
 商标分类
商标分类  商标转让
商标转让 
一种焊针焊接设备的制作方法
 2021-01-29 15:01:04|
2021-01-29 15:01:04| 286|
286| 起点商标网
起点商标网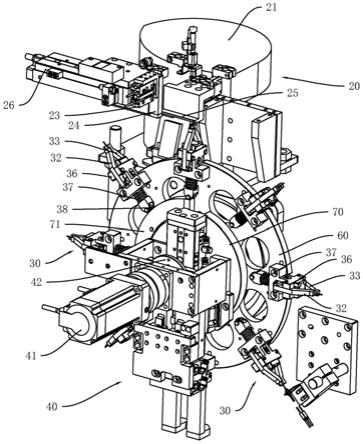
[0001]
本发明涉及焊接技术领域,尤其是一种焊针焊接设备。
背景技术:
[0002]
焊针与焊盘对接后通过焊接头焊接,在焊接之前先要通过机械手将焊针从焊针放置盘中取下,机械手夹取焊针后与焊盘对位,焊接头将焊针焊接在焊盘上,这个结构不连贯,效率低,对位不准确。
技术实现要素:
[0003]
本发明的目的是解决现有技术的不足,提供一种焊针焊接设备。
[0004]
本发明的一种技术方案:
[0005]
一种焊针焊接设备,包括机架,其特征在于,还包括:
[0006]
焊接头,用于将焊针焊接在焊盘上;
[0007]
焊针上料机构,用于输送焊针;
[0008]
焊针取料机构,用于夹取焊针上料机构的焊针,所述焊针取料机构包括活动杆,左夹臂,右夹臂,第一连接臂,第二连接臂,固定架,压缩弹簧和滚轮;所述固定架贯穿有通孔,所述固定架的左侧壁贯穿有与通孔连通的左开口槽,所述固定架的右侧壁贯穿有与通孔连通的右开口槽;所述活动杆前端穿过通孔后连接有固定块,活动杆后端设有滚轮,所述压缩弹簧套在活动杆外,且所述固定架夹紧在固定块与压缩弹簧之间;所述第一连接臂的内端与活动杆铰接,外端穿过左开口槽后与左夹臂的后端铰接,所述左夹臂的中部与固定架前端的左侧铰接;所述第二连接臂的内端与活动杆铰接,外端穿过右开口槽后与右夹臂的后端铰接,所述右夹臂的中部与固定架的前端右侧铰接;所述左夹臂的前端与右夹臂的前端形成夹持焊针的夹持空间;
[0009]
焊针下料机构,用于夹取焊针取料机构输送过来的焊针,所述焊针下料机构包括第一电机,驱动盘,偏心设置在驱动盘上的驱动杆,第一滑块,第一滑轨以及用于夹取焊针的夹头机构;所述第一电机的主轴与驱动盘的中心固定连接,所述第一滑块与第一滑轨滑动连接,所述第一滑块的顶部设有与第一滑轨垂直的滑槽,所述第一滑块的底部设有夹头机构,所述驱动杆设置在滑槽内且用于驱动第一滑块沿第一滑轨滑动;
[0010]
焊盘输送结构,所述焊盘输送结构用于输送焊盘,所述焊盘输送结构设置在焊针下料机构的正下方;
[0011]
转动盘,所述转动盘与机架转动连接,所述转动盘于竖直方向上转动,所述转动盘的四周均布有焊针取料机构,所述活动杆沿着转动盘径向方向设置,所述滚轮靠近转动盘的中心;
[0012]
固定盘,固定盘与转动盘同心设置,固定盘与机架固定连接,所述固定盘的边缘固定有弧形块;所述弧形块的右侧边缘的斜度大于左侧的弧度,所述滚轮与弧形块形成滚动连接,所述滚轮与固定盘间存在间隙;
[0013]
焊针取料机构随同转动盘一起转动,滚轮沿着弧形块表面滚动,滚动推动活动杆逐渐上升,左夹臂和右夹臂相互张开;当滚动脱离弧形块时,活动杆在压缩弹簧的作用下往下移动,左夹臂和右夹臂相互夹紧并夹取焊针上料机构上的焊针;当夹有了焊针的焊针取料机构转动至靠近焊针下料机构时,第一电机通过驱动盘带动夹头机构向下移动,夹头机构夹取焊针取料机构上的焊针;所述焊盘输送结构将焊盘输送至夹头机构的正下方,焊接头将焊针焊接在焊盘上。
[0014]
一种优选方案是所述夹头机构包括第一夹块,第二夹块以及控制第一夹块和第二夹块相互靠近或远离的第一气缸,所述第一气缸设置在第一滑块的底部。
[0015]
一种优选方案是所述焊针取料结构还包括第二滑块和缓冲弹簧,所述第一滑块的底部设有第二滑轨,所述第一滑块的底部两侧边缘分别设有下限位块和上限位块,所述第一气缸与第二滑块的底部固定连接,所述第二滑块的顶部边缘向外延伸有延伸部,所述延伸部位于下限位块和上限位块之间,所述缓冲弹簧的一端与延伸部连接,另一端与上限位块连接,所述第二滑块与第二滑轨滑动连接。
[0016]
一种优选方案是所述左夹臂设有夹槽,所述右夹臂设有与夹槽对应的凸起,当左夹臂和右夹臂夹紧时,所述凸起插入所述夹槽内。
[0017]
一种优选方案是所述左夹臂包括第一竖直板、第一水平板和第一夹脚,所述右夹臂包括第二竖直板、第二水平板和第二夹脚;所述第一竖直板与第二竖直板相互平行,所述第一水平板和第二水平板平行设置,所述第一夹脚与第二夹脚相对设置,所述第一夹脚与第二夹脚形成夹持空间。
[0018]
一种优选方案是所述活动杆的后端固定有定位块,所述压缩弹簧套设在活动杆外且夹紧在固定架与定位块之间,所述滚轮与定位块的后端转动连接。
[0019]
一种优选方案是所述定位块的前端设有固定槽,所述压缩弹簧的后端固定在固定槽内。
[0020]
一种优选方案是所述焊针取料机构还包括铰接轴,所述固定架贯穿有滑槽,所述滑槽与固定架的左侧壁或固定架的右侧壁相邻,所述活动杆设有铰接轴,所述铰接轴分别与活动杆、第一连接臂的内端和第二连接臂的内端铰接,所述铰接轴的端部位于滑槽内且与滑槽滑动连接。
[0021]
一种优选方案是所述焊针上料机构包括振动盘,焊针排布槽,第二气缸,用于推动焊针的焊针推块,支撑块和直线电机;所述第二气缸与直线电机的推动轴固定连接,所述第二气缸用于推动焊针推块靠近或远离焊针排布槽,所述焊针推块与支撑块平行设置,所述焊针推块与支撑块之间形成夹持焊针的夹缝,所述焊针排布槽分别与焊针推块和支撑块相互垂直,且支撑块的一端与靠近焊针排布槽;直线电机推动第二气缸和焊针推块沿着夹缝方向来回移动。
[0022]
一种优选方案是所述焊盘输送结构包括x轴滑轨,y轴滑轨和z轴升降机构;所述x轴滑轨与y轴滑轨相互垂直,所述x轴滑轨与y轴滑轨滑动连接,所述z轴升降机构与x轴滑轨滑动连接,所述z轴升降机构的顶部设有用于固定焊盘的固定盘。
[0023]
综合上述技术方案,本发明的有益效果:转动盘不断转动,转动盘上的焊针取料机构不断的夹取焊针,焊针下料机构将焊针取料机构上的焊针取下,焊盘输送结构将焊盘输送至焊针下料机构的正下方,焊接头将焊针焊接在焊盘上,整个过程连续不断,整个过程全
自动,减少了劳动强度,提高了效率。
[0024]
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
[0025]
图1是本发明的立体图;
[0026]
图2是本发明的局部立体图一;
[0027]
图3是本发明的局部立体图二;
[0028]
图4是本发明的局部立体图三;
[0029]
图5是本发明中固定盘的立体图;
[0030]
图6是本发明中焊针取料机构的立体图一;
[0031]
图7是本发明中焊针取料机构的立体图二;
[0032]
图8是本发明本发明中焊针取料机构的爆炸图;
[0033]
图9是本发明中固定架的立体图;
[0034]
图10是本发明中焊针下料机构的立体图一;
[0035]
图11是本发明中焊针下料机构的立体图二;
[0036]
图12是本发明中焊针下料机构的爆炸图;
[0037]
图13是本发明中第一夹块和第二夹块的立体图;
[0038]
图14是本发明中焊针上料机构的立体图;
[0039]
图15是本发明中第二气缸,焊针推块和直线电机组装时的立体图;
[0040]
图16是本发明中第二气缸,焊针推块和支撑块的立体图
[0041]
图17是本发明中第二气缸和焊针推块组装时的立体图。
具体实施方式
[0042]
为阐述本发明的思想及目的,下面将结合附图和具体实施例对本发明作进一步的说明。
[0043]
如图1至图17所示,一种焊针焊接设备,包括机架11,还包括:焊接头10,焊针上料机构20,焊针取料机构30,焊针下料机构40,焊盘输送结构50,转动盘60和固定盘70。
[0044]
如图1所示,焊接头10,用于将焊针焊接在焊盘70上,焊接头10的数量为两个,焊接头10位于焊盘70的正上方。
[0045]
焊针上料机构20,用于输送焊针。
[0046]
如图14至图17所示,焊针取料机构30,用于夹取焊针上料机构20的焊针,所述焊针取料机构30包括活动杆31,左夹臂32,右夹臂33,第一连接臂34,第二连接臂35,固定架36,压缩弹簧37和滚轮38;所述固定架36贯穿有通孔361,所述固定架36的左侧壁贯穿有与通孔361连通的左开口槽362,所述固定架36的右侧壁贯穿有与通孔361连通的右开口槽363;所述活动杆31前端穿过通孔361后连接有固定块313,活动杆31后端设有滚轮38,所述压缩弹簧37套在活动杆31外,且所述固定架36夹紧在固定块313与压缩弹簧37之间;所述第一连接臂34的内端与活动杆31铰接,外端穿过左开口槽362后与左夹臂32的后端铰接,所述左夹臂
32的中部与固定架36前端的左侧铰接;所述第二连接臂35的内端与活动杆31铰接,外端穿过右开口槽363后与右夹臂33的后端铰接,所述右夹臂33的中部与固定架36的前端右侧铰接;所述左夹臂32的前端与右夹臂33的前端形成夹持焊针的夹持空间。
[0047]
如图1至图9所示,当活动杆31向固定架36前端移动时,活动杆31通过第一连接臂34带动左夹臂32往远离右夹臂33方向转动,活动杆31通过第二连接臂35带动右夹臂33往远离左夹臂32方向转动,此时,左夹臂32和右夹臂33相互张开。当活动杆31向固定架36后端移动时,活动杆31通过第一连接臂34带动左夹臂32往靠近右夹臂33方向转动,活动杆31通过第二连接臂35带动右夹臂33往靠近左夹臂32方向转动,此时,左夹臂32和右夹臂33相互夹紧。所述活动杆31的后端固定有定位块311,所述压缩弹簧37套设在活动杆31外且夹紧在固定架36与定位块311之间。所述定位块311的后端转动设有滚轮38。
[0048]
如图1至图4,图10至图13所示,焊针下料机构40,用于夹取焊针取料机构30输送过来的焊针,所述焊针下料机构40包括第一电机41,驱动盘42,偏心设置在驱动盘42上的驱动杆421,第一滑块422,第一滑轨423以及用于夹取焊针的夹头机构424;所述第一电机41的主轴与驱动盘42的中心固定连接,所述第一滑块422与第一滑轨423滑动连接,所述第一滑块422的顶部设有与第一滑轨423垂直的滑槽425,所述第一滑块422的底部设有夹头机构424,夹头机构424用于夹取焊针取料机构30上的焊针。所述驱动杆421设置在滑槽425内且用于驱动第一滑块422沿第一滑轨423滑动。
[0049]
如图1至图17所示,第一电机41带动驱动盘42转动,驱动盘42驱动驱动杆421沿着滑槽425滑动,此时第一滑块422沿着第一滑轨423来回移动,第一滑块422沿着第一滑轨423移动过程中带动夹头机构424来回移动,夹头机构424用于夹取焊针。
[0050]
如图1至图17所示,焊盘输送结构50,所述焊盘输送结构50用于输送焊盘;所述焊盘输送结构50设置在焊针下料机构40的正下方。
[0051]
如图1至图17所示,转动盘60,所述转动盘60与机架11转动连接,所述转动盘60于竖直方向上转动,所述转动盘60的四周均布有焊针取料机构30,所述活动杆31沿着转动盘60径向方向设置,所述滚轮38靠近转动盘60的中心,转动盘60的四周均布有八个焊针取料机构30。焊针取料机构30随转动盘60一起转动。
[0052]
如图1至图17所示,固定盘70,固定盘70与转动盘60同心设置,固定盘70与机架11固定连接,所述固定盘70的边缘固定有弧形块71;所述弧形块71的右侧边缘的斜度大于左侧的弧度,所述滚轮38与弧形块71形成滚动连接,所述滚轮38与固定盘70间存在间隙。
[0053]
如图1至图17所示,当转动盘60顺时针转动时,滚轮38沿弧形块71滚动,活动杆31向固定架36前端移动时,活动杆31通过第一连接臂34带动左夹臂32往远离右夹臂33方向转动,活动杆31通过第二连接臂35带动右夹臂33往远离左夹臂32方向转动,此时,左夹臂32和右夹臂33相互张开,当滚轮38转动至沿弧形块71的最高处时,左夹臂32和右夹臂33张开最大。当滚轮38转动至沿弧形块71的最高处,滚轮38继续转动时,滚轮38突然与弧形块71脱离,此时,活动杆31向固定架36后端移动时,活动杆31通过第一连接臂34带动左夹臂32往靠近右夹臂33方向转动,活动杆31通过第二连接臂35带动右夹臂33往靠近左夹臂32方向转动,左夹臂32和右夹臂33夹紧焊针,之后,夹紧焊针的焊针取料机构30随转动盘60一起转动。
[0054]
如图1至图17所示,所述焊盘输送结构50将焊盘输送至夹头机构424的正下方,焊
针取料机构30随同转动盘60一起转动至焊盘输送结构50的正上方。焊针下料机构40将焊针取料机构30上的焊针取下后移动至焊盘正上方,焊接头10将焊针焊接在焊盘上。
[0055]
如图1至图17所示,所述夹头机构424包括第一夹块426,第二夹块427以及控制第一夹块426和第二夹块427相互靠近或远离的第一气缸428,所述第一气缸428设置在第一滑块422的底部。第一气缸428可以控制第一夹块426和第二夹块427相互靠近或远离,当第一夹块426和第二夹块427相互靠近时,第一夹块426和第二夹块427夹紧焊针,当第一夹块426和第二夹块427相互远离时,焊针从第一夹块426和第二夹块427间脱离。
[0056]
如图1至图17所示,当夹紧焊针的焊针取料机构30随转动盘60一起转动至最底部时,第一电机41控制第一滑块422向下滑动,同时第一气缸428控制第一夹块426和第二夹块427夹取焊针取料机构30上的焊针,此时,所述焊盘输送结构50输送焊盘至焊针的正下方,焊接头10将焊针焊接在焊盘上,之后,第一气缸428控制第一夹块426和第二夹块427张开,第一电机41控制第一滑块422向上滑动,如此重复。
[0057]
如图1至图17所示,所述焊针下料机构40还包括第二滑块43和缓冲弹簧(图中未标记),所述第一滑块422的底部设有第二滑轨44,所述第一滑块422的底部两侧边缘分别设有下限位块4221和上限位块4222,所述第一气缸428与第二滑块43的底部固定连接,所述第二滑块43的顶部边缘向外延伸有延伸部431,所述延伸部431位于下限位块4221和上限位块4222之间,所述缓冲弹簧的一端与延伸部431连接,另一端与上限位块4222连接,所述第二滑块43与第二滑轨44滑动连接。
[0058]
当第一夹块426和第二夹块427夹取焊针后,第一电机41带动驱动盘42转动,驱动盘42驱动驱动杆421沿着滑槽425滑动,此时第一滑块422沿着第一滑轨423向上移动,第一滑块422沿着第一滑轨423向上移动过程中,夹头机构424用于夹取焊针。
[0059]
如图1至图17所示,第二夹块427设有夹槽,所述第一夹块426设有与夹槽对应的凸起,当第二夹块427和第一夹块426夹紧时,所述凸起插入所述夹槽内。当第二夹块427和第一夹块426夹紧时,凸起插入夹槽内,防止焊针脱离。
[0060]
如图1至图17所示,所述第一夹块426包括第一竖直板4261、第一水平板4262和第一夹脚4263,所述第二夹块427包括第二竖直板4271、第二水平板4272和第二夹脚4273;所述第一竖直板4261与第二竖直板4271相互平行,所述第一水平板4262和第二水平板4272平行设置,所述第一夹脚4263与第二夹脚4273相对设置,所述第一夹脚4263与第二夹脚4273形成夹持空间,焊针夹持在夹持空间内。
[0061]
如图1至图17所示,所述活动杆31的后端固定有定位块311,所述压缩弹簧37套设在活动杆31外且夹紧在固定架36与定位块311之间,所述滚轮38与定位块311的后端转动连接。
[0062]
如图1至图17所示,所述定位块311的前端设有固定槽312,所述压缩弹簧37的后端固定在固定槽312内。固定槽312对压缩弹簧37的一端起到固定作用。
[0063]
如图1至图17所示,所述焊针取料机构30还包括铰接轴39,所述固定架36贯穿有定位槽364,所述定位槽364与固定架36的左侧壁或固定架36的右侧壁相邻,所述活动杆31设有铰接轴39,所述铰接轴39分别与活动杆31、第一连接臂34的内端和第二连接臂35的内端铰接,所述铰接轴39的端部位于定位槽364内且与定位槽364滑动连接。当滚轮38沿着弧形块71滚动时,铰接轴39沿定位槽364移动。
[0064]
如图1至图17所示,所述焊针上料机构20包括振动盘21,焊针排布槽22,第二气缸23,用于推动焊针的焊针推块24,支撑块25和直线电机26;所述第二气缸23与直线电机26的推动轴固定连接,所述第二气缸23用于推动焊针推块24靠近或远离焊针排布槽22,所述焊针推块24与支撑块25平行设置,所述焊针推块24与支撑块25之间形成夹持焊针的夹缝,所述焊针排布槽22分别与焊针推块24和支撑块25相互垂直,且支撑块25的一端与靠近焊针排布槽22;直线电机26推动第二气缸23和焊针推块24沿着夹缝方向来回移动。振动盘21振动使得焊针排布在焊针排布槽22,焊针沿着焊针排布槽22移动至靠近焊针推块24,第二气缸23控制焊针推块24靠近焊针排布槽22和支撑块25并与焊针排布槽22和支撑块25对接,之后,直线电机26推动第二气缸23和焊针推块24沿着夹缝向前移动,此时焊针随同焊针推块24一起向前移动,当焊针推块24推动焊针移动至转动盘60的正上方时,动盘60最上方的焊针取料机构30将焊针夹紧,使得焊针脱离夹缝。之后第二气缸23控制焊针推块24远离支撑块25,同时,直线电机26推动第二气缸23和焊针推块24沿着夹缝向后移动,推动下一焊针,如此重复。
[0065]
如图14至图17所示,焊针推块24靠近焊针排布槽22的一端设有缺口241,当第二气缸23推动焊针推块24向焊针排布槽22方向并靠近焊针排布槽22时,焊针排布槽22被推动至缺口241内,之后直线电机26推动焊针推块24沿着夹缝方向向前移动。
[0066]
如图1至图17所示,所述焊盘输送结构50包括x轴滑轨51,y轴滑轨52和z轴升降机构53;所述x轴滑轨51与y轴滑轨52相互垂直,所述x轴滑轨51与y轴滑轨52滑动连接,所述z轴升降机构53与x轴滑轨51滑动连接,所述z轴升降机构53的顶部设有用于固定焊盘的固定盘70。y轴滑轨52可以沿x轴滑轨51滑动,z轴升降机构53可以沿着z轴升降。
[0067]
以上是本发明的具体实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 立体图

 热门咨询
热门咨询




tips