
 商标分类
商标分类  商标转让
商标转让 
大型贮箱壁板蠕变成形贴模方法与流程
 2021-01-29 15:01:42|
2021-01-29 15:01:42| 256|
256| 起点商标网
起点商标网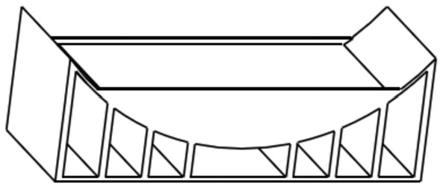
[0001]
本发明涉及金属成形领域,特别涉及一种大型贮箱壁板蠕变成形贴模方法。
背景技术:
[0002]
运载火箭推进剂贮箱主体结构中,由贮箱壁板焊接组成的圆筒段是关键结构之一,贮箱壁板传统成形方法为先机铣网格再滚弯成形,由于机铣网格后壁板不同厚薄区域在成形过程中受力不均,导致滚弯成形后壁板直线度、表面圆弧光滑度等不同程度影响后续焊接装配的整体精度。随着航空航天等领域高端制造发展,对大型整体构件成形精度和性能提出了更高要求。蠕变成形技术将蠕变变形与时效强化同步进行,真正实现了成形成性一体化制造,特别适合成形高强铝合金复杂整体壁板类构件。
[0003]
目前,该技术主要应用于航空飞机上翼面壁板成形,如gulfstream giv,b-1b,a330/340,hawk,a380,原因主要在于上翼面壁板所采用的7000系列铝合金可进一步时效处理,可以在时效处理的同时成形。壁板蠕变成形一般采用大型热压罐,主要工序一般包括预成形即抽真空使壁板与成形模具贴合,和热压罐成形。
[0004]
在抽真空使壁板与成形模具贴合时,一般需要用真空袋将壁板与模具型面包裹形成封闭空间后,使用抽真空装置,抽真空使壁板与模具贴合。抽真空时,由于贮箱壁板成形曲率明显大于机翼壁板,贮箱壁板平板状态与成形模具间隙大,抽真空袋极易收缩至壁板与模具贴合面之间,导致真空袋破裂,无法开展后续热压罐成形。且贮箱壁板由平板状态受压至贴模过程,缺少约束限制,壁板易发生偏转,导致壁板母线与航向上、下边垂直度偏差。在航向上、下边长度大于3mm,弯曲状态弦高大于500mm的大型贮箱壁板成形时,为了避免发生上述过程对蠕变成形的影响,需要多人共同抽拉保证抽真空过程真空袋不压在壁板与模具贴合面之间,极大影响了贮箱壁板蠕变成形效率,且无法保证壁板贴膜后母线与航向上、下边垂直度,迫切需要一种大型贮箱壁板蠕变成形快速、精确贴模方法及装置。
技术实现要素:
[0005]
本发明的目的在于提供一种大型贮箱壁板蠕变成形贴模方法,可有效避免真空袋在抽真空过程中真空袋收缩至壁板与模具贴合面之间,降低真空袋破裂可能性,同时保证壁板贴膜过程不发生偏转,壁板贴膜后母线与板上、下边垂直度偏差不大于1mm。
[0006]
为了解决上述技术问题,本发明的技术方案是:提供一种大型贮箱壁板蠕变成形贴模方法,包括如下步骤:
[0007]
s1、将所述大型贮箱壁板平放于成形凹模内;
[0008]
s2、在所述成形凹模与大型贮箱壁板接触侧相对的另外两侧设置两个平行定位板;所述定位板垂直于大型贮箱壁板平面,所述定位板与大型贮箱壁板接触处使用密封橡胶垫连接;
[0009]
s3、放置真空袋进行贴模。
[0010]
进一步的,所述步骤s2中,所述定位板的高度高于大型贮箱壁板在成形凹模的高
度50mm。
[0011]
进一步的,所述密封橡胶垫选用1mm厚度的耐高温材质。
[0012]
进一步的,所述密封橡胶垫的耐高温特性大于壁板时效温度+30℃。
[0013]
进一步的,所述步骤s3中,放置真空袋进行贴模:
[0014]
s3-1、将耐高温高压密封胶带粘贴在密封橡胶垫和成形凹模上;
[0015]
s3-2、将真空袋两侧粘贴于密封橡胶垫上,另外两侧粘贴于凹模装置上,真空袋留有足够的抽真空后表面积余量;
[0016]
s3-3、使用抽真空装置抽真空。
[0017]
进一步的,所述耐高温高压密封胶带粘贴高度尽量靠近定位板上边且不超出定位板,四周保持高度一致且无间断。
[0018]
本发明提供的大型贮箱壁板蠕变成形贴模方法无需人工抽拉真空袋,即可实现壁板快速抽真空与模具贴合,且壁板受到定位板限制不会发生偏转,保证壁板贴膜后母线与航向上、下边垂直度。
附图说明
[0019]
下面结合附图对发明作进一步说明:
[0020]
图1为贮箱网格壁板机铣网格图;
[0021]
图2为贮箱壁板与快速、精确贴模装置三维图;
[0022]
图3为贮箱壁板与快速、精确贴模装置三维剖面图;
[0023]
图4为贮箱壁板与快速、精确贴模装置二维图;
[0024]
其中1-壁板;2-蠕变成形凹模;3-定位板;4-密封橡胶垫。
具体实施方式
[0025]
以下结合附图和具体实施例对本发明提出的大型贮箱壁板蠕变成形贴模方法作进一步详细说明。根据下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比率,仅用以方便、明晰地辅助说明本发明实施例的目的。
[0026]
实施例1
[0027]
图1为本发明设计的运载火箭贮箱壁板典型结构,图2~图4为壁板与快速、精确贴模装置三维、二维图,具体实施方式结合附图,本发明优选实施例提供的大型贮箱壁板蠕变成形快速、精确贴模方法及装置,包括如下步骤:
[0028]
1)蠕变成形装置由成形凹模2、定位板3、密封橡胶垫4组成,定位板3高于壁板1放置在模具内高度50mm,定位板3间距等于壁板1航向上、下边距离与密封橡胶垫4厚度差值,密封橡胶垫4一般选取1mm厚度耐高温(大于壁板1时效温度+30℃)材质,1mm密封橡胶垫4粘贴在定位板3与壁板1贴合侧;
[0029]
2)将壁板1置于蠕变成形凹模2内,壁板1两侧利用定位板3限位,另两侧中心对称摆放;
[0030]
3)将耐高温高压密封胶带分别粘贴在1mm密封橡胶垫4和成形凹模2上,粘贴高度尽量靠近定位板3上边、不超出定位板3,四周保持高度一致、无间断,将真空袋两侧粘贴于
密封橡胶垫4上,两侧粘贴于凹模装置上,真空袋留有足够的抽真空后表面积余量;
[0031]
4)利用抽真空装置抽真空,壁板1缓慢贴膜过程中,定位板3与壁板1之间密封橡胶垫4保证抽真空过程真空袋不压在壁板1与模具贴合面之间,定位板3保证了壁板1贴膜过程不发生偏转,最终实现了大型贮箱壁板1蠕变成形快速、精确贴模。
[0032]
本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips