上述各实施方式的基础上,移动部件407与钢刷本体406之间设有钢刷导向轴404,钢刷导向轴404上设有钢刷弹性部件405,如弹簧,钢刷本体406可朝向靠近移动部件407的方向弹性移动。具体的,钢刷导向轴404与移动部件407或者与钢刷本体406之间单方向卡接,即钢刷本体406在初始状态下,仅可相对靠近移动部件407,不可远离移动部件407,具体可以通过在钢刷导向轴404的至少一端设有限位部来实现,钢刷弹性部件405的一端与钢刷本体406抵接,另一端与移动部件407抵接。当然,为了减少对钢刷本体406的影响,可以将钢刷本体406安装在本体支撑座上,然后通过钢刷导向轴404实现本体支撑座与移动部件407的连接。优选的,钢刷导向轴404贯穿设置在本体支撑座和/或移动部件407上,钢刷导向轴404优选为两个,实现对钢刷本体406弹性移动的限位。上述设置,通过钢刷导向轴404与弹簧的使用,使钢刷本体406在打磨过程中有一个纵向的柔性功能,保证打磨的平稳性。
[0040]
在上述各实施方式的基础上,超声波振动组件200包括超声波振动本体201、用于固定超声波振动本体201的夹持工件202以及设置于超声波振动本体201和夹持工件202之间的减振垫圈。具体的,夹持工件202包括两件半圆形铝制加工件,减振垫圈包括两件半圆形聚氨酯减震垫圈203,减振垫圈处于超声波振动本体201与夹持工件202之间,夹持工件202通过内六角螺栓对超声波振动本体201实现夹紧固定。上述通过聚氨酯减震垫圈203的
设置,不但可以保证夹持效果更加紧固,同时还可以避免夹持工件202与超声波振动本体201的直接硬性接触而损坏超声波振动本体201。
[0041]
在上述各实施方式的基础上,夹持工件202与支撑主体500之间还设有超声波导向轴204,超声波导向轴204上设有超声波弹性部件205,优选为弹簧,夹持工件202可朝向靠近支撑主体500的方向弹性移动。
[0042]
具体的,超声波导向轴204与夹持工件202或者与支撑主体500之间单方向卡接,即夹持工件202在初始状态下,仅可相对靠近支撑主体500,不可远离支撑主体500,具体可以通过在超声波导向轴204的至少一端设有限位部来实现,超声波弹性部件205的一端与支撑主体500抵接,另一端与夹持工件202抵接。优选的,超声波导向轴204贯穿设置在支撑主体500和/或夹持工件202上,超声波导向轴204优选为四个,实现对夹持工件202弹性移动的限位。上述设置,通过超声波导向轴204与弹簧的使用,使超声波振动本体201在振动过程中有一个纵向的柔性功能,保证振动的平稳性。
[0043]
具体的,本实施例所提供的焊接浸润装置,其操作过程包括以下步骤:
[0044]
步骤s1:人工将焊接靶材放置于加热台600上;
[0045]
步骤s2:视觉定位组件100对焊接靶材进行定位;
[0046]
步骤s3:焊锡液添加组件300从外部焊锡炉700中汲取焊锡液倾倒至焊接靶材上表面;
[0047]
步骤s4:钢刷打磨组件400对靶材上表面进行打磨;
[0048]
步骤s5:超声波振动组件200通过超声波振动本体201对靶材上表面进行振动处理;
[0049]
步骤s6:完成作业。
[0050]
本实施例所提供的焊接浸润装置,集成了浸润工艺中钢刷打磨、超声波振动、添加焊锡液三道工序,不仅将人工从这三道工序中解放出来,而且更加高效、稳定和安全。
[0051]
除了上述焊接浸润装置以外,本发明还提供了一种包括机械臂以及上述焊接浸润装置的机器人,例如工业机器人,上述焊接浸润装置的支撑主体500安装在机械臂的自由端,该机器人的其他各部分结构请参考现有技术,本文不再赘述。
[0052]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0053]
以上对本发明所提供的焊接浸润装置进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips