
 商标分类
商标分类  商标转让
商标转让 
一种薄壁套类零件的加工方法与流程
 2021-01-29 15:01:32|
2021-01-29 15:01:32| 191|
191| 起点商标网
起点商标网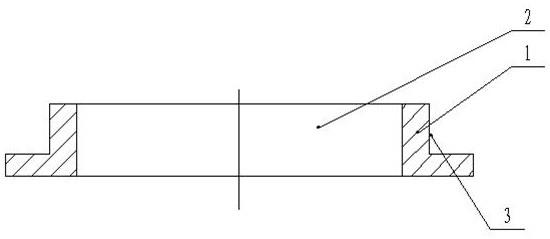
[0001]
本发明涉及零件加工技术领域,具体涉及一种薄壁套类零件的加工方法。
背景技术:
[0002]
薄壁套类高精度零件的加工难度本来就大,特别是对于被加工材料为难加工材料时,如钛合金材料,该类零件的加工质量非常难以控制。而常规对于难加工材料的套类零件的加工方法,通常就是在备料时在零件的原有设计长度上加长,这样便于后续车床装夹,然后车床夹持住零件的加长部分,然后直接精加工,将零件的内孔、外圆及端面加工至所需尺寸,最后直接切割掉零件的加长部分,便形成了套类零件成品。但是常规的加工方法中,首先由于钛合金材料自身的弹性模量小,非常容易变形,且变形为不可恢复,而且所加工的套类零件成品为薄壁,本身就非常脆弱,容易受应力影响而变形,因此在最后切割掉零件的加长部分时,由于切断过程中的切削力以及切削过程中产生的内应力释放以及大量的热量,非常容易导致已经精加工好的零件发生不可恢复的变形,从而成品的加工质量非常难以控制,因此采用常规的加工方法得到的薄壁型套类零件的质量根本就得不到保证,成品率低。
技术实现要素:
[0003]
针对上述现有技术的不足,本发明所要解决的技术问题是:提供一种薄壁套类零件的加工方法,能够有效提高套类零件的加工质量和加工精度,提高对薄壁型套类零件加工的成品率。
[0004]
为了解决上述技术问题,本发明采用了如下的技术方案:一种薄壁套类零件的加工方法,包括以下步骤,a、备料,备料时在零件的原有设计长度上加长一部分,形成工艺柄,供装夹使用;b、粗加工,装夹工艺柄,然后对零件粗车加工,粗车加工后零件的外圆、内孔及端面均留有加工余量;c、粗切断,然后对零件与工艺柄的交接处环切,并让零件与工艺柄间未完全切断,留有部分壁厚相连;d、热处理,去除粗切断产生的残余应力,让零件变形完全,变形完全后的零件外圆、内孔及端面仍均有残余加工余量;e、精加工,装夹工艺柄,然后对零件精加工,去除零件外圆、内孔及端面的残余加工余量,使零件的内孔、外圆及端面均符合要求;f、精切断,去除零件上未完全切断的工艺柄,得到符合要求的套类零件。
[0005]
在本发明方法中,将套类零件的加工工序主要分为粗加工、粗切断、精加工和精切断这四大步骤,首先在对零件粗加工时,给零件的内孔、外圆及端面留有加工余量,其目的是为了后续在经过粗切断工序后的零件给应力变形提供变形缓冲,这样在后续精加工时零件的内孔、外圆及端面仍有加工余量。然后就是本方案最重要的改进点,通过粗切断这个工序,对零件和工艺兵的交接处环切,形成环形槽,并让零件与工艺柄间未完全切断,留有部分壁厚相连,从而把因零件自身组织平衡被打破后产生的内应力完全释放,以达到提前消除内应力释放对零件精度产生变形的影响,还让切割过程产生的热量及残余应力导致的变形量提前完全释放。而且粗切断工序可以让零件与工艺柄间壁厚部分相连,这样就有效的
阻断了后续精加工时车床的夹持力传递到零件上,大幅度消除了夹持力对零件精度的影响,这样在精加工时,装夹固定的夹持力几乎不会传递给零件,防止在精加工时因装夹的夹持力而引起零件变形,从而保证了零件的加工精度。然后就是热处理,能够快速去除粗切断过程产生的残余应力,让零件在较短时间内变形完全。然后在精加工工序时,只需要对变形完全后的零件精加工处理,对零件的内孔、外圆及端面所具有的残余加工余量进行加工,让零件的内孔、外圆及端面尺寸符合尺寸要求。最后将零件与工艺柄间未完全切断的部分完全切断便可,由于工艺柄最后切断的壁厚本身就很薄,因此所产生的切割应力导致零件的变形量很小,满足在零件的加工误差范围内,这样最后加工完成后的零件的尺寸能够符合要求。与套类零件常规的加工方法完全不同,对其进行改进,这样避免了精加工完后的零件在切断工艺柄时发生不可控的变形,导致精加工后的零件出现质量问题。因为薄壁类的套类零件在加工时,由于壁厚很薄,非常容易发生变形,本方案中通过粗切断的工序,预先释放了应力,让零件变形完全后,再通过精加工后所得到的零件符合要求,大大提高了薄壁套类零件加工的成品质量以及成品率。
[0006]
作为优化,在步骤b中,对零件钻内孔时,还对工艺柄部分加工内孔,让工艺柄的内孔孔径小于零件的内孔孔径。
[0007]
这样,在对零件钻内孔时,还对工艺柄部分加工内孔,这样后续在对工艺柄粗切断时更容易对加工柄进行线性切割,而且工艺柄的内孔孔径不能小于零件的内孔孔径,从而保证工艺柄的壁厚处于合适厚度,这样工艺柄具有足够的强度能够抵抗装夹的夹持力,避免车床装夹夹持在工艺柄上出现工艺柄断裂的现象。
[0008]
作为优化,加工完内孔的工艺柄的壁厚为35mm~40mm。
[0009]
这样,工艺柄的壁厚为35mm~40mm时,既能够满足对装夹夹持力的强度需求,又能够让工艺柄在粗切断时更易切割。
[0010]
作为优化,在步骤c中,零件与工艺柄间的壁厚相连的单边厚度为1.5-2mm。
[0011]
这样,经过粗切断后的工艺柄与零件的壁厚相连的单边厚度控制在1.5-2mm,既能够满足零件与工艺柄之间依然为刚性连接,能够承受后续精加工时装夹的装夹需求,又能够在精切断时,所切割的壁厚的厚度相对较小,切割工艺柄时对零件所产生的应力变形量几乎忽略不计,满足在零件的误差范围内。
[0012]
作为优化,在步骤d中,进行热处理时,将零件加热至300-400℃,并保温2-3h。
[0013]
这样,通过对零件进行热处理时,将温度控制在300-400℃,能够让粗切断后的残余应力能够在2-3h释放完全,这样大大缩短了零件应力变形的周期,提高了生产效率。
[0014]
作为优化,在步骤f中,采用硬质合金切槽车刀进行切割,所述车刀的刀宽小于工艺柄与零件间已形成的切口宽度。
[0015]
这样,采用硬质合金切槽车刀对工艺柄进行切割,而且车刀的刀宽在2.8mm~3mm,小于工艺柄与零件间已形成的切口宽度,这样车刀在切割时,车刀的两侧不会对工艺柄与零件间的切口的两内壁产生挤压应力,同样也降低了对零件产生的应力变形,精切断所得到的零件的精度更高。
[0016]
作为优化,在步骤f中,在精切断过程中加入极压乳化液冷却。
[0017]
这样,通过在精切断过程中加入极压乳化液冷却,可以减小零件的应力变形,让零件在精切断过程中产生的应力变形下降,这样所得到的零件的精度更高。
[0018]
作为优化,在工艺柄与零件精切断后,采用钳子对零件的孔口打磨倒角。
[0019]
这样,精切断完成后,对零件的端面和孔口等部位按照质量要求打磨,得到成品。
[0020]
综上所述,本发明的有益效果在于:本方案中通过粗切断的工序,通过粗切断这个工序,把因零件自身组织平衡被打破后产生的内应力完全释放,以达到提前消除内应力释放对零件精度产生变形的影响,还让切割过程产生的热量及残余应力导致的变形量完全释放。而且粗切断工序可以让零件与工艺柄间壁厚部分相连,这样就有效的阻断了后续精加工时车床的夹持力传递到零件上,大幅度消除了夹持力对零件精度的影响,这样在精加工时,装夹固定的夹持力几乎不会传递给零件,防止在精加工时因装夹的夹持力而引起零件变形,从而保证了零件的加工精度。通过预先释放了应力的方式,让零件变形完全后,再通过精加工后所得到的零件符合要求,大大提高了薄壁套类零件加工的成品率。
附图说明
[0021]
为了使发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步的详细描述,其中:图1为本发明所涉及零件的结构示意图。
具体实施方式
[0022]
下面结合附图对本发明作进一步的详细说明。
[0023]
说明书附图中的附图标记包括:零件1、内孔2、外圆3。本发明基于钛合金薄壁套类零件加工方法而设计,所以图1为钛合金薄壁套类零件加工的结构示意图。但本发明的加工思想可适用于所有的薄壁套类零件,外圆直径≤φ140mm,壁厚与外径比值在1/30~1/20之间的薄壁套的加工。
[0024]
本具体实施方式中的一种薄壁套类零件的加工方法,如图1所示,包括以下步骤,a、备料,备料时在零件1的原有设计长度上加长一部分,形成工艺柄,供装夹使用;b、粗加工,装夹工艺柄,然后对零件粗车加工,粗车加工后零件的外圆3、内孔2及端面均留有加工余量;c、粗切断,然后对零件与工艺柄的交接处环切,并让零件与工艺柄间未完全切断,留有部分壁厚相连;d、热处理,去除粗切断产生的残余应力,让零件变形完全,变形完全后的零件外圆、内孔及端面仍均有残余加工余量;e、精加工,装夹工艺柄,然后对零件精加工,去除零件外圆、内孔及端面的残余加工余量,使零件的内孔、外圆及端面均符合要求;f、精切断,去除零件上未完全切断的工艺柄,得到符合要求的套类零件。
[0025]
在本发明方法中,将套类零件的加工工序主要分为粗加工、粗切断、精加工和精切断这四大步骤,首先在对零件粗加工时,给零件的内孔、外圆及端面留有加工余量,其目的是为了后续在经过粗切断工序后的零件给应力变形提供变形缓冲,这样在后续精加工时零件的内孔、外圆及端面仍有加工余量。然后就是本方案最重要的改进点,通过粗切断这个工序,对零件和工艺兵的交接处环切,形成环形槽,并让零件与工艺柄间未完全切断,留有部分壁厚相连,从而把因零件自身组织平衡被打破后产生的内应力完全释放,以达到提前消除内应力释放对零件精度产生变形的影响,还让切割过程产生的热量及残余应力导致的变形量提前完全释放。而且粗切断工序可以让零件与工艺柄间壁厚部分相连,这样就有效的阻断了后续精加工时车床的夹持力传递到零件上,大幅度消除了夹持力对零件精度的影
响,这样在精加工时,装夹固定的夹持力几乎不会传递给零件,防止在精加工时因装夹的夹持力而引起零件变形,从而保证了零件的加工精度。然后就是热处理,能够快速去除粗切断过程产生的残余应力,让零件在较短时间内变形完全。然后在精加工工序时,只需要对变形完全后的零件精加工处理,对零件的内孔、外圆及端面所具有的残余加工余量进行加工,让零件的内孔、外圆及端面尺寸符合尺寸要求。最后将零件与工艺柄间未完全切断的部分完全切断便可,由于工艺柄最后切断的壁厚本身就很薄,因此所产生的切割应力导致零件的变形量很小,满足在零件的加工误差范围内,这样最后加工完成后的零件的尺寸能够符合要求。与套类零件常规的加工方法完全不同,对其进行改进,这样避免了精加工完后的零件在切断工艺柄时发生不可控的变形,导致精加工后的零件出现质量问题。因为薄壁类的套类零件在加工时,由于壁厚很薄,非常容易发生变形,本方案中通过粗切断的工序,预先释放了应力,让零件变形完全后,再通过精加工后所得到的零件符合要求,大大提高了薄壁套类零件加工的成品质量以及成品率。
[0026]
在具体实施方式中,在步骤b中,对零件钻内孔时,还对工艺柄部分加工内孔,让工艺柄的内孔孔径小于零件的内孔孔径。
[0027]
这样,在对零件钻内孔时,还对工艺柄部分加工内孔,这样后续在对工艺柄粗切断时更容易对加工柄进行线性切割,而且工艺柄的内孔孔径不能小于零件的内孔孔径,从而保证工艺柄的壁厚处于合适厚度,这样工艺柄具有足够的强度能够抵抗装夹的夹持力,避免车床装夹夹持在工艺柄上出现工艺柄断裂的现象。
[0028]
在具体实施方式中,加工完内孔的工艺柄的壁厚为35mm~40mm。
[0029]
这样,工艺柄的壁厚为35mm~40mm时,既能够满足对装夹夹持力的强度需求,又能够让工艺柄在粗切断时更易切割。
[0030]
在具体实施方式中,在步骤c中,零件与工艺柄间的壁厚相连的单边厚度为1.5-2mm。
[0031]
这样,经过粗切断后的工艺柄与零件的壁厚相连的单边厚度控制在1.5-2mm,既能够满足零件与工艺柄之间依然为刚性连接,能够承受后续精加工时装夹的装夹需求,又能够在精切断时,所切割的壁厚的厚度相对较小,切割工艺柄时对零件所产生的应力变形量几乎忽略不计,满足在零件的误差范围内。
[0032]
在具体实施方式中,在步骤d中,进行热处理时,将零件加热至300-400℃,并保温2-3h。
[0033]
这样,通过对零件进行热处理时,将温度控制在300-400℃,能够让粗切断后的残余应力能够在2-3h释放完全,这样大大缩短了零件应力变形的周期,提高了生产效率。
[0034]
在具体实施方式中,在步骤f中,采用硬质合金切槽车刀进行切割,所述车刀的刀宽小于工艺柄与零件间已形成的切口宽度。
[0035]
这样,采用硬质合金切槽车刀对工艺柄进行切割,而且车刀的刀宽在2.8mm~3mm,小于工艺柄与零件间已形成的切口宽度,这样车刀在切割时,车刀的两侧不会对工艺柄与零件间的切口的两内壁产生挤压应力,同样也降低了对零件产生的应力变形,精切断所得到的零件的精度更高。
[0036]
在具体实施方式中,在步骤f中,在精切断过程中加入极压乳化液冷却。
[0037]
这样,通过在精切断过程中加入极压乳化液冷却,可以减小零件的应力变形,让零
件在精切断过程中产生的应力变形下降,这样所得到的零件的精度更高。
[0038]
在具体实施过程中,在工艺柄与零件精切断后,采用钳子对零件的孔口打磨倒角。
[0039]
这样,精切断完成后,对零件的端面和孔口等部位按照质量要求打磨,得到成品。
[0040]
具体实施方式,本方案主要介绍外圆直径≤φ140mm,壁厚与外径比值在1/30~1/20之间的钛合金薄壁套的加工方法。以图1为列,第一步:备料,备钛合金棒料,并在零件长度上加长15;第二步:粗加工,粗钻车内孔留余量1mm,零件加长部位保证35mm~40mm壁厚,零件其余部位半精加工留余量0.7mm~0.8mm,粗切断零件,保证1.5~2mm壁厚相连;第三步:去应力热处理,加热至400℃,保温2h;第四步:精加工零件的内孔、外圆及端面,夹持零件长度以外的加长部位,数控夹持力控制在0.4~0.8mpa左右,分别以吃刀深度0.2 mm~0.3mm、0.2 mm~0.3mm、0.05 mm~0.1mm、0.05mm~0.1mm/不进给原刀复刀1次;线速度70 m/min ~75 m/min;进量0.08mm/转~0.1mm/转的切削用量;第五步:精切断,选用自磨的yg8、yw1硬质合金切槽,2.8mm~3mm刀宽,大前角+8
°
~+15
°
,切削速度100m/min~105 m/min,进给量0.02 mm/转~0.03mm/转,最后极压乳化液冷却,得到零件成品。
[0041]
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管通过参照本发明的优选实施例已经对本发明进行了描述,但本领域的普通技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离所附权利要求书所限定的本发明的精神和范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 加工精度

 热门咨询
热门咨询




tips